


Penggilingan menghilangkan material dengan menggunakan alat pemotong yang berputar. Alat yang Anda pilih menentukan kecepatan, stabilitas, dan fitur yang dapat Anda buat. Di sebagian besar bengkel, pilihan biasanya terbagi menjadi dua jenis: penggilingan muka (face mill) dan penggilingan ujung (end mill).
Berikut aturan intinya. Gunakan pahat muka (face mill) untuk mengerjakan permukaan datar yang besar dengan cepat. Gunakan pahat ujung (end mill) untuk membuat alur, kantong, bahu, profil, dan fitur 3D dengan terkontrol. Pahat ujung terkadang dapat meratakan permukaan, tetapi pahat muka tidak dapat menggantikan pahat ujung untuk pengerjaan fitur.
Di Yonglihao Machinery, kami mendukung Layanan penggilingan CNCUntuk prototipe dan komponen produksi. Ketika klien bertanya alat mana yang harus mereka pilih, kami mulai dari geometri komponen dan kekakuan mesin. Kemudian kami mencocokkan jenis mata pisau dengan pekerjaan tersebut.
Apa itu Face Mill dan apa itu End Mill?
Mesin frais muka adalah alat potong yang dirancang untuk mengolah permukaan yang tegak lurus terhadap sumbu spindel. Alat ini menggunakan beberapa sisipan atau mata pisau untuk menghilangkan material di sepanjang jalur yang lebar. Itulah mengapa alat ini menjadi pilihan utama untuk permukaan yang lebar dan rata serta pemotongan awal.
Penggilingan wajah Operasi ini biasanya menempatkan benda kerja sehingga permukaan target tegak lurus terhadap sumbu pahat. Anda menjepit benda kerja dengan kuat, memilih kecepatan spindel dan laju pemakanan yang stabil, dan menggerakkan pahat melintasi permukaan. Banyak permukaan dapat dihasilkan dalam satu atau beberapa kali pemotongan, tergantung pada lebar dan toleransi material.

Mesin penggiling ujung adalah alat pemotong dengan mata pisau di ujung dan di sepanjang alur di sisinya. Alat ini dapat memotong secara lateral dan juga bergerak secara aksial untuk menusuk atau menanjak, tergantung pada gaya alatnya. Hal ini menjadikannya pilihan utama untuk membuat kantong, celah, bahu, kontur, dan fitur cetakan.
Penggilingan ujung (end milling) membuat pahat tetap berada di area yang lebih kecil dibandingkan penggilingan permukaan (face milling). Hal ini meningkatkan akses dan kontrol fitur, tetapi juga berarti gaya terkonsentrasi pada pahat yang lebih kecil. Defleksi dan getaran pahat menjadi batas lebih cepat, terutama dengan ujung pahat yang panjang.
Geometri Alat dan Perilaku Pemotongan
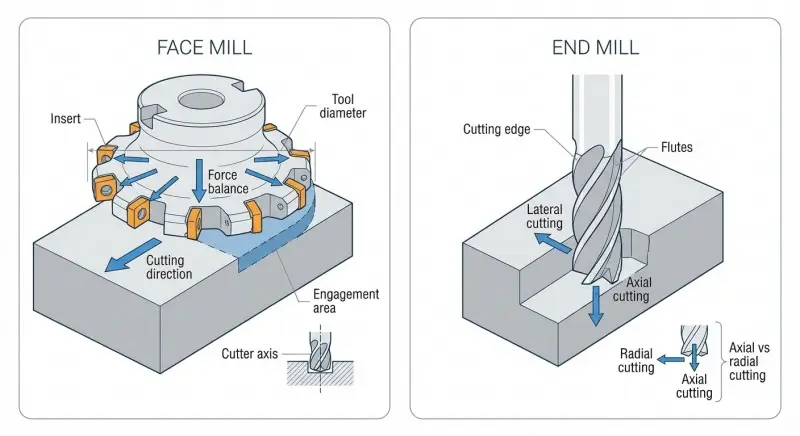
Perbedaan sebenarnya bukan hanya soal proses penggilingan versus penggilingan. Perbedaannya terletak pada letak mata pisau dan seberapa banyak bagian alat yang bersentuhan dengan benda kerja secara bersamaan. Hal itu menentukan arah pemotongan, keseimbangan gaya, ketebalan serpihan, panas, dan stabilitas.
Mesin frais muka (face mill) memiliki sisipan dengan diameter besar. Mesin ini mencakup area yang luas, menyebarkan beban ke beberapa sisi, dan cenderung beroperasi dengan gaya yang seimbang jika disetel dengan benar. Hal ini membantu stabilitas pada permukaan yang besar dan meningkatkan produktivitas ketika Anda perlu membuang material dengan cepat.
Mata bor ujung memiliki diameter yang lebih kecil dan alur yang memotong di sisi dan di ujungnya. Mata bor ini dapat masuk ke area yang sempit dan membuat fitur kedalaman. Fleksibilitas tersebut disertai dengan sensitivitas terhadap tonjolan, kekakuan alat, dan pembuangan serpihan, terutama di kantong yang dalam dan celah yang sempit.
Bentuk ujung pahat juga penting. Pahat muka biasanya menggunakan sisipan yang dapat diganti, yang mendukung kinerja yang konsisten dan perawatan yang mudah. Pahat ujung seringkali berupa pahat padat, dan mungkin memerlukan pengasahan ulang atau penggantian saat aus, tergantung pada strategi perkakas Anda.
Jika Anda hanya mengingat satu poin geometri, ingatlah ini. Mata bor muka (face mill) dibuat untuk meratakan permukaan. Mata bor ujung (end mill) dibuat untuk membuat detail. Satu kalimat itu mencegah sebagian besar kesalahan pemilihan alat.
Perbandingan Kinerja antara Face Mill dan End Mill: Daftar Periksa Perbandingan Kinerja
Jika Anda menginginkan keputusan yang tepat, bandingkan kedua alat tersebut menggunakan daftar periksa yang sama. Tujuannya bukan untuk memberi peringkat, tetapi untuk mencocokkan kekuatan alat dengan kebutuhan komponen Anda.
Berikut adalah perbandingan ringkas yang dapat Anda gunakan selama perencanaan proses.
| Faktor penentu | Mesin penggiling muka (kekuatan tipikal) | Mata bor (kekuatan tipikal) |
|---|---|---|
| Hasil terbaik | Permukaan datar yang besar, persiapan dan penyelesaian akhir. | Kantong, celah, bahu, profil, kontur |
| kecenderungan penghilangan material | Lebih tinggi pada permukaan yang lebar | Lebih rendah pada wajah lebar, lebih baik untuk fitur wajah. |
| Kecenderungan hasil akhir permukaan | Kerataan dan keseragaman yang sangat baik pada permukaan. | Sangat bagus dalam hal fitur dan kontur, tergantung pada jenis alat yang digunakan. |
| Mengakses | Membutuhkan tampilan terbuka dan ruang bebas. | Menjangkau ruang sempit dan fitur internal |
| Perilaku kedalaman | Paling cocok untuk potongan rambut wajah yang dangkal hingga sedang. | Mampu memotong fitur yang lebih dalam, namun terbatas oleh kekakuan dan pembuangan serpihan. |
| Sensitivitas kekakuan | Membutuhkan pengaturan yang kokoh karena diameter dan gaya pemotong. | Sensitif terhadap tonjolan dan defleksi, terutama di kantong yang dalam. |
| Bentuk alat yang umum | Pemotong terpasang (penggantian tepi mudah) | Mata bor ujung padat atau terpasang (berbagai geometri) |
Tabel ini hanyalah panduan, bukan hukum. Mata bor ujung kecil dapat mengolah permukaan kecil. Mata bor muka dapat membuat kantong dangkal jika geometrinya memungkinkan. Namun, ukuran yang paling sesuai tetap konsisten.
Kapan Menggunakan Setiap Alat?
Jika bagian tersebut memiliki permukaan besar yang berperan dalam perakitan, penyegelan, atau penyelarasan, Anda sebaiknya lebih memilih penggilingan permukaan. Anda mendapatkan penghilangan material yang lebih cepat dan kerataan yang lebih dapat diprediksi. Anda juga mengurangi waktu siklus ketika ada area yang luas untuk dikerjakan.
Gunakan mesin frais muka (face mill) ketika tujuan Anda adalah meratakan permukaan, menghilangkan kerak, atau menyiapkan permukaan acuan sebelum pengerjaan fitur. Ini umum dilakukan pada rangka, alas mesin, rumah mesin, dan pelat perlengkapan. Permukaan yang difrais muka menjadi acuan untuk keseluruhan program.
Pilihlah end mill ketika bagian yang dikerjakan membutuhkan geometri internal. Slot, kantong, bahu, alur pasak, dan kontur 2.5D atau 3D adalah wilayah kerja end mill. Alat ini dapat memotong pada dinding samping, turun secara bertahap pada sumbu Z, dan mengikuti jalur profil dengan akurat.
Penggilingan ujung juga merupakan pilihan yang lebih baik ketika permukaan rusak karena adanya fitur yang sudah ada. Penggilingan muka membutuhkan ruang bebas dan area sapuan yang bersih. Jika permukaan memiliki tonjolan, rusuk, atau lubang di dekat jalur pemotongan, penggilingan ujung memberikan akses yang lebih aman dan kontrol yang lebih baik.
Dalam banyak pekerjaan nyata, kedua alat tersebut seharusnya berada dalam program yang sama. Lakukan pemotongan permukaan acuan terlebih dahulu, kemudian lakukan pemotongan ujung untuk fitur-fitur tertentu, lalu selesaikan permukaan atau tonjolan yang kritis. Urutan tersebut mengurangi kesalahan penumpukan karena pemotongan selanjutnya mengacu pada permukaan datar yang telah diverifikasi.
Di Yonglihao Machinery, kami sering merencanakan pekerjaan seperti ini: membuat data acuan yang stabil sejak awal, kemudian memotong fitur dengan keterlibatan yang terkontrol, lalu menyelesaikan antarmuka kritis di akhir. Ini membuat inspeksi tetap dapat diprediksi.
Faktor Pengaturan yang Mengubah Hasil
Kekakuan mesin bukanlah hal yang sepele. Kekakuan mesin menentukan apakah hasil pemotongan halus atau berisik, dan apakah permukaan hasil pemotongan stabil atau bergelombang. Penggilingan permukaan dapat menghasilkan gaya yang tinggi karena area kontak yang lebar, sehingga spindel yang kaku dan perlengkapan yang kokoh sangat penting.
Penggilingan ujung lebih sensitif terhadap defleksi pahat. Pahat dengan diameter lebih kecil dan ujung yang menonjol berperilaku seperti pegas. Jika pahat bengkok, Anda akan kehilangan ukuran, kelurusan dinding, dan kualitas permukaan. Inilah mengapa lubang yang dalam dan dinding yang tipis membutuhkan perencanaan ekstra.
Penjepitan benda kerja adalah faktor penting kedua. Mata bor muka dapat mendorong benda kerja jika penjepitannya lemah, yang merusak kerataan. Mata bor ujung dapat bergetar atau menarik serpihan ke dalam potongan jika benda kerja bergetar, yang merusak tepi dan meninggalkan bekas.
Pemilihan material mengubah pembentukan serpihan dan panas. Aluminium dapat menumpuk di tepi tanpa strategi pembuangan serpihan dan pendinginan yang baik. Baja keras meningkatkan keausan dan membutuhkan kontak yang stabil untuk menghindari pengelupasan. Jenis alat yang tepat tetap berlaku, tetapi margin kesalahan menyempit.
Evakuasi serpihan seringkali menjadi batasan tersembunyi dalam proses penggilingan ujung. Kantong yang dalam dan alur yang sempit memerangkap serpihan, meningkatkan panas, dan menyebabkan pemotongan ulang. Jika serpihan tidak dapat keluar, masa pakai pahat akan berkurang dan kualitas hasil akhir akan cepat menurun.
Jika Anda harus memilih antara lebih cepat dan lebih aman, pilihlah yang stabil terlebih dahulu. Pemotongan yang stabil memungkinkan Anda untuk meningkatkan jumlah pakan di kemudian hari. Pemotongan yang tidak stabil tidak akan pernah efisien.
Masalah Umum dan Solusi Cepat
Getaran atau derau pada permukaan yang dihaluskan biasanya menandakan kekakuan yang buruk, pemasangan yang salah, atau mata pisau yang tumpul. Kurangi bagian yang menonjol, perbaiki penjepitan, dan periksa kondisi mata pisau. Jika permukaan menunjukkan gelombang berulang, stabilkan terlebih dahulu sebelum meningkatkan kecepatan.
Kerusakan pahat saat proses penggilingan ujung sering kali disebabkan oleh tonjolan pahat yang berlebihan atau penumpukan serpihan. Persingkat proyeksi pahat, perlebar strategi rongga, dan tingkatkan pembuangan serpihan. Pahat yang tidak dapat membersihkan serpihan berarti malah membuang serpihan ke dalam limbahnya sendiri.
Hasil permukaan yang buruk pada proses penggilingan muka dapat disebabkan oleh sisipan yang tidak rata, pengaturan alat yang salah, atau laju umpan yang tidak konsisten. Verifikasi pemasangan sisipan, gunakan laju umpan yang konsisten di seluruh permukaan, dan hindari berhenti di permukaan. Tanda berhenti biasanya merupakan masalah pengendalian proses, bukan masalah material.
Kesalahan ukuran pada dinding atau alur sering kali menunjukkan adanya defleksi pada proses penggilingan ujung. Kurangi keterlibatan radial, gunakan alat yang lebih kaku, atau pisahkan proses pengasaran dan penyelesaian. Penggilingan akhir yang ringan dengan keterlibatan yang stabil sering kali memperbaiki kelurusan dinding.
Terbakar, perubahan warna, atau area yang melengkung dapat terjadi jika panas tidak dikelola dengan baik. Tingkatkan pengiriman cairan pendingin dan hindari pemotongan ulang serpihan. Pada material keras, kontak yang tidak stabil dapat meningkatkan panas secara lokal dan merusak mata pisau dengan cepat.
Perbaikan ini tetap berpegang pada prinsip yang sama. Mengontrol kekakuan, keterlibatan, dan aliran serpihan. Rangkaian mata pisau ini berfungsi ketika sistem mendukungnya.
Kesimpulan
Pahat muka (face mill) adalah alat terbaik untuk permukaan yang besar dan terbuka di mana produktivitas dan kerataan sangat penting. Pahat ujung (end mill) adalah alat terbaik untuk fitur-fitur di mana akses, kedalaman, dan kontrol kontur menentukan hasilnya. Pahat ujung terkadang dapat meratakan area kecil, tetapi pahat muka tidak dapat menggantikan pahat ujung untuk pemesinan fitur.
Jika Anda menginginkan alur kerja yang sederhana, lakukan dengan urutan ini. Tetapkan permukaan acuan yang rata, kemudian buat fitur-fitur dengan pahat ujung, lalu selesaikan antarmuka kritis terakhir. Pada Yonglihao Machinery, kami menerapkan logika ini di seluruh layanan permesinan CNC untuk menjaga agar waktu siklus, akurasi, dan kualitas permukaan tetap dapat diprediksi baik untuk prototipe maupun komponen produksi.
Tanya Jawab Umum
Bisakah Anda melakukan pemesinan permukaan dengan menggunakan mata bor ujung?
Ya, mata bor ujung (end mill) dapat mengolah permukaan datar, terutama pada area kecil. Ini adalah pilihan praktis ketika ruang gerak terbatas atau permukaan terganggu oleh fitur-fitur tertentu. Biasanya lebih lambat daripada mata bor muka (face mill) pada permukaan terbuka yang besar.
Bisakah mesin frais muka melakukan tugas frais ujung seperti pembuatan alur dan lubang?
Dalam kebanyakan kasus, tidak. Mata bor muka (face mill) dirancang untuk menyapu permukaan yang terbuka, bukan untuk membuat geometri internal yang sempit. Mata bor ini dapat membuat lekukan dangkal ketika geometrinya terbuka, tetapi tidak dapat menggantikan mata bor ujung (end mill) untuk membuat kantong, alur, bahu, dan profil.
Apa perbedaan paling signifikan antara mata bor muka (face mill) dan mata bor ujung (end mill)?
Perbedaan yang paling signifikan terletak pada penempatan dan keterlibatan ujung mata pisau. Mata pisau frais muka terutama memotong melintang permukaan dengan jangkauan yang lebar. Mata pisau frais ujung memotong di ujung dan sisi, sehingga dapat membuat fitur kedalaman dan jalur yang kompleks.
Mana yang memberikan hasil akhir permukaan yang lebih baik?
Pada permukaan datar yang besar, mata pahat muka biasanya memberikan kerataan yang lebih seragam dan hasil akhir permukaan yang lebih bersih. Pada fitur-fitur seperti cekungan, kontur, dan radius, mata pahat ujung adalah alat yang tepat dan dapat memberikan hasil akhir yang sangat baik jika kontak dan pembuangan serpihan dikendalikan.
Bagaimana cara saya memilih dengan cepat antara pemotongan permukaan (face milling) dan pemotongan ujung (end milling)?
Pilih mata bor muka (face mill) jika tujuan utamanya adalah permukaan datar yang besar dan pembuangan material yang cepat. Pilih mata bor ujung (end mill) jika tujuan utamanya adalah geometri: alur, kantong, bahu, profil, atau kontur. Jika pekerjaan tersebut memiliki keduanya, lakukan pemesinan muka (face mill) pada titik acuan terlebih dahulu, kemudian lakukan pemesinan ujung (end mill) pada fitur-fitur yang diinginkan.



