


De kosten per uur voor CNC-frezen zijn vooral relevant wanneer het tarief gekoppeld is aan een duidelijke omschrijving van de werkzaamheden en een meetbare cyclustijd. Veel teams beschouwen het uurtarief slechts als een prijskaartje. Het werkelijke cijfer is echter de totale kosten. Kosten CNC-bewerking Om goedgekeurde onderdelen te leveren... We scheiden uurtarieven, instelkosten en risicofactoren, zodat we kunnen budgetteren, offertes kunnen maken en beslissingen kunnen valideren met minder herwerk.
Inkoopmanagers willen een verdedigbaar budget voor offertes, terwijl werkplaatseigenaren een winstgevend tarief voor machines nastreven. Ingenieurs willen vaak een wijziging doorvoeren en de kosteneffecten daarvan inzien voordat ze de tekening vrijgeven. Wij gebruiken één gedeeld model dat uurtarieven koppelt aan insteltijden, verificatie en externe diensten. Hierdoor kan iedereen beslissingen nemen op basis van dezelfde definities.
Definieer de kosten per uur voor CNC-frezen als twee verschillende getallen.
De kosten per uur voor CNC-frezen hebben twee betekenissen: interne machinekosten en extern factureerbaar uurtarief. Interne machinekosten omvatten de uitgaven die een bedrijf maakt om een freesmachine draaiende te houden. Dit omvat afschrijvingen, nutsvoorzieningen, onderhoud en verbruiksartikelen. Interne machinekosten sluiten doorgaans de salarissen van ingenieurs, administratieve overheadkosten en algemene beheerskosten van het bedrijf uit, die in plaats daarvan worden verrekend in het factureerbare uurtarief. Het factureerbare uurtarief omvat geschoolde arbeid, engineeringtijd, kwaliteitscontroles en overheadkosten van de faciliteit, plus de marge die nodig is om het bedrijf draaiende te houden.
De interne kosten per uur helpen bij de planning van de werkplaats, maar voorspellen uw factuur niet. Het factureerbare uurtarief is wat de inkoopafdeling ziet, maar dit kan kosten voor instelwerk en niet-snijdend werk verbergen als de offerte niet gespecificeerd is. We verduidelijken over welk tarief we het hebben voordat we de tarieven vergelijken. CNC-freesservice leveranciers of proberen een ontwerp te optimaliseren.
Een eenvoudige manier om definities helder te houden, is door "bedrijfskosten" te scheiden van "offertekosten". Bedrijfskosten lopen op terwijl de spindel spanen produceert. Dit omvat energie, koelvloeistof en slijtageonderdelen die toenemen met de bedrijfstijd. Sommige bedrijven nemen ook de tijd van de operator aan de machine mee in de bedrijfskosten, terwijl programmeer- en administratief werk buiten de machine als aparte kostenposten worden behandeld. Offertekosten zijn de kosten die u betaalt om een tekening om te zetten in goedgekeurde onderdelen. Dit omvat programmeren, instellen, inspectie en de wachttijd die ontstaat door externe bewerking.
Wat elke definitie doorgaans inhoudt
Een kostenmodel wordt stabiel wanneer we elk item aan de juiste categorie toewijzen. Bedrijfskosten omvatten doorgaans afschrijvingen, gepland onderhoud, elektriciteit, koelvloeistof, perslucht en normale gereedschapsslijtage die toeneemt met de gebruiksduur. Offerte- en leveringskosten omvatten meestal programmering, instelling, meetcycli, eerste-artikelcontroles, ontbramen, verpakking, verzending en alle documentatie die nodig is voor acceptatie.
Bedrijfskosten omvatten doorgaans onder andere huur van de bedrijfsruimte, verzekeringen, kalibratie, meetkunde, softwarelicenties en planning en administratie. We gebruiken deze inventarisatie om dubbeltellingen te voorkomen. Het helpt ons ook offertes te herkennen waarbij installatie- en inspectiekosten in één gecombineerd tarief zijn verwerkt.
Referentiewaarden voor uurtarieven voor CNC-frezen en waarom de prijsbereiken met elkaar in conflict zijn.
De uurtarieven voor CNC-frezen lopen sterk uiteen, omdat bronnen de machinekosten, het werkplaatstarief en het risico van het onderdeel in één label combineren. Sommige kostengidsen noemen lagere uurtarieven voor eenvoudig 3-assig frezen wanneer ze uitgaan van aannames over apparatuur- en bedrijfskosten. Andere gidsen noemen hogere bedragen omdat ze de tarieven voor klantcontact beschrijven. Deze omvatten engineering, inspectie en overhead. Openbare benchmarks voor werkplaatstarieven voor 3-assig frezen in de VS liggen doorgaans tussen de 40 en 120 dollar per uur, afhankelijk van de mogelijkheden, de regio en wat er inbegrepen is, terwijl 5-assig frezen vaak in de prijsklasse van 100 tot 200 dollar per uur of meer valt voor complex werk.
Een praktische richtlijn is dat de uurtarieven hoger zullen liggen naarmate het aantal assen, de stijfheid en de verificatievereisten toenemen. Marktrichtlijnen plaatsen 3-assig frezen doorgaans in een lagere prijsklasse, 4-assig frezen in een middenklasse en 5-assig frezen in een hogere prijsklasse. Gespecialiseerd werk of werk met een strakke planning valt buiten deze prijsklassen. CNC-frezen voor sieraden Dit valt vaak in deze gespecialiseerde categorie, omdat fijne details en hoge eisen aan de oppervlakteafwerking extra instel- en verificatietijd kunnen vergen. We beschouwen elk "typisch tarief" als een uitgangspunt. Vervolgens verifiëren we de werkelijke oorzaak: hoeveel betaalde uren het kost om goedgekeurde onderdelen te produceren.
De urentarieven verschillen ook omdat sommige artikelen zich richten op de "kosten per uur voor het gebruik van een CNC-machine", en niet op het "uurtarief van de werkplaats". Een kostenoverzicht toont mogelijk alleen elektriciteit, koelvloeistof en gereedschapslijtage. Een uurtarief kan de operator, CAM-programmering en inspectiekosten omvatten. Om verwarring te voorkomen, vermelden we het tarieftype naast elk getal dat in de budgettering wordt gebruikt.

Een realistische manier om gepubliceerde bereiken te gebruiken.
Gepubliceerde benchmarks zijn nuttig als richtlijn, niet als garantie. We vergelijken uw offerte met drie referentiebanden: operationele kosten, basistarief en tarief voor risicovolle werkzaamheden. Vervolgens controleren we welke band het beste aansluit bij uw toleranties, materiaal- en leveringsbeperkingen.
Waaruit bestaat het uurloon? Machinekosten, arbeidskosten, gereedschapskosten en overheadkosten.
De uurkosten van CNC-frezen bestaan uit een reeks kosten die variëren afhankelijk van de belasting. De eigendomskosten van de machine zijn afhankelijk van de aanschafprijs, de verwachte levensduur, de financiering en het aantal jaarlijkse draaiuren. Onderbenutting kan de werkelijke kosten per uur ongemerkt verhogen. Veel commerciële bedrijven plannen ongeveer 1.500 tot 3.000 betaalde draaiuren per machine per jaar, maar het werkelijke gebruik varieert sterk afhankelijk van de samenstelling van het werk en het ploegenschema. Onderhoudskosten omvatten preventieve controles, nauwkeurigheidsherstel en ongeplande stilstand die de planning verstoort.
Een veelgebruikte methode voor het berekenen van de kosten van een machine verdeelt de aanschafprijs over de verwachte levensduur en een beoogd aantal jaarlijkse draaiuren. Veel kostenramingen gaan uit van duizenden jaarlijkse draaiuren voor commerciële CNC-apparatuur. Dit betekent dat een bedrijf dat minder factureerbare uren draait, meer per uur moet rekenen om dezelfde investering terug te verdienen. Voordat we een uurcijfer vertrouwen, stellen we één directe vraag: "Hoeveel betaalde draaiuren maakt het bedrijf daadwerkelijk per jaar?"“
De kosten voor nutsvoorzieningen en verbruiksartikelen lijken per uur vaak klein, maar ze zijn voorspelbaar en moeten worden meegerekend. Veel kostenramingen modelleren het stroomverbruik in een bereik van enkele tot lage dubbele cijfers in kilowattuur, afhankelijk van het machinetype. Verticale freesmachines verbruiken bijvoorbeeld zo'n 10-20 kW onder belasting, wat bij de gangbare Noord-Amerikaanse stroomprijzen vaak neerkomt op slechts een paar dollar per bedrijfsuur. Ook de kosten voor koelvloeistof en andere vloeistoffen, die toenemen met de draaitijd, zijn inbegrepen. We nemen deze kostenposten mee omdat ze van invloed zijn op langere draaitijden en helpen verklaren waarom regio's met lagere stroomprijzen verschillende prijzen kunnen hanteren.
De gereedschapskosten omvatten meer dan alleen de prijs van een frees. Ze omvatten ook slijtage, het risico op breuk, de conditie van de gereedschapshouder, het aantal meetcycli en de tijd die nodig is voor het wisselen van gereedschap of het bijwerken van offsets. We voorkomen onverwachte problemen met het gereedschap door de geometrie en coating van de frees af te stemmen op het materiaal. Daarnaast hanteren we realistische aannames over de levensduur van het gereedschap voor de snijparameters.
Arbeidskosten vormen de grootste variabele voor veel projecten, omdat CNC-frezen niet alleen "machinetijd" omvat. Arbeid omvat programmeren, instellen, eerste-artikelcontrole, tussentijdse controles, coördinatie van het ontbramen en de eindinspectie. We scheiden de tijd van de operator van de tijd die nodig is voor engineering en inspectie, omdat deze uren niet op dezelfde manier schalen bij verschillende batchgroottes.
De overheadkosten vertalen de machine-uren in een bedrijf dat consistent kan leveren. Overheadkosten omvatten huur, verzekeringen, kalibratie, meetapparatuur, softwarelicenties, mallen en planningskosten. Veel kostengidsen verdelen de abonnementskosten voor CAD/CAM- en workflowsoftware ook over de machines en de gefactureerde uren. Dit verklaart waarom dezelfde machine in een andere werkplaats een ander tarief kan hebben.

Elementen van de operationele kosten die de "kosten om de activiteiten uit te voeren" verklaren
Modellen voor operationele kosten bevatten vaak kleine, terugkerende kostenposten die gemakkelijk over het hoofd gezien kunnen worden. We berekenen de elektriciteitskosten op basis van het geschatte kW-verbruik en de lokale energieprijs. Veel modellen voegen koelvloeistof, smeermiddelen en perslucht toe als vaste hoeveelheden per uur. Gereedschapslijtage wordt vaak gemodelleerd als een bereik per uur, omdat slijtage afhankelijk is van het materiaal en de snijstrategie. Sommige modellen reserveren een budget per uur voor routineonderhoud.
We gebruiken run-cost elementen voor twee doeleinden. Ten eerste testen we of het "zeer lage uurtarief" van een leverancier daadwerkelijk alleen de operationele kosten weergeeft. Ten tweede gebruiken we run-cost logica wanneer een team beslist of ze een machine moeten kopen en onderdelen intern moeten produceren.
Verborgen stappen die vaak in het kostenmodel thuishoren.
Secundaire stappen kunnen de kosten aanzienlijk verhogen, zelfs als de freestijd kort lijkt. Ontbramen en oppervlakteafwerking kunnen handmatig, uitbesteed of geïntegreerd in de CNC-cyclus worden uitgevoerd. Elk traject heeft invloed op de benodigde arbeid, het kwaliteitsrisico en de wachttijd. Logistieke kosten zoals verpakking, speciale behandeling, verzending en spoedtransport kunnen de totale kosten ook flink beïnvloeden, met name voor gevoelige onderdelen of projecten met een strakke planning.
Kwaliteitscontrole is een ander veelvoorkomend aandachtspunt. Een offerte met nauwe toleranties vereist vaak proefboringen, tussentijdse controles en een eindinspectie. Dit kan de snijtijd bij onderdelen met een korte cyclus overschrijden. We controleren het inspectieplan daarom vroegtijdig, omdat dit bepaalt hoeveel uren er daadwerkelijk factureerbaar zijn voor de opdracht.
Een enkel verificatieblok dat we gebruiken voordat we de uurtarieven vergelijken.
Uurtarieven worden pas vergelijkbaar nadat we de aannames hebben genormaliseerd. Veel teams voegen een kort verificatieblok toe aan hun offerteaanvraagsjabloon, zodat elke leverancier op dezelfde basis reageert.
- We bevestigen of het bedrag de bedrijfskosten, het winkeltarief of een gecombineerd offertetarief betreft.
- We vragen ons af of programmeren en instellen losstaan van de cyclustijd.
- We vragen ons af hoe de eerste-artikelinspectie en de tussentijdse verificatie worden uitgevoerd.
- We vragen welke werkzaamheden, zoals ontbramen, afwerken en andere externe diensten, wel en niet zijn inbegrepen.
- We vragen welke verpakking, verzending en documentatie bij de levering zijn inbegrepen.
We gebruiken deze vragen om tariefvergelijkingen te voorkomen die verborgen uitsluitingen belonen. We gebruiken ze ook om een offerteomvang te creëren die offertes vergelijkbaar maakt.
Functieniveau-multiplicatoren die de effectieve kosten per uur beïnvloeden
De tijd die nodig is voor de instel- en programmeerwerkzaamheden is de grootste kostenfactor bij kleine oplages. Een korte cyclustijd is niet gunstig als de klus complexe opspaninrichtingen, meerdere werkverschuivingen en uitgebreide testfasen vereist. We voorkomen onaangename verrassingen bij de insteltijd door te vragen of de offerte de insteltijd als aparte post omvat, of dat deze is verwerkt in het werkplaatstarief.
De complexiteit van onderdelen verhoogt de kosten, omdat complexiteit de benodigde tijd en het risico vergroot. Toegang vanaf meerdere zijden, diepe uitsparingen, dunne wanden en complexe relaties tussen onderdelen kunnen leiden tot extra instellingen, langere gereedschappen, lagere aanvoersnelheden en meer inspectie. We vergelijken de complexiteit aan de hand van het aantal bewerkingen en instellingen, niet aan de hand van hoe "3D" een CAD-model eruitziet.
Tolerantie- en oppervlakteafwerkingseisen veranderen zowel de snijstrategie als de verificatiewerkzaamheden. Strengere toleranties kunnen kleinere stapgroottes, gecontroleerde warmtetoevoer en frequentere controles vereisen. Ze kunnen ook de afvalkosten verhogen als de stabiliteit niet wordt gewaarborgd. We bepalen toleranties op basis van functionele behoeften, omdat de kosten snel oplopen wanneer de eisen verder gaan dan het daadwerkelijke gebruik van het onderdeel.
Materiaalkeuze beïnvloedt de cyclustijd, de levensduur van gereedschap en de afwerkingsbehoeften. Bijvoorbeeld:, CNC-frezen voor hout Bij harde legeringen kunnen de kostenfactoren verschuiven naar stofbeheersing, opspanning en oppervlakteafwerking in plaats van gereedschapslijtage. Zachte, gemakkelijk te bewerken materialen maken agressieve bewerkingen en een lange levensduur van het gereedschap mogelijk. Hardere legeringen dwingen tot conservatieve bewerkingen en een strengere procesbeheersing. We beschouwen bewerkbaarheid als een planningsvariabele en verifiëren deze met een kort procesplan in plaats van een algemene bewering dat hardere materialen duurder zijn.
De batchgrootte beïnvloedt hoe de vaste tijd wordt verdeeld. Instellen, programmeren en eerste-artikelinspectie zijn grotendeels vast per order. De cyclustijd schaalt met de hoeveelheid. We berekenen de kosten per onderdeel door de vaste tijd te verdelen over de geplande hoeveelheid. Vervolgens controleren we of wijzigingen in de batchgrootte de effectieve kosten kunnen verlagen zonder voorraadrisico's te creëren.
Externe diensten kunnen zowel de kosten als de levertijd beïnvloeden. Warmtebehandeling, galvaniseren, anodiseren en speciale coatings kunnen leiden tot minimale afnamekosten, transportkosten en wachttijden. Deze kosten zijn niet evenredig met de afnamehoeveelheid. Om verrassingen te voorkomen, vermelden we externe diensten expliciet in de offerte, in plaats van ze te omschrijven als "afwerking inbegrepen".
Tijdsdruk heeft ook invloed op de effectieve kosten per uur. Spoedopdrachten kunnen overuren, verstoringen van de planning en een hoger risico op afval tijdens gehaaste insteltijden met zich meebrengen. We bepalen of snelheid of kosten prioriteit hebben voordat we een spoedofferte accepteren. De kosten worden vaak veroorzaakt door verstoring van de planning in plaats van door de capaciteit van de machine.
Een praktische workflow voor het schatten en valideren van de uurkosten van CNC-frezen.
Een betrouwbare schatting begint met het scheiden van vaste en variabele tijd. Vaste tijd omvat programmeren, instellen, eerste-artikelcontroles en voorbereiding van de opspaninrichting. Variabele tijd omvat cyclustijd, gereedschapswisselingen, tussentijdse controles en ontbraam- of afwerkingstijd die per onderdeel herhaald wordt. We gebruiken deze scheiding omdat dit overeenkomt met hoe de kosten zich gedragen bij veranderende aantallen. Voordat we over een uurtarief discussiëren, voeren we een snelle controle uit aan de hand van vier punten: welk tarieftype elk getal vertegenwoordigt, hoeveel instellingen er worden verondersteld, hoe externe diensten worden afgehandeld en op welke jaarlijkse betaalde spindeluren de machineberekening is gebaseerd.
Stap 1: Maak een lijst van de bewerkingen en tel het aantal instellingen. Het aantal instellingen bepaalt hoeveel niet-snijtijd u inkoopt en voorspelt vaak het inspectieplan. We verduidelijken of het onderdeel in één instelling kan worden voltooid. We documenteren ook welke kenmerken in dezelfde instelling moeten worden aangehouden om tolerantie-opstapeling te voorkomen.
Stap 2: Schat de cyclustijd in met realistische voedingen, snelheden en gereedschapspaden. CAM-tijdschattingen zijn nuttig, maar ze kunnen meetpunten, gereedschapswisselingen en conservatieve voorbewerkingstechnieken die voor lastige materialen worden gebruikt, over het hoofd zien. We verifiëren de cyclustijd door rekening te houden met gereedschapswisselingen, spaanafvoer en alle tussentijdse metingen die nodig zijn om de toleranties te handhaven.
Stap 3: Stel een urenoverzicht samen dat aansluit bij de realiteit van de leverancier. Voor interne planning kan dit overzicht afschrijvingen, onderhoud, energie, koelvloeistof en normale slijtage van gereedschap omvatten. Voor leveranciersvalidatie moet het overzicht de volgende kostenposten bevatten: operatortijd, engineeringtijd, inspectietijd, overheadkosten van de faciliteit en de winstmargestructuur van de leverancier.
Stap 4: Bereken de koerslogica in een transparante vorm:
Totale kosten = (vaste uren × gecombineerd uurtarief voor arbeid en overhead) + (cyclusuren × machinetarief) + materiaal + externe diensten.
Deze structuur maakt duidelijk wanneer een lager uurtarief wordt gecompenseerd door een langere werktijd, een hoger risico op afval of hogere kosten voor externe dienstverleners. We gebruiken deze structuur om offertes eerlijk te vergelijken voor verschillende procesopties.
Stap 5: Valideer de schatting met behulp van 'risicovragen' in plaats van te discussiëren over cijfers. We vragen hoe de leverancier het onderdeel zal bevestigen, hoe ze de belangrijkste afmetingen zullen controleren en wat aanleiding geeft tot herwerk of afval. We voorkomen onverwachte kosten door het procesplan, het inspectieplan en het afwerkingsplan op elkaar af te stemmen voordat de werkzaamheden beginnen.
Een uitgewerkt voorbeeld dat laat zien waarom "uurloon" slechts één van de factoren is die een hefboomwerking hebben.
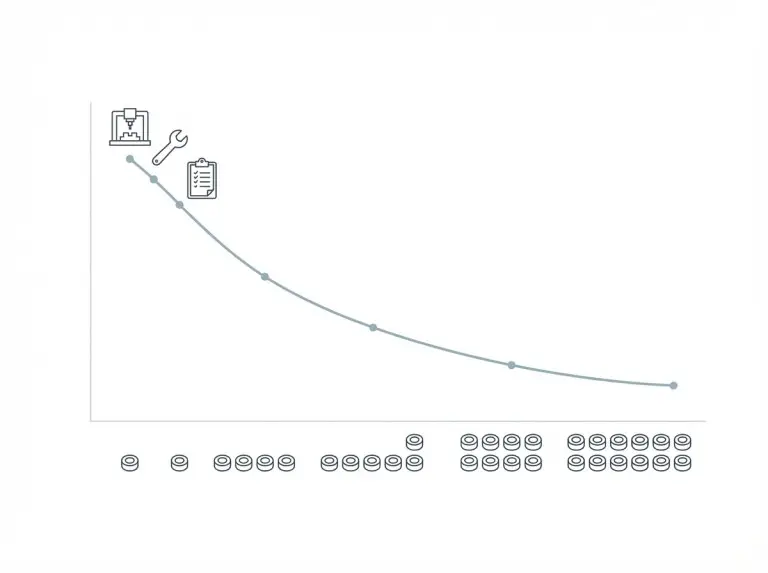
Een eenvoudig schema kan illustreren hoe vaste uren een grote rol spelen bij kleine series. Stel dat programmeren en instellen 2,5 uur in beslag nemen, de eerste artikelinspectie 0,5 uur en de cyclustijd 12 minuten per onderdeel. Als het gecombineerde tarief voor vaste uren $90 per uur is en het machine-cyclustarief $75 per uur, dan bedragen de vaste kosten $270 en de bewerkingskosten per onderdeel $15. In deze structuur dekt het gecombineerde tarief van 90 USD/uur de arbeidskosten voor programmeren, instellen en inspectie plus overhead, terwijl het machine-tarief van 75 USD/uur de operator- en machinetijd tijdens de productie weergeeft.
Vergelijk nu de hoeveelheid van 5 met die van 50. Bij 5 onderdelen bedraagt de variabele bewerkingstijd 1 uur en de totale arbeids- en machinekosten ongeveer $345, oftewel ongeveer $69 per onderdeel vóór materiaal- en afwerkingskosten. Bij 50 onderdelen bedraagt de variabele bewerkingstijd 10 uur en de totale tijdkosten ongeveer $1.020, oftewel ongeveer $20 per onderdeel vóór materiaal- en afwerkingskosten.
Dit voorbeeld is geen garantie voor de werkelijke prijs. Het laat de vorm van de kostencurve zien, omdat die curve bepalend is bij het kiezen van een batchgrootte. We gebruiken dezelfde logica om uit te leggen waarom een hoger uurtarief toch goedkoper kan zijn als het de insteltijd of de cyclustijd aanzienlijk verkort.
Waarom de kostenberekeningsdiscipline de kwaliteit van offertes beïnvloedt
Een accurate kostenberekening is afhankelijk van het meten van wat er daadwerkelijk op de werkvloer gebeurt. Bedrijven die de insteltijd, gereedschapswisseltijd, ontbraamtijd en inspectietijd registreren, kunnen consistentere offertes opstellen. We raden teams aan om leveranciers te vragen of zij deze stappen meten. Nauwkeurige metingen voorspellen vaak of de offerte overeenkomt met de uiteindelijke factuur.
Kostenberekening per opdracht verbetert ook interne besluitvorming. Wanneer een bedrijf de werkelijke kostenfactoren kent, kan het bepalen waar automatisering het meest zinvol is. Dit kan betrekking hebben op palletsystemen, meetprocedures of geïntegreerde ontbraamstrategieën. Wij beschouwen kostenberekening per opdracht als een praktisch instrument voor risicovermindering, niet als een financiële oefening.
Kostenbesparende maatregelen die de totale uitgaven verlagen zonder in te leveren op kwaliteit.
Kostenbesparing werkt het best wanneer we de factoren die tijd en risico bepalen veranderen, niet wanneer we streven naar het laagste uurtarief. Een veelvoorkomende winst is het vereenvoudigen van de geometrie, waardoor het aantal instellingen, gereedschapswisselingen en inspectiestappen afneemt. Typische aanpassingen zijn onder andere het vergroten van de interne radii tot minstens 1,5 keer de diameter van de frees, het standaardiseren van de gatmaten naar gangbare boor- en ruimersets en het vermijden van onnodig diepe, smalle sleuven.
Het bereik en de stijfheid van gereedschappen zijn kostenbesparende factoren die ontwerpers vaak over het hoofd zien. Gereedschappen met een groot bereik trillen, vereisen een lagere aanvoersnelheid en verkorten de levensduur. Dit verhoogt zowel de cyclustijd als de gereedschapskosten. We voorkomen nadelen van een groot bereik door de diepte van de bewerking aan te passen, toegang te creëren of een grotere interne radius toe te staan, waardoor een stijvere frees mogelijk is.
De materiaalkeuze en afwerking kunnen worden afgestemd op de prestatiebehoeften. Door te kiezen voor een beter bewerkbare legering, minder strenge eisen aan de cosmetische afwerking te stellen of nauwe toleranties te beperken tot functionele eigenschappen, kan de cyclustijd worden verkort. We controleren deze keuzes met een korte vergelijking tussen functionaliteit en eigenschappen, zodat we geen kosten inruilen voor een hoger risico op storingen.
Procesplanning kan ook het aantal betaalde uren verminderen. Modulaire opspaninrichtingen, herhaalbare meetroutines en stabiele gereedschapsbibliotheken verkorten de insteltijd. Automatisering kan de handmatige bediening door de operator tijdens lange productieruns verminderen. We vergelijken opties zoals het uitvoeren van een snellere 5-assige strategie met het gebruik van meerdere 3-assige opstellingen. CNC-frees- en draaimachine Het is mogelijk om frees- en draaibewerkingen in één opstelling te combineren, waardoor de betaalde uren, de handling en het risico op tolerantieophoping worden verminderd. Het laagste werkplaatstarief is niet altijd de laagste totale kosten.
De keuze voor afwerking en ontbramen verdient expliciete aandacht. Het integreren van ontbraam- of afwerkingsstappen in het CNC-proces kan handarbeid en variabiliteit verminderen. Uitbesteding kan extra transportkosten, wachttijden en risico op beschadiging met zich meebrengen. Wij bepalen de afwerkingsmethode op basis van de geometrie van het onderdeel, de oppervlakte-eisen en het acceptabele risico op wachttijden binnen uw planning.
Een goede inkoopstrategie kan de kosten verlagen zonder de tekening aan te passen. Door vergelijkbare onderdelen in minder bestellingen te bundelen, kunnen herhaalde instelkosten worden verminderd. Ook het aanpassen van de bestelfrequentie kan het aantal eenmalige instelbeurten verminderen, zolang het voorraadrisico acceptabel blijft.
Een korte checklist voor input die klaar is voor een offerte.
De nauwkeurigheid van offertes verbetert wanneer we de omvang en het verificatieplan vooraf vastleggen.
- Tekening of 3D-model met versiebeheer
- Materiaal- en conditie-eisen
- Kritische toleranties en referentiepunten die het inspectieplan bepalen
- Oppervlakteafwerking en nabewerkingsvereisten voor specifieke oppervlakken
- Hoeveelheid en verwacht nabestelpatroon
- Levertijd en eventuele speciale behandelingsvoorschriften
We gebruiken deze gegevens om verborgen kosten te voorkomen, met name bij prototypes met een complexe insteltijd en onderdelen met nauwkeurige toleranties.
Conclusie
Bij Yonglihao Machinery, Wij begrijpen dat de uurkosten voor CNC-frezen pas echt de totale projectkosten weerspiegelen in combinatie met een duidelijk procesplan en inspectieomvang. Daarom berekenen we de operationele kosten, de tarieven voor de werkplaats en specifieke projectkostenfactoren altijd afzonderlijk. Dit zorgt ervoor dat uw budgetbeslissingen gebaseerd zijn op de totale kosten voor het leveren van gekwalificeerde eindproducten, en niet slechts op één uurtarief.
Voordat de productie begint, controleren we samen met u alle details in de offerte, zoals klemtijden, geschatte bewerkingscycli en afwerkingsstappen, om onverwachte kosten te voorkomen.
**Om u een nauwkeurige offerte en productieplanning te kunnen bieden, hebben wij de volgende informatie nodig:**
– Onderdeeltekeningen of 3D-modellen (gelieve het versienummer te vermelden)
– Kwaliteit en staat van het materiaal
– Kritische toleranties, referentiepunten en eisen aan de oppervlakteafwerking
– Bestelhoeveelheid, gewenste batchgrootte en geschatte jaarlijkse vraag
– Nabewerkingsstappen, zoals ontbramen, anodiseren, warmtebehandeling of coaten
– Levertijd, verpakkingseisen en vereiste inspectiedocumenten
Met onze uitgebreide CNC-bewerking Dankzij onze ervaring kunnen we uw onderdelen beoordelen en procesroutes en gereedschapsoplossingen aanbieden die voldoen aan uw tolerantie- en productiebehoeften. We kunnen u ook helpen bij het valideren van inspectieplannen en het identificeren van potentiële risico's, waardoor uw offerteaanvraagproces (RFQ) duidelijker en efficiënter wordt.
Veelgestelde vragen
Wat zijn de gemiddelde uurkosten voor een CNC-freesmachine met 3 assen?
De gangbare tarieven voor 3-assig CNC-frezen liggen vaak in een brede middenband, maar het juiste bedrag hangt af van wat er in de offerte is opgenomen. Sommige bronnen noemen lagere tarieven voor 3-assige machines bij het beschrijven van de operationele kosten. Offertes van leveranciers omvatten meestal arbeidskosten, overheadkosten en kwaliteitscontrole. Wij controleren het tarief door na te gaan of programmeren, instellen en eerste-artikelinspectie apart of gecombineerd zijn opgenomen.
Hoeveel meer kost 5-assig frezen per uur?
5-assig frezen kost doorgaans meer per uur omdat de aanschaf, het onderhoud en de verificatie van de machine duurder zijn. Het hogere uurtarief kan de totale kosten echter verlagen als het aantal insteltijden wordt verminderd en het risico op beschadiging door onjuiste handelingen afneemt. We vergelijken 5-assige en 3-assige freesplannen met meerdere insteltijden op basis van het totale aantal betaalde uren, niet op basis van het uurtarief.
Waarom tonen sommige bronnen zulke lage uurtarieven?
Lage uurtarieven duiden vaak op interne operationele kosten of een vereenvoudigde berekening van het machinetarief. Klanttarieven omvatten doorgaans arbeidskosten, engineeringkosten, inspectiekosten, overheadkosten en marge, en liggen daarom hoger. We maken onderscheid tussen deze definities voordat we een referentiepunt in een budget gebruiken.
Zijn opstartkosten belangrijker dan het uurtarief voor prototypes?
Instellen en programmeren domineren doorgaans de prototypekosten, omdat de oplage klein is en de vaste uren niet over meerdere uren kunnen worden verdeeld. Een laag uurtarief biedt geen uitkomst als het instellen veel tijd in beslag neemt of als herhaaldelijk testen nodig is. We voorkomen overschrijdingen van de prototypekosten door ons te richten op het verminderen van de insteltijd en op vroege feedback over het ontwerp, de fabricage en de implementatie (DFM).
Welke verborgen kosten moet de inkoopafdeling in de gaten houden bij offertes voor CNC-frezen?
Verborgen kosten ontstaan vaak door nabewerking, ontbramen, uitbesteding, transport en speciale behandeling. Ook de inspectiefrequentie, het risico op herwerk en de afvalmarge kunnen de totale kosten beïnvloeden, zelfs als het uurtarief stabiel lijkt. We vragen om duidelijkheid over deze punten voordat we een leverancier goedkeuren.
Hoe kunnen we de kosten per uur inschatten voor het gebruik van onze eigen CNC-freesmachine?
De kostenraming voor uw eigen bedrijf begint met het aantal jaarlijkse spindeluren en de totale eigendomskosten van de machine. Energie, koelvloeistof en slijtageonderdelen brengen voorspelbare kosten per uur met zich mee. Arbeidskosten en kwaliteitscontrole bepalen of uw interne tarief overeenkomt met offertes van externe bedrijven. Wij kunnen u helpen deze kostenposten te scheiden, zodat u de afweging tussen zelf produceren en inkopen eerlijk kunt maken.



