


Il costo orario di una fresatura CNC è fondamentale quando si lega la tariffa a un ambito di lavoro chiaro e a un tempo di ciclo misurabile. Molti team considerano il costo orario come un semplice prezzo. Tuttavia, il numero significativo è il totale. Costo della lavorazione CNC per consegnare i pezzi accettati. Separiamo tariffe orarie, impostazioni e fattori di rischio in modo da poter preventivare, quotare e convalidare le decisioni con meno rilavorazioni.
I responsabili degli acquisti desiderano un budget di richiesta di preventivo sostenibile, mentre i proprietari di officine desiderano una tariffa macchina redditizia. Gli ingegneri spesso desiderano modificare una funzionalità e valutarne l'impatto sui costi prima di rilasciare il disegno. Utilizziamo un modello condiviso che collega le tariffe orarie alle impostazioni, alle verifiche e ai servizi esterni. Questo consente a tutti di prendere decisioni utilizzando le stesse definizioni.
Definisci il costo orario della fresatura CNC come due numeri diversi
Il costo orario di fresatura CNC ha due significati: costo operativo interno della macchina e tariffa fatturabile esterna dell'officina. Il costo operativo interno copre le spese sostenute da un'officina per mantenere attiva la produzione. Questo include ammortamento, utenze, manutenzione e materiali di consumo. Il costo operativo interno in genere esclude i costi di ingegneria salariati, le spese generali amministrative e le spese generali e amministrative aziendali, che vengono invece recuperate nella tariffa fatturabile dell'officina. La tariffa fatturabile dell'officina include manodopera qualificata, tempo di progettazione, attività di qualità e spese generali di stabilimento, oltre al margine necessario per rimanere in attività.
Il costo orario interno aiuta nella pianificazione del reparto, ma non predice la fattura. La tariffa fatturabile del reparto è quella che viene visualizzata dal reparto acquisti, ma può nascondere l'allestimento e la manodopera non utilizzata se il preventivo non è dettagliato. Chiariamo di quale tariffa stiamo parlando prima di effettuare il confronto. Servizio di fresatura CNC fornitori o cercare di ottimizzare un progetto.
Un modo semplice per mantenere chiare le definizioni è separare il "costo di produzione" dal "costo di preventivo". Il costo di produzione si accumula mentre il mandrino produce trucioli. Questo include alimentazione, refrigerante e componenti soggetti a usura che aumentano con il tempo di produzione. Alcune officine includono anche il tempo dell'operatore in macchina nel costo di produzione, mentre la programmazione fuori macchina e il lavoro amministrativo sono trattati come costi separati. Il costo di preventivo è ciò che si paga per convertire un disegno in parti accettate. Include programmazione, impostazione, ispezione e il tempo di attesa creato dall'elaborazione esterna.
Cosa include solitamente ogni definizione
Un modello di costo diventa stabile quando mappiamo ogni voce di costo al bucket corretto. Le voci di costo operativo includono solitamente ammortamento, manutenzione programmata, elettricità, refrigerante, aria compressa e la tipica usura degli utensili, che varia con il tempo di esecuzione. Le voci di preventivo e consegna includono solitamente programmazione, configurazione, cicli di ispezione, controlli del primo articolo, sbavatura, imballaggio, spedizione e qualsiasi documentazione richiesta per l'accettazione.
Le voci generali aziendali includono solitamente l'affitto della struttura, l'assicurazione, la taratura, la metrologia, le licenze software, la pianificazione e l'amministrazione. Utilizziamo questa mappatura per evitare doppi conteggi. Ci aiuta anche a individuare preventivi che nascondono installazione e ispezione all'interno di un'unica tariffa combinata.
Parametri di riferimento per le tariffe orarie di fresatura CNC e perché gli intervalli sono in conflitto
Le tariffe orarie per la fresatura CNC coprono un'ampia gamma di variabili, poiché le fonti combinano in un'unica etichetta il costo della macchina, la tariffa di officina e il rischio del componente. Alcune guide sui costi citano cifre orarie inferiori per la fresatura base a 3 assi quando descrivono le ipotesi sui costi operativi e delle attrezzature. Altre guide citano cifre più elevate perché descrivono le tariffe di fatturazione rivolte al cliente. Queste includono progettazione, ispezione e spese generali. I parametri di riferimento pubblici per le tariffe di officina a 3 assi negli Stati Uniti si attestano generalmente su una fascia oraria compresa tra 40 e 120 dollari, a seconda della capacità, della regione e di ciò che è incluso, mentre la fresatura a 5 assi si attesta spesso su una fascia oraria compresa tra 100 e 200 dollari o più per lavori complessi.
Un parametro di riferimento pratico è aspettarsi tariffe orarie più elevate con l'aumentare del numero di assi, della rigidità e della domanda di verifica. Le guide di mercato generalmente collocano la fresatura a 3 assi in una fascia inferiore, la fresatura a 4 assi in una fascia intermedia e la fresatura a 5 assi in una fascia superiore. I lavori specializzati o con tempi di lavorazione critici vanno oltre queste fasce. Fresatura CNC di gioielli Spesso rientra in questa categoria specialistica perché i dettagli più fini e le aspettative in termini di finitura superficiale possono comportare tempi di configurazione e verifica aggiuntivi. Consideriamo qualsiasi "tariffa tipica" come ipotesi di partenza. Quindi verifichiamo il vero fattore determinante: quante ore retribuite sono necessarie per produrre parti accettate.
Anche gli intervalli orari variano perché alcuni articoli si concentrano sul "costo orario di gestione di una macchina CNC", non sulla "tariffa oraria di fatturazione dell'officina". Una ripartizione dei costi di gestione può mostrare solo elettricità, refrigerante e usura degli utensili. Una tariffa di fatturazione può includere le risorse dell'operatore, della programmazione CAM e dell'ispezione. Evitiamo confusione indicando il tipo di tariffa accanto a ogni cifra utilizzata nella definizione del budget.

Un modo realistico per utilizzare gli intervalli pubblicati
I benchmark pubblicati sono utili quando li utilizziamo come limiti, non come garanzie. Confrontiamo il tuo preventivo con tre fasce di riferimento: costo operativo, tariffa base fatturabile e tariffa ad alto rischio fatturabile. Verifichiamo quindi quale fascia si adatta ai tuoi vincoli di tolleranza, materiale e consegna.
Cosa determina la tariffa oraria: macchina, manodopera, utensili e spese generali
Il costo orario di una fresatura CNC è un insieme di costi che si comportano in modo diverso sotto carico. Il costo di proprietà della macchina dipende dal prezzo di acquisto, dalla durata prevista, dal finanziamento e dalle ore di lavoro annuali del mandrino. Il sottoutilizzo può aumentare silenziosamente il costo orario effettivo. Molte officine commerciali pianificano circa 1.500-3.000 ore di lavoro pagate per macchina all'anno, ma l'utilizzo effettivo varia notevolmente a seconda della combinazione e del modello di turni. Il costo di manutenzione include controlli preventivi, ripristino della precisione ed eventi di fermo macchina non pianificati che interrompono i programmi.
Un metodo comune per calcolare il costo delle macchine suddivide il prezzo di acquisto della macchina su una durata prevista e un numero di ore di taglio annuali. Molte guide ai costi presuppongono migliaia di ore di utilizzo annuale per le attrezzature CNC commerciali. Ciò significa che un'officina con meno ore fatturabili deve fatturare di più all'ora per recuperare lo stesso investimento. Prima di fidarci di qualsiasi cifra oraria, ci poniamo una domanda diretta: "Quante ore di mandrino pagate realizza effettivamente l'officina all'anno?"“
Le utenze e i materiali di consumo dell'officina sembrano di solito piccoli all'ora, ma sono prevedibili e devono essere conteggiati. Molte analisi dei costi di esercizio modellano il consumo energetico in una fascia di kilowattora da una a due cifre, a seconda della classe della macchina. Ad esempio, i centri di fresatura verticali possono consumare nell'ordine di 10-20 kW a pieno carico, il che spesso si traduce in pochi dollari all'ora di funzionamento ai prezzi tipici dell'energia elettrica nordamericana. Includono anche i costi di refrigeranti e fluidi che aumentano con il tempo di funzionamento. Includiamo queste voci perché incidono sulle lunghe tirature e aiutano a spiegare perché le regioni con energia più economica possono applicare prezzi diversi.
Il costo degli utensili non è dato solo dal prezzo di una fresa. Include usura, rischio di rottura, condizioni del portautensile, cicli di tastatura e tempo impiegato per cambiare utensile o ritoccare gli offset. Preveniamo sorprese durante l'utilizzo degli utensili adattando la geometria della fresa e il rivestimento al materiale. Utilizziamo anche ipotesi realistiche sulla durata dell'utensile per i parametri di taglio.
Il costo della manodopera è la variabile più importante per molti lavori, perché la fresatura CNC non è solo "tempo macchina". La manodopera include programmazione, impostazione, verifica del primo pezzo, controlli in corso d'opera, coordinamento della sbavatura e ispezione finale. Separiamo il tempo dell'operatore dal tempo di progettazione e ispezione perché queste ore non si adattano allo stesso modo alle diverse dimensioni dei lotti.
I costi generali trasformano le ore macchina in un'attività in grado di produrre con costanza. I costi generali includono affitto, assicurazione, taratura, metrologia, licenze software, attrezzature e impegno nella pianificazione. Molte guide ai costi suddividono anche gli abbonamenti ai software CAD/CAM e al flusso di lavoro tra le macchine e le ore fatturate. Questo spiega perché la stessa macchina in un'officina diversa può avere un prezzo diverso.

Elementi del costo di gestione che spiegano il lato “costo di gestione”
I modelli basati sui costi di esercizio spesso includono voci di costo piccole e ripetibili, facili da trascurare. Calcoliamo il costo dell'elettricità in base al consumo stimato in kW e al prezzo locale dell'energia. Molti modelli aggiungono refrigerante, lubrificanti e aria compressa come quantità orarie fisse. L'usura degli utensili è spesso modellata come un intervallo orario, poiché dipende dal materiale e dalla strategia di taglio. Alcuni modelli assegnano un budget orario per la manutenzione ordinaria.
Utilizziamo gli elementi del costo di esercizio per due scopi. In primo luogo, verifichiamo se la "tariffa oraria molto bassa" di un fornitore sia in realtà solo una visione dei costi operativi. In secondo luogo, utilizziamo la logica del costo di esercizio quando un team deve decidere se acquistare una macchina e produrre internamente i componenti.
Passaggi nascosti che spesso appartengono al modello di costo
Le fasi secondarie possono influire sui costi anche quando i tempi di fresatura sembrano brevi. La sbavatura e la finitura superficiale possono essere manuali, esternalizzate o integrate nel ciclo CNC. Ogni percorso modifica la manodopera, il rischio di qualità e i tempi di attesa. Anche i costi logistici come imballaggio, movimentazione speciale, spedizione e trasporto rapido possono influenzare i totali per componenti sensibili o programmi urgenti.
Un altro punto debole frequente è l'attività di controllo qualità. Un preventivo che mira a tolleranze ristrette spesso richiede controlli di ispezione, controlli in corso d'opera e tempi di ispezione finale. Questo può superare i tempi di taglio sui componenti a ciclo breve. Verifichiamo il piano di ispezione in anticipo perché è lui a stabilire quante ore sono effettivamente "fatturabili" per il lavoro.
Un singolo blocco di verifica che utilizziamo prima di confrontare le tariffe orarie
Le tariffe orarie diventano confrontabili solo dopo aver normalizzato le ipotesi. Molti team incollano un breve blocco di verifica nel loro modello di richiesta di preventivo, in modo che ogni fornitore risponda sulla stessa base.
- Confermiamo se il numero corrisponde al costo operativo, alla tariffa del negozio o a una tariffa di preventivo mista.
- Ci chiediamo se la programmazione e la configurazione siano separate dal tempo di ciclo.
- Chiediamo come vengono gestite l'ispezione del primo articolo e la verifica in corso d'opera.
- Chiediamo quali servizi di sbavatura, finitura e servizi esterni sono inclusi e quali sono esternalizzati.
- Chiediamo quali imballaggi, spedizioni e documentazione sono inclusi nella consegna.
Utilizziamo queste domande per evitare confronti tariffari che premiano esclusioni nascoste. Le utilizziamo anche per definire un ambito di richiesta di preventivo (RFQ) che renda i preventivi comparabili.
Moltiplicatori a livello di lavoro che modificano il costo orario effettivo
L'impegno di attrezzaggio e programmazione è il fattore più importante per i lavori a bassa tiratura. Un tempo di ciclo breve non è d'aiuto se il lavoro richiede attrezzature complesse, più offset di lavoro e prove di produzione estese. Preveniamo lo shock da attrezzaggio chiedendo se la tariffa indicata include le ore di attrezzaggio come voce separata o se l'attrezzaggio è integrato nella tariffa di officina.
La complessità dei componenti aumenta i costi perché aumenta i tempi e i rischi. Accessi multi-lato, tasche profonde, pareti sottili e relazioni tra le feature possono richiedere configurazioni aggiuntive, utensili più lunghi, avanzamenti più lenti e ispezioni più frequenti. Confrontiamo la complessità in base al numero di operazioni e configurazioni, non in base all'aspetto "3D" di un modello CAD.
I requisiti di tolleranza e finitura superficiale modificano sia la strategia di taglio che il carico di lavoro di verifica. Tolleranze più strette possono richiedere passi di lavorazione più piccoli, un apporto termico controllato e controlli più frequenti. Possono anche aumentare i costi di scarto se la stabilità non viene gestita. Decidiamo le tolleranze in base alle esigenze funzionali, perché i costi aumentano rapidamente quando i requisiti superano il reale caso d'uso del componente.
La selezione del materiale modifica il tempo di ciclo, la durata dell'utensile e le esigenze di finitura. Ad esempio, Fresatura CNC per legno può spostare i fattori di costo verso il controllo della polvere, il serraggio e la finitura superficiale piuttosto che verso l'usura degli utensili nelle leghe tenaci. I materiali teneri e facili da tagliare possono consentire una lavorazione aggressiva e una lunga durata degli utensili. Le leghe difficili impongono un taglio conservativo e un controllo di processo più rigoroso. Trattiamo la lavorabilità come una variabile di pianificazione e la verifichiamo con un breve piano di processo piuttosto che con un'affermazione generica secondo cui i materiali più duri costano di più.
La dimensione del lotto modifica l'allocazione del tempo fisso. L'impostazione, la programmazione e l'ispezione del primo articolo sono per lo più fissi per ogni commessa. Il tempo di ciclo è proporzionale alla quantità. Calcoliamo il costo per pezzo distribuendo il tempo fisso sulla quantità pianificata. Quindi verifichiamo se le modifiche alla dimensione del lotto possano ridurre il costo effettivo senza creare rischi di inventario.
I servizi esterni possono influire sia sui costi che sui tempi di consegna. Trattamenti termici, placcatura, anodizzazione e rivestimenti speciali possono comportare costi per lotti minimi, costi di spedizione e tempi di attesa. Questi non sono proporzionali alla quantità richiesta. Evitiamo sorprese elencando i servizi esterni come voci di preventivo esplicite, non come una vaga frase "finitura inclusa".
La pressione sui tempi di consegna influisce anche sul costo orario effettivo. I lavori urgenti possono richiedere straordinari, interruzioni nella programmazione e un rischio di scarti più elevato durante le operazioni di allestimento frettolose. Prima di accettare un preventivo urgente, decidiamo se la priorità è la velocità o il costo. Il fattore determinante per il costo è spesso l'interruzione della programmazione piuttosto che la capacità della macchina.
Un flusso di lavoro pratico per stimare e convalidare il costo orario della fresatura CNC
Una stima affidabile inizia separando il tempo fisso dal tempo variabile. Il tempo fisso include programmazione, attrezzaggio, controlli del primo pezzo e preparazione delle attrezzature. Il tempo variabile include tempo di ciclo, cambi utensile, controlli in corso d'opera e tempo di sbavatura o finitura che si ripete per ogni pezzo. Utilizziamo questa separazione perché rispecchia l'andamento dei costi al variare della quantità. Prima di discutere di qualsiasi tariffa oraria, eseguiamo un rapido controllo in quattro punti: quale tipo di tariffa rappresenta ogni numero, quante attrezzaggi sono previsti, come vengono gestiti i servizi esterni e su quali ore di mandrino annuali pagate si basa il calcolo della tariffa macchina.
Fase 1: Elenchiamo le operazioni e contiamo i piazzamenti. Il conteggio dei piazzamenti determina quanto tempo non dedicato al taglio si guadagnerà e spesso predice il piano di ispezione. Chiariamo se il pezzo può essere completato in un unico piazzamento. Documentiamo anche quali caratteristiche devono essere mantenute nello stesso piazzamento per proteggere l'accumulo di tolleranze.
Fase 2: Stimiamo il tempo di ciclo con avanzamenti, velocità e percorsi utensile realistici. Le stime dei tempi CAM sono utili, ma possono non tenere conto delle operazioni di tastatura, dei cambi utensile e delle strategie di sgrossatura conservative utilizzate per materiali difficili. Verifichiamo il tempo di ciclo aggiungendo tolleranze per i cambi utensile, l'evacuazione dei trucioli e qualsiasi misurazione in corso d'opera necessaria per rispettare le tolleranze.
Fase 3: Costruire uno stack orario che corrisponda alla realtà del fornitore. Per la pianificazione interna, lo stack può includere ammortamento, manutenzione, energia, refrigerante e usura tipica degli utensili. Per la convalida del fornitore, lo stack dovrebbe includere tempo dell'operatore, tempo di progettazione, tempo di ispezione, costi generali dell'impianto e struttura del margine di profitto del fornitore.
Fase 4: Calcola la logica delle citazioni in una forma trasparente:
Costo totale = (ore fisse × tariffa oraria mista manodopera e spese generali) + (ore ciclo × tariffa macchina) + materiale + servizi esterni.
Questa struttura evidenzia chiaramente quando una tariffa oraria inferiore è compensata da tempi di lavorazione più lunghi, un rischio di scarti più elevato o costi di servizi esterni più elevati. Utilizziamo questa struttura per confrontare equamente i preventivi tra diverse opzioni di processo.
Fase 5: Convalidiamo il preventivo con "domande di rischio" invece di discutere sui numeri. Chiediamo al fornitore come attrezzerà il pezzo, come verificherà le dimensioni chiave e cosa innesca rilavorazioni o scarti. Preveniamo sorprese sui costi allineando il piano di processo, il piano di ispezione e il piano di finitura prima dell'inizio dei lavori.
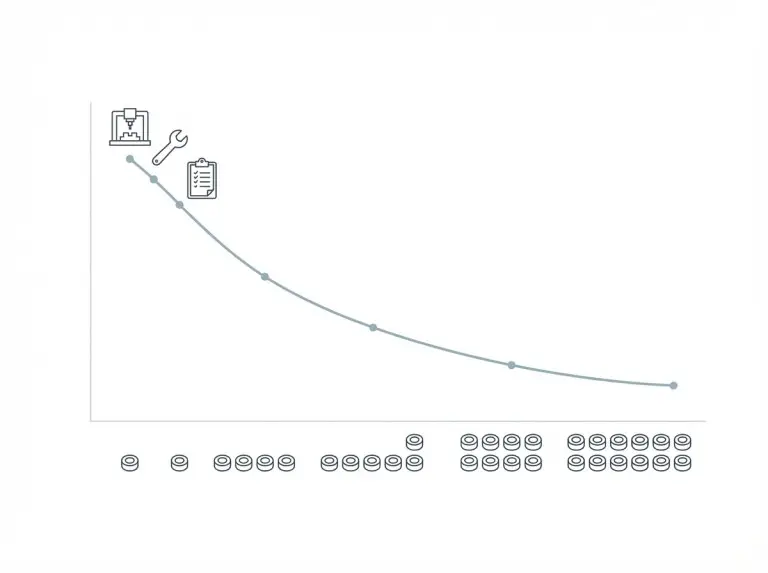
Un esempio pratico che mostra perché la “tariffa oraria” è solo una leva
Una semplice parentesi può illustrare come le ore fisse prevalgano sui piccoli lotti. Supponiamo che la programmazione e l'impostazione richiedano 2,5 ore, l'ispezione del primo articolo 0,5 ore e il tempo di ciclo sia di 12 minuti per pezzo. Se la tariffa oraria fissa mista è di $90 all'ora e la tariffa ciclo macchina è di $75 all'ora, il costo fisso è di $270 e il costo di lavorazione per pezzo è di $15. In questa struttura, la tariffa mista di 90 USD/h copre la manodopera di programmazione, impostazione e ispezione più i costi generali, mentre la tariffa macchina di 75 USD/h riflette il tempo impiegato dall'operatore e dalla macchina durante la produzione.
Ora confrontiamo la quantità 5 con la quantità 50. Con 5 pezzi, il tempo di lavorazione variabile è di 1 ora e il costo totale di manodopera e tempo macchina è di circa $345, ovvero circa $69 per pezzo, prima del materiale e della finitura. Con 50 pezzi, il tempo di lavorazione variabile è di 10 ore e il costo totale di tempo è di circa $1.020, ovvero circa $20 per pezzo, prima del materiale e della finitura.
Questo esempio non promette prezzi reali. Mostra la forma della curva dei costi, perché la curva è ciò che conta quando si sceglie la dimensione del lotto. Utilizziamo la stessa logica per spiegare perché una tariffa oraria più elevata può comunque essere più economica se riduce sostanzialmente i tempi di installazione o di ciclo.
Perché la disciplina del costo del lavoro cambia la qualità del preventivo
Un calcolo accurato dei costi di commessa dipende dalla misurazione di ciò che accade effettivamente in produzione. Le officine che monitorano i tempi di attrezzaggio, i tempi di cambio utensile, le operazioni di sbavatura e le operazioni di ispezione possono preventivare i lavori in modo più coerente. Incoraggiamo i team a chiedere ai fornitori se misurano questi passaggi. La disciplina nella misurazione spesso predice se il preventivo corrisponderà alla fattura finale.
La determinazione dei costi di commessa migliora anche le decisioni interne. Quando un'officina conosce i reali fattori di costo, può decidere dove l'automazione è più utile. Questo potrebbe includere sistemi di pallettizzazione, routine di tastatura o strategie di sbavatura integrate. Consideriamo la determinazione dei costi di commessa come uno strumento pratico di riduzione del rischio, non come un esercizio finanziario.
Leve di costo che riducono la spesa totale senza tagliare la qualità
La riduzione dei costi funziona meglio quando modifichiamo i fattori di tempo e rischio, non quando cerchiamo la tariffa oraria più bassa. Un vantaggio comune è la semplificazione della geometria che riduce i tempi di preparazione, i cambi utensile e le fasi di ispezione. Le modifiche tipiche includono l'ampliamento dei raggi interni in modo che siano almeno 1,5 volte il diametro della fresa, la standardizzazione delle dimensioni dei fori in base ai set di punte e alesatori più comuni e l'eliminazione di scanalature strette e inutilmente profonde.
La portata e la rigidità dell'utensile sono fattori di costo spesso trascurati dai progettisti. Gli utensili a portata elevata vibrano, richiedono avanzamenti più lenti e riducono la durata dell'utensile. Questo aumenta sia il tempo di ciclo che il costo degli utensili. Preveniamo le penalizzazioni dovute alla portata elevata regolando la profondità della lavorazione, aggiungendo accesso o consentendo un raggio interno più ampio che consenta una fresa più rigida.
La scelta di materiali e finiture può essere adattata alle esigenze prestazionali. Scegliere una lega più lavorabile, allentare un requisito di finitura estetica o limitare le tolleranze ristrette alle caratteristiche funzionali può ridurre i tempi di ciclo. Verifichiamo queste scelte con una breve analisi "da funzione a caratteristica", in modo da non compromettere i costi a fronte del rischio di guasto.
La pianificazione dei processi può anche ridurre le ore pagate. Fissaggi modulari, routine di tastatura ripetibili e librerie di utensili stabili riducono i tempi di attrezzaggio. L'automazione può ridurre il tempo di intervento dell'operatore durante le lunghe tirature. Confrontiamo opzioni come l'esecuzione di una strategia a 5 assi più veloce rispetto all'utilizzo di più configurazioni a 3 assi. Macchina per fresatura e tornitura CNC può consolidare le operazioni di fresatura e tornitura in un'unica configurazione, riducendo le ore pagate, la movimentazione e il rischio di accumulo di tolleranze. La tariffa di officina più bassa non corrisponde sempre al costo totale più basso.
Le scelte di finitura e sbavatura meritano un'attenzione particolare. L'integrazione delle fasi di sbavatura o finitura nel processo CNC può ridurre il lavoro manuale e la variabilità. L'outsourcing può comportare costi di trasporto, tempi di attesa e rischio di danneggiamento. Decidiamo il percorso di finitura in base alla geometria del pezzo, ai requisiti di superficie e al rischio di attesa accettabile per il vostro programma.
Una strategia di approvvigionamento può ridurre i costi senza intervenire sul disegno. Raggruppare componenti simili in un numero inferiore di ordini di acquisto può ridurre i costi di attrezzaggio ripetuti. Anche adeguare la cadenza di riordino può ridurre la ripetizione di attrezzaggi "una tantum", a condizione che il rischio di inventario rimanga accettabile.
Una breve lista di controllo per gli input pronti per il preventivo
La precisione dei preventivi migliora quando fissiamo in anticipo l'ambito e il piano di verifica.
- Disegno o modello 3D con controllo di revisione
- Requisiti di materiale e condizioni
- Tolleranze critiche e dati che guidano il piano di ispezione
- Requisiti di finitura superficiale e post-processo per facce specifiche
- Quantità e modello di riordino previsto
- Tempi di consegna ed eventuali vincoli di gestione speciali
Utilizziamo questi dati per evitare costi nascosti, in particolare per i prototipi che richiedono molta configurazione e per i componenti con tolleranze specifiche.
Conclusione
A Yonglihao Machinery, Sappiamo che i costi orari della fresatura CNC riflettono realmente il costo totale del progetto solo se combinati con un piano di processo e un ambito di ispezione chiari. Per questo motivo, calcoliamo sempre separatamente i costi operativi, le tariffe di officina e i fattori di costo specifici del progetto. Questo garantisce che le vostre decisioni di budget si basino sul costo totale per la consegna di componenti finali qualificati, non solo su una singola tariffa oraria.
Prima di iniziare la produzione, lavoreremo con voi per verificare tutti i dettagli del preventivo, come i tempi di serraggio, i cicli di lavorazione stimati e le fasi di finitura, per eliminare eventuali costi imprevisti.
**Per fornirti un preventivo e un piano di produzione accurati, abbiamo bisogno delle seguenti informazioni:**
– Disegni di parti o modelli 3D (specificare il numero di versione)
– Grado e condizioni del materiale
– Tolleranze critiche, riferimenti e requisiti di finitura superficiale
– Quantità ordinata, dimensione del lotto preferita e domanda annuale stimata
– Fasi di post-lavorazione, come sbavatura, anodizzazione, trattamento termico o rivestimento
– Tempi di consegna, requisiti di imballaggio e documenti di ispezione richiesti
Con la nostra vasta Lavorazione CNC Grazie alla nostra esperienza, possiamo esaminare i vostri componenti e fornirvi percorsi di processo e soluzioni di utensili che soddisfino le vostre esigenze di tolleranza e produzione. Possiamo anche aiutarvi a convalidare i piani di ispezione e a identificare potenziali rischi, rendendo il vostro processo di RFQ (Richiesta di Preventivo) più chiaro ed efficiente.
Domande frequenti
Qual è il costo orario tipico di una fresatura CNC per una macchina a 3 assi?
Le tariffe di fatturazione tipiche per la fresatura CNC a 3 assi si collocano spesso in una fascia media, ma la cifra esatta dipende da cosa include il preventivo. Alcune fonti citano cifre inferiori per la fresatura a 3 assi quando descrivono i costi operativi della macchina. I preventivi rivolti al fornitore di solito includono manodopera, spese generali e controllo qualità. Convalidiamo la tariffa verificando se programmazione, configurazione e ispezione del primo pezzo sono separati o combinati.
Quanto costa in più all'ora la fresatura a 5 assi?
La fresatura a 5 assi solitamente costa di più all'ora perché le esigenze di proprietà, manutenzione e verifica della macchina sono maggiori. La tariffa oraria più elevata può comunque ridurre il costo totale se riduce i tempi di attrezzaggio e i rischi di movimentazione. Confrontiamo i piani a 5 assi e a 3 assi con più attrezzaggi in base al totale delle ore pagate, non in base al valore orario.
Perché alcune fonti indicano costi orari molto bassi?
Le tariffe orarie basse spesso descrivono costi operativi interni o un calcolo semplificato delle tariffe macchina. Le tariffe di fatturazione al cliente in genere includono manodopera, ingegneria, ispezione, spese generali e margine, quindi sono più elevate. Separiamo queste definizioni prima di utilizzare qualsiasi parametro di riferimento in un budget.
Le spese di installazione sono più importanti della tariffa oraria per i prototipi?
Setup e programmazione solitamente dominano i costi dei prototipi, perché la quantità è ridotta e le ore fisse non possono essere distribuite. Una tariffa oraria bassa non aiuta se il setup richiede molte ore o se sono necessarie prove ripetute. Preveniamo i sovraccarichi dei prototipi concentrandoci sulla riduzione del setup e sul feedback DFM tempestivo.
Quali costi nascosti bisogna considerare nei preventivi di acquisto per la fresatura CNC?
I costi nascosti spesso derivano da finitura, sbavatura, esternalizzazione, trasporto e movimentazione speciale. Anche l'intensità delle ispezioni, il rischio di rilavorazione e le tolleranze sugli scarti possono influire sul costo totale, anche quando la tariffa oraria appare stabile. Chiediamo chiarezza su questi aspetti prima di approvare un fornitore.
Come possiamo stimare il costo orario di gestione della nostra fresatrice CNC?
La stima dei costi operativi interni inizia con le ore di funzionamento annuali del mandrino e il costo totale di proprietà della macchina. Energia, refrigerante e componenti soggetti a usura aggiungono costi orari prevedibili. Le risorse di manodopera e qualità determinano se la tariffa interna corrisponde ai preventivi esterni. Possiamo aiutarti a separare queste voci in modo da poter confrontare equamente le decisioni "make-to-buy".



