


La fresatura rimuove il materiale con una fresa rotante. L'utensile scelto determina la velocità, la stabilità e le caratteristiche che si possono ottenere. Nella maggior parte delle officine, la scelta si riduce a due famiglie: frese a spianare e frese a candela.
Ecco la regola fondamentale. Utilizzate una fresa a spianare per lavorare rapidamente grandi superfici piane. Utilizzate una fresa a candela per creare scanalature, tasche, spallamenti, profili e feature 3D con controllo. Le frese a candela possono talvolta spianare una superficie, ma una fresa a spianare non può sostituire una fresa a candela per la lavorazione di feature.
Presso Yonglihao Machinery supportiamo Servizio di fresatura CNCPer prototipi e componenti di produzione. Quando i clienti ci chiedono quale utensile scegliere, partiamo dalla geometria del pezzo e dalla rigidità della macchina. Quindi, adattiamo la famiglia di frese al lavoro da svolgere.
Che cosa sono una fresa frontale e una fresa a candela?
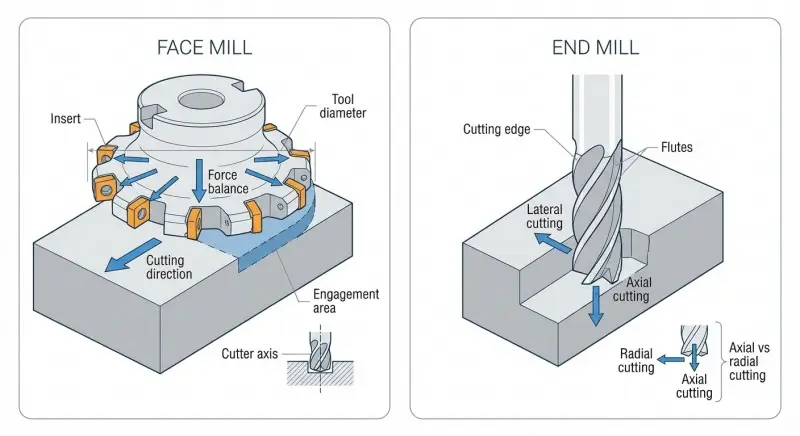
Una fresa a spianare è una fresa progettata per lavorare una superficie perpendicolare all'asse del mandrino. Utilizza più inserti o taglienti per rimuovere il materiale lungo un percorso ampio. Per questo motivo, è la scelta ideale per superfici ampie e piane e tagli di preparazione.
Fresatura frontale L'operazione in genere posiziona il pezzo in modo che la faccia di destinazione sia normale all'asse dell'utensile. Si blocca il pezzo rigidamente, si selezionano una velocità e un avanzamento del mandrino stabili e si fa scorrere la fresa sulla superficie. È possibile produrre più facce in una o più passate, a seconda della larghezza e del sovrametallo.

Fresa a candela è una fresa con taglienti all'estremità e lungo le scanalature laterali. Può tagliare lateralmente e anche incidere assialmente per lavorazioni a tuffo o in rampa, a seconda del tipo di utensile. Questo la rende la scelta ideale per tasche, scanalature, spallamenti, contorni e particolari di stampi.
La fresatura frontale mantiene l'utensile impegnato in un'area più piccola rispetto alla fresatura frontale. Ciò migliora l'accesso e il controllo delle caratteristiche, ma significa anche che le forze sono concentrate su una fresa più piccola. La flessione e le vibrazioni dell'utensile diventano più rapidamente i limiti, soprattutto con un'elevata sporgenza.
Geometria dell'utensile e comportamento di taglio
La vera differenza non sta solo nella fresatura. È la posizione dei taglienti e la quantità di utensile che entra in contatto con il pezzo in lavorazione. Questo determina la direzione di taglio, l'equilibrio delle forze, lo spessore del truciolo, il calore e la stabilità.
Una fresa a spianare monta inserti di grande diametro. Lavora su un'ampia area, distribuisce il carico su più taglienti e, se impostata correttamente, tende a lavorare con forze bilanciate. Questo contribuisce alla stabilità su superfici di grandi dimensioni e migliora la produttività quando è necessario rimuovere rapidamente il materiale.
Una fresa a candela ha un diametro più piccolo e scanalature che tagliano lateralmente e in punta. Può muoversi in spazi ristretti e creare dettagli di profondità. Questa versatilità si accompagna a sensibilità allo stick-out, rigidità dell'utensile ed evacuazione del truciolo, soprattutto in tasche profonde e scanalature strette.
Anche la forma del tagliente è importante. Le frese frontali utilizzano solitamente inserti sostituibili, che garantiscono prestazioni costanti e una facile manutenzione. Le frese a candela sono spesso utensili solidi e potrebbero richiedere la riaffilatura o la sostituzione in caso di usura, a seconda della strategia di lavorazione.
Se ricordi solo un punto geometrico, ricorda questo. Le frese frontali sono progettate per lavorare superfici piane. Le frese a candela sono progettate per lavorare i dettagli. Questa linea guida previene la maggior parte delle scelte errate di utensili.
Fresa frontale vs. fresa a candela: checklist di confronto delle prestazioni
Per una decisione chiara, confronta entrambi gli utensili utilizzando la stessa checklist. L'obiettivo non è classificarli. L'obiettivo è adattare la resistenza dell'utensile ai requisiti del componente.
Di seguito è riportato un confronto compatto che puoi utilizzare durante la pianificazione del processo.
| Fattore decisionale | Fresa frontale (resistenza tipica) | Fresa (resistenza tipica) |
|---|---|---|
| Miglior risultato | Grandi superfici piane, passaggi di preparazione e finitura | Tasche, fessure, spalle, profili, contorni |
| Tendenza alla rimozione del materiale | Più in alto sui volti larghi | Più basso sui visi larghi, migliore per i lineamenti |
| Tendenza della finitura superficiale | Ottima planarità e uniformità sulle facce | Molto buono su caratteristiche e contorni, dipende dal tipo di utensile |
| Accesso | Richiede viso aperto e spazio libero | Raggiunge spazi ristretti e caratteristiche interne |
| Comportamento in profondità | Ideale per tagli del viso da superficiali a moderati | Può tagliare caratteristiche più profonde, limitate dalla rigidità e dall'evacuazione dei trucioli |
| Sensibilità alla rigidità | Richiede una configurazione rigida a causa del diametro della fresa e delle forze | Sensibile alla sporgenza e alla flessione, soprattutto nelle tasche profonde |
| Forma tipica dello strumento | Frese inserite (facile sostituzione del bordo) | Frese integrali o inserite (molte geometrie) |
Questa tabella è una guida, non una legge. Una fresa a candela piccola può lavorare una superficie piccola. Una fresa a spianare può creare tasche poco profonde se la geometria lo consente. Ma l'accoppiamento ottimale rimane costante.
Quando utilizzare ciascun strumento?
Se il pezzo ha una superficie ampia che guida l'assemblaggio, la sigillatura o l'allineamento, è opportuno orientarsi verso la fresatura frontale. Si ottiene una rimozione più rapida del materiale e una planarità più prevedibile. Si riduce anche il tempo di ciclo quando l'area da lavorare è ampia.
Utilizza una fresa a spianare quando il tuo obiettivo è livellare una superficie, rimuovere la scala o preparare una faccia di riferimento prima di lavorare le feature. Questa operazione è comune su telai, basi di macchine, alloggiamenti simili a motori e piastre di fissaggio. La superficie fresata a spianare diventa il riferimento per il resto del programma.
Scegli una fresa a candela quando il pezzo richiede una geometria interna. Cave, tasche, spallamenti, sedi per chiavette e contorni 2.5D o 3D sono territorio di applicazione delle frese a candela. L'utensile può tagliare sulle pareti laterali, scendere in Z e seguire con precisione un profilo.
La fresatura frontale è la scelta migliore anche quando la superficie è interrotta da feature esistenti. Una fresa frontale necessita di spazio libero e di un'area di lavoro pulita. Se la superficie presenta sporgenze, nervature o fori in prossimità del percorso di taglio, una fresa frontale offre un accesso più sicuro e un controllo migliore.
In molti lavori reali, entrambi gli utensili appartengono allo stesso programma. Si esegue prima la spianatura della faccia di riferimento, poi la fresatura delle feature, quindi si rifiniscono le facce o le sporgenze critiche. Questa sequenza riduce gli errori di impilamento perché i tagli successivi fanno riferimento a una superficie piana verificata.
Presso Yonglihao Machinery, spesso pianifichiamo il lavoro in questo modo: creiamo riferimenti stabili in anticipo, poi tagliamo le feature con un impegno controllato, e infine finiamo le interfacce critiche. In questo modo, l'ispezione rimane prevedibile.
Fattori di impostazione che cambiano il risultato
La rigidità della macchina non è una nota a margine. Determina se il taglio sarà liscio o rumoroso e se la superficie sarà stabile o ondulata. La fresatura frontale può generare forze elevate a causa dell'ampio impegno, quindi un mandrino rigido e un fissaggio solido sono importanti.
La fresatura frontale è più sensibile alla flessione dell'utensile. Utensili di diametro inferiore e con sporgenza elevata si comportano come una molla. Se l'utensile si piega, si perdono dimensioni, rettilineità delle pareti e qualità superficiale. Ecco perché tasche profonde e pareti sottili richiedono una pianificazione più accurata.
Il serraggio è la seconda leva importante. Una fresa a spianare può spingere il pezzo se il serraggio è debole, compromettendone la planarità. Le frese a candela possono vibrare o trascinare trucioli nel taglio se il pezzo vibra, danneggiando i bordi e lasciando segni.
La scelta del materiale modifica la formazione del truciolo e il calore generato. L'alluminio può accumularsi sui taglienti senza una buona evacuazione del truciolo e una strategia di raffreddamento adeguata. Gli acciai duri aumentano l'usura e richiedono un accoppiamento stabile per evitare scheggiature. La famiglia di utensili corretta è ancora valida, ma il margine di errore si riduce.
L'evacuazione dei trucioli è spesso il limite nascosto nella fresatura frontale. Tasche profonde e scanalature strette intrappolano i trucioli, aumentano il calore e causano la ripresa del taglio. Se i trucioli non riescono a fuoriuscire, la durata dell'utensile si riduce drasticamente e la finitura si deteriora rapidamente.
Se devi scegliere tra velocità e sicurezza, scegli prima la stabilità. Un taglio stabile ti consente di aumentare l'avanzamento in un secondo momento. Un taglio instabile non diventa mai efficiente.
Problemi comuni e soluzioni rapide
Vibrazioni o vibrazioni su una superficie fresata in genere indicano scarsa rigidità, accoppiamento errato o tagliente smussato. Ridurre la sporgenza, migliorare il serraggio e controllare le condizioni dell'inserto. Se la superficie presenta onde ripetute, stabilizzare prima di aumentare la velocità.
La rottura dell'utensile durante la fresatura frontale è spesso causata da un'eccessiva sporgenza o da un eccessivo compattamento dei trucioli. Ridurre la sporgenza dell'utensile, aprire la strategia di tasca e migliorare l'evacuazione dei trucioli. Un utensile che non riesce a evacuare i trucioli produce i propri scarti.
Una scarsa finitura superficiale nella fresatura frontale può essere causata da inserti irregolari, un'errata configurazione dell'utensile o un avanzamento non uniforme. Verificare la sede dell'inserto, utilizzare un avanzamento uniforme su tutta la superficie ed evitare di fermarsi sulla superficie. Un segno di arresto è solitamente un problema di controllo del processo, non un problema del materiale.
Errori dimensionali su pareti o cave spesso indicano una flessione nella fresatura frontale. Ridurre l'impegno radiale, utilizzare un utensile più rigido o suddividere la sgrossatura e la finitura. Una passata di finitura leggera con impegno stabile spesso corregge la rettilineità delle pareti.
Bruciature, scolorimenti o aree deformate possono verificarsi quando il calore non viene gestito correttamente. Migliorare l'erogazione del refrigerante ed evitare di ripassare i trucioli. Nei materiali duri, un accoppiamento instabile può generare picchi di calore localizzati e danneggiare rapidamente il tagliente.
Queste correzioni rimangono all'interno dello stesso principio: controllare la rigidità, l'innesto e il flusso del truciolo. La famiglia di frese funziona quando il sistema la supporta.
Conclusione
Una fresa a spianare è l'utensile migliore per superfici ampie e aperte, dove produttività e planarità sono fondamentali. Una fresa a candela è l'utensile migliore per lavorazioni in cui l'accesso, la profondità e il controllo del contorno determinano il risultato. Le frese a candela possono talvolta spianare aree di piccole dimensioni, ma non possono sostituire le frese a candela per la lavorazione di particolari.
Se si desidera un flusso di lavoro semplice, procedere in questo ordine. Stabilire una faccia di riferimento piana, quindi lavorare le feature con frese a candela, quindi rifinire le interfacce critiche per ultime. Yonglihao Machinery, applichiamo questa logica a tutti i nostri servizi di lavorazione CNC per mantenere prevedibili il tempo di ciclo, la precisione e la qualità della superficie sia per i prototipi che per i pezzi di produzione.
Domande frequenti
È possibile effettuare una fresatura frontale con una fresa a candela?
Sì, una fresa a candela può lavorare una superficie piana, soprattutto su piccole superfici. È una scelta pratica quando il gioco è limitato o la superficie è interrotta da particolari. Di solito è più lenta di una fresa a spianare su superfici ampie e aperte.
Una fresa frontale può eseguire lavori di fresatura frontale come scanalature e tasche?
Nella maggior parte dei casi, no. Una fresa a spianare è progettata per lavorare superfici aperte, non per creare geometrie interne strette. Può creare incavi poco profondi quando la geometria è aperta, ma non può sostituire una fresa a candela per tasche, scanalature, spallamenti e profili.
Qual è la differenza più significativa tra una fresa a spianare e una fresa a candela?
La differenza più significativa riguarda il posizionamento e l'impegno del tagliente. Le frese frontali tagliano principalmente lungo la superficie con un ampio impegno. Le frese a candela tagliano sulle estremità e sui lati, in modo da poter creare feature di profondità e percorsi complessi.
Quale dei due offre una finitura superficiale migliore?
Su superfici piane di grandi dimensioni, una fresa a spianare solitamente garantisce una planarità più uniforme e una finitura superficiale più pulita. Per lavorazioni come tasche, contorni e raggi, una fresa a candela è l'utensile giusto e può garantire una finitura eccellente quando l'impegno e l'evacuazione del truciolo sono controllati.
Come faccio a scegliere rapidamente tra fresatura frontale e fresatura frontale?
Scegliete una fresa a spianare quando l'obiettivo principale è una superficie piana ampia e una rapida rimozione del materiale. Scegliete una fresa a candela quando l'obiettivo principale è la geometria: cave, tasche, spallamenti, profili o contorni. Se il lavoro richiede entrambi, fresate prima la spianatura del riferimento, quindi le feature della fresa a candela.



