


El costo por hora del fresado CNC es más importante cuando se vincula la tarifa a un alcance de trabajo claro y un tiempo de ciclo medible. Muchos equipos consideran la cifra por hora como un simple precio. Sin embargo, la cifra significativa es el total. Costo del mecanizado CNC para entregar las piezas aceptadas. Separamos las tarifas por hora, la configuración y los factores de riesgo para poder presupuestar, cotizar y validar decisiones con menos reelaboración.
Los gerentes de compras buscan un presupuesto de solicitud de presupuesto justificable, mientras que los dueños de talleres buscan una tarifa de máquina rentable. Los ingenieros suelen querer modificar una característica y evaluar el impacto en los costos antes de publicar el plano. Utilizamos un modelo compartido que vincula las tarifas por hora con las configuraciones, la verificación y los servicios externos. Esto permite que todos tomen decisiones utilizando las mismas definiciones.
Defina el coste por hora del fresado CNC como dos números diferentes
El costo por hora de fresado CNC tiene dos significados: costo operativo interno de la máquina y tarifa facturable externa del taller. El costo operativo interno cubre lo que un taller gasta para mantener la producción de una fresadora. Esto incluye depreciación, servicios públicos, mantenimiento y consumibles. El costo operativo interno generalmente excluye los ingenieros asalariados, los gastos generales administrativos y los gastos generales y administrativos corporativos, que se recuperan en la tarifa facturable del taller. La tarifa facturable del taller incluye mano de obra calificada, tiempo de ingeniería, actividades de calidad y gastos generales de las instalaciones, además del margen necesario para mantener el negocio.
El costo interno por hora facilita la planificación del taller, pero no predice la factura. La tarifa facturable del taller es lo que ve el departamento de compras, pero puede ocultar la mano de obra de preparación y no corte si el presupuesto no está detallado. Aclaramos la tarifa que estamos analizando antes de comparar. Servicio de fresado CNC proveedores o intentar optimizar un diseño.
Una forma sencilla de mantener las definiciones claras es separar el "costo de ejecución" del "costo de presupuesto". El costo de ejecución se acumula mientras el husillo produce virutas. Esto incluye la energía, el refrigerante y los componentes de desgaste que aumentan con el tiempo de ejecución. Algunos talleres también incluyen el tiempo del operador en la máquina en el costo de ejecución, mientras que la programación y el trabajo administrativo fuera de la máquina se tratan como costos separados. El costo de presupuesto es lo que se paga para convertir un plano en piezas aceptadas. Incluye la programación, la configuración, la inspección y el tiempo de espera generado por el procesamiento externo.
Qué suele incluir cada definición
Un modelo de costos se estabiliza cuando asignamos cada partida a la categoría correcta. Los costos operativos suelen incluir depreciación, mantenimiento planificado, electricidad, refrigerante, aire comprimido y desgaste típico de las herramientas, que aumenta con el tiempo de funcionamiento. Los costos de cotización y entrega suelen incluir programación, configuración, ciclos de sondeo, comprobaciones del primer artículo, desbarbado, embalaje, envío y cualquier documentación necesaria para la aceptación.
Los gastos generales de la empresa suelen incluir el alquiler de instalaciones, seguros, calibración, metrología, licencias de software, programación y administración. Utilizamos esta asignación para evitar la duplicación de gastos. También nos ayuda a detectar presupuestos que ocultan la configuración y la inspección en una única tarifa combinada.
Puntos de referencia para las tarifas por hora de fresado CNC y por qué los rangos entran en conflicto
Las tarifas por hora de fresado CNC varían mucho, ya que las fuentes combinan el costo de la máquina, la tarifa del taller y el riesgo de la pieza en una sola etiqueta. Algunas guías de costos indican cifras por hora más bajas para el fresado básico de 3 ejes al describir los costos operativos y de equipo. Otras guías indican cifras más altas porque describen las tarifas de facturación directa al cliente. Estas incluyen ingeniería, inspección y gastos generales. Los puntos de referencia públicos para las tarifas de taller de 3 ejes en EE. UU. suelen oscilar entre 40 y 120 USD por hora, dependiendo de la capacidad, la región y lo que se incluye, mientras que el fresado de 5 ejes suele estar entre 100 y 200 USD por hora o más para trabajos complejos.
Un punto de referencia práctico es esperar tarifas por hora más altas a medida que aumenta el número de ejes, la rigidez y la demanda de verificación. Las guías de mercado suelen ubicar el fresado de 3 ejes en un rango inferior, el de 4 ejes en uno intermedio y el de 5 ejes en uno superior. El trabajo especializado o crítico para la programación va más allá de estos rangos. Fresado CNC de joyería A menudo se incluye en esta categoría especializada porque los detalles finos y las expectativas de acabado superficial pueden requerir un tiempo adicional de configuración y verificación. Consideramos cualquier "tarifa típica" como hipótesis de partida. Luego, verificamos el factor clave: cuántas horas pagadas se necesitan para producir las piezas aceptadas.
Los rangos por hora también difieren porque algunos artículos se centran en el "costo de funcionamiento de una máquina CNC por hora", no en la "tarifa de facturación del taller por hora". Un desglose del costo de funcionamiento puede mostrar solo la electricidad, el refrigerante y el desgaste de las herramientas. Una tarifa de facturación puede incluir el operador, la programación CAM y los recursos de inspección. Para evitar confusiones, escribimos el tipo de tarifa junto a cada cifra utilizada en el presupuesto.

Una forma realista de utilizar los rangos publicados
Los puntos de referencia publicados son útiles cuando los usamos como guía, no como garantías. Comparamos su cotización con tres bandas de referencia: costo operativo, tarifa básica facturable de taller y tarifa facturable de taller de alto riesgo. Luego, verificamos qué banda se ajusta a sus restricciones de tolerancia, material y entrega.
¿Qué determina la tarifa por hora: máquina, mano de obra, herramientas y gastos generales?
El costo por hora del fresado CNC es un conjunto de costos que varían según la carga. El costo de propiedad de la máquina depende del precio de compra, la vida útil esperada, la financiación y las horas anuales de husillo. La infrautilización puede aumentar discretamente el costo real por hora. Muchos talleres comerciales prevén aproximadamente entre 1500 y 3000 horas de husillo pagadas por máquina al año, pero la utilización real varía considerablemente según la combinación de máquinas y el patrón de turnos. El costo de mantenimiento incluye revisiones preventivas, restauración de la precisión y paradas imprevistas que interrumpen los horarios.
Un método común de cálculo de tarifas por máquina distribuye el precio de compra de la máquina a lo largo de una vida útil estimada y un número objetivo de horas de corte anuales. Muchas guías de costos asumen miles de horas de uso anuales para equipos CNC comerciales. Esto significa que un taller con menos horas facturables debe cobrar más por hora para recuperar la misma inversión. Antes de confiar en cualquier cifra por hora, nos planteamos una pregunta directa: "¿Cuántas horas de husillo pagadas alcanza realmente el taller al año?".“
Los costos de servicios públicos y consumibles de taller suelen parecer bajos por hora, pero son predecibles y deben contabilizarse. Muchos desgloses de costos de operación modelan el consumo de energía en un rango de kilovatios por hora de un dígito a dos dígitos, dependiendo de la clase de máquina. Por ejemplo, los centros de fresado vertical pueden consumir entre 10 y 20 kW en carga, lo que a menudo se traduce en solo unos pocos dólares por hora de operación a los precios típicos de la energía en Norteamérica. También incluyen los costos de refrigerante y fluidos, que aumentan con el tiempo de operación. Incluimos estos elementos porque afectan las operaciones largas y ayudan a explicar por qué las regiones con energía más barata pueden tener precios diferentes.
El costo de las herramientas no se limita al precio de una fresa. También incluye el desgaste, el riesgo de rotura, el estado del portaherramientas, los ciclos de palpado y el tiempo dedicado a cambiar herramientas o retocar compensaciones. Evitamos sorpresas con las herramientas adaptando la geometría y el recubrimiento de la fresa al material. También utilizamos estimaciones realistas de la vida útil de la herramienta para los parámetros de corte.
El costo de la mano de obra es la variable más importante en muchos trabajos, ya que el fresado CNC no se limita solo al tiempo de máquina. La mano de obra incluye la programación, la configuración, la verificación del primer artículo, las comprobaciones durante el proceso, la coordinación del desbarbado y la inspección final. Separamos el tiempo del operador del tiempo de ingeniería e inspección porque estas horas no se distribuyen de la misma manera en los distintos tamaños de lote.
Los costos generales convierten las horas de máquina en un negocio con entregas constantes. Estos costos incluyen alquiler, seguro, calibración, metrología, licencias de software, accesorios y programación. Muchas guías de costos también distribuyen las suscripciones a software CAD/CAM y de flujo de trabajo entre las máquinas y las horas facturadas. Esto explica por qué la misma máquina en un taller diferente puede tener una tarifa diferente.

Elementos de costo de ejecución que explican el lado del “costo de operación”
Los modelos de costos de ejecución suelen incluir partidas pequeñas y repetibles que son fáciles de pasar por alto. Calculamos el costo de la electricidad a partir del consumo estimado de kW y el precio local de la energía. Muchos modelos añaden refrigerante, lubricantes y aire comprimido como cantidades fijas por hora. El desgaste de las herramientas suele modelarse como un rango por hora, ya que depende del material y la estrategia de corte. Algunos modelos asignan un presupuesto por hora para el mantenimiento rutinario.
Utilizamos elementos de coste de ejecución con dos fines. Primero, comprobamos si la "tarifa por hora muy baja" de un proveedor refleja realmente solo el coste operativo. Segundo, utilizamos la lógica del coste de ejecución cuando un equipo decide si comprar una máquina y fabricar piezas internamente.
Pasos ocultos que a menudo pertenecen al modelo de costos
Los pasos secundarios pueden influir en el costo incluso cuando el tiempo de fresado parece corto. El desbarbado y el acabado superficial pueden ser manuales, subcontratados o integrados en el ciclo CNC. Cada paso implica un cambio en la mano de obra, el riesgo de calidad y el tiempo de espera. Los costos logísticos, como el embalaje, la manipulación especial, el envío y el transporte urgente, también pueden influir en los totales de piezas sensibles o plazos urgentes.
La calidad es otro punto débil frecuente. Un presupuesto con tolerancias ajustadas suele requerir sondeos, verificaciones durante el proceso y tiempo de inspección final. Esto puede exceder el tiempo de corte en piezas de ciclo corto. Verificamos el plan de inspección con antelación, ya que determina cuántas horas son realmente facturables para el trabajo.
Un único bloque de verificación que utilizamos antes de comparar tarifas por hora
Las tarifas por hora se vuelven comparables solo después de normalizar las suposiciones. Muchos equipos pegan un bloque de verificación breve en su plantilla de RFQ para que cada proveedor responda sobre la misma base.
- Confirmamos si el número corresponde al costo operativo, a la tarifa del taller o a una tarifa de cotización combinada.
- Nos preguntamos si la programación y la configuración están separadas del tiempo de ciclo.
- Nos preguntamos cómo se gestionan la inspección del primer artículo y la verificación durante el proceso.
- Preguntamos qué desbarbado, acabado y servicios externos están incluidos frente a los subcontratados.
- Preguntamos qué embalaje, envío y documentación están incluidos en la entrega.
Utilizamos estas preguntas para evitar comparaciones de tarifas que priorizan exclusiones ocultas. También las utilizamos para generar un alcance de solicitud de presupuesto que permita comparar las cotizaciones.
Multiplicadores a nivel de trabajo que cambian el costo efectivo por hora
El esfuerzo de configuración y programación es el mayor multiplicador para trabajos de baja cantidad. Un ciclo corto no es útil si el trabajo requiere utillaje complejo, múltiples compensaciones de trabajo y pruebas exhaustivas. Evitamos el impacto de la configuración preguntando si la tarifa cotizada incluye las horas de configuración como una partida aparte o si la configuración está incluida en la tarifa del taller.
La complejidad de las piezas aumenta el coste porque implica tiempo y riesgo. El acceso multilateral, las cavidades profundas, las paredes delgadas y las relaciones entre características pueden exigir configuraciones adicionales, herramientas más largas, avances más lentos y una mayor inspección. Comparamos la complejidad según el número de operaciones y configuraciones, no según el aspecto 3D de un modelo CAD.
Los requisitos de tolerancia y acabado superficial modifican tanto la estrategia de corte como la carga de trabajo de verificación. Tolerancias más estrictas pueden requerir pasos menores, un aporte de calor controlado y comprobaciones más frecuentes. También pueden incrementar el coste de los desechos si no se gestiona la estabilidad. Decidimos las tolerancias en función de las necesidades funcionales, ya que el coste aumenta rápidamente cuando los requisitos superan el uso real de la pieza.
La selección del material modifica el tiempo de ciclo, la vida útil de la herramienta y las necesidades de acabado. Por ejemplo, Fresado CNC para madera En aleaciones tenaces, los factores de costo pueden centrarse en el control del polvo, la sujeción y el acabado superficial, en lugar del desgaste de la herramienta. Los materiales blandos y de fácil mecanización permiten un mecanizado agresivo y una larga vida útil de la herramienta. Las aleaciones difíciles exigen un corte conservador y un control de proceso más riguroso. Consideramos la maquinabilidad como una variable de planificación y la verificamos con un breve plan de proceso, en lugar de afirmar genéricamente que los materiales más duros son más costosos.
El tamaño del lote modifica la asignación del tiempo fijo. La configuración, la programación y la inspección del primer artículo son, en su mayoría, fijas por trabajo. El tiempo de ciclo se ajusta con la cantidad. Calculamos el coste por pieza distribuyendo el tiempo fijo entre la cantidad planificada. A continuación, comprobamos si los cambios en el tamaño del lote podrían reducir el coste efectivo sin generar riesgo de inventario.
Los servicios externos pueden modificar tanto el coste como el plazo de entrega. El tratamiento térmico, el enchapado, el anodizado y los recubrimientos especiales pueden generar cargos por lote mínimo, tramos de envío y tiempos de espera. Estos no se ajustan linealmente a la cantidad. Evitamos sorpresas indicando los servicios externos en presupuestos específicos, no como una frase imprecisa de "acabado incluido".
La presión del cronograma también altera el costo efectivo por hora. Los trabajos acelerados pueden requerir horas extra, interrupciones en el cronograma y un mayor riesgo de desperdicio durante las configuraciones apresuradas. Decidimos si la prioridad es la velocidad o el costo antes de aceptar un presupuesto acelerado. El factor determinante del costo suele ser la interrupción del cronograma, más que la capacidad de la máquina.
Un flujo de trabajo práctico para estimar y validar el coste por hora del fresado CNC
Una estimación fiable comienza separando el tiempo fijo del tiempo variable. El tiempo fijo incluye la programación, la configuración, las comprobaciones del primer artículo y la preparación de las fijaciones. El tiempo variable incluye el tiempo de ciclo, los cambios de herramienta, las comprobaciones durante el proceso y el tiempo de desbarbado o acabado que se repite por pieza. Utilizamos esta separación porque coincide con el comportamiento del coste cuando cambia la cantidad. Antes de discutir sobre cualquier tarifa por hora, realizamos una rápida comprobación de cuatro puntos: qué tipo de tarifa representa cada número, cuántas configuraciones se asumen, cómo se gestionan los servicios externos y en qué horas anuales de husillo pagadas se basa el cálculo de la tarifa de la máquina.
Paso 1: Enumere las operaciones y cuente las configuraciones. El conteo de configuraciones determina el tiempo de inactividad que obtendrá y, a menudo, predice el plan de inspección. Aclaramos si la pieza puede completarse en una sola configuración. También documentamos qué características deben mantenerse en la misma configuración para proteger la acumulación de tolerancias.
Paso 2: Calcule el tiempo de ciclo con avances, velocidades y trayectorias de herramienta realistas. Las estimaciones de tiempo CAM son útiles, pero pueden pasar por alto el palpado, los cambios de herramienta y las estrategias de desbaste conservadoras utilizadas para materiales difíciles. Verificamos el tiempo de ciclo añadiendo tolerancias para cambios de herramienta, evacuación de viruta y cualquier medición durante el proceso necesaria para mantener las tolerancias.
Paso 3: Cree un informe horario que se ajuste a la realidad del proveedor. Para la planificación interna, el informe puede incluir depreciación, mantenimiento, energía, refrigerante y desgaste típico de las herramientas. Para la validación del proveedor, el informe debe incluir el tiempo del operador, el tiempo de ingeniería, el tiempo de inspección, los gastos generales de las instalaciones y la estructura del margen de beneficio del proveedor.
Paso 4: Calcule la lógica de cotización en forma transparente:
Costo total = (horas fijas × tarifa horaria combinada de mano de obra y gastos generales) + (horas de ciclo × tarifa de la máquina) + material + servicios externos.
Esta estructura permite determinar cuándo una tarifa por hora más baja se ve compensada por un mayor tiempo de entrega, un mayor riesgo de desperdicio o mayores costos de servicios externos. Utilizamos esta estructura para comparar cotizaciones de forma justa entre diferentes opciones de proceso.
Paso 5: Validamos el presupuesto con preguntas de riesgo en lugar de discutir sobre cifras. Preguntamos al proveedor cómo fijará la pieza, cómo verificará las dimensiones clave y qué genera retrabajo o desperdicio. Prevenimos sorpresas en los costos alineando el plan de proceso, el plan de inspección y el plan de acabado antes de comenzar el trabajo.
Un ejemplo práctico que muestra por qué la “tarifa por hora” es solo una palanca
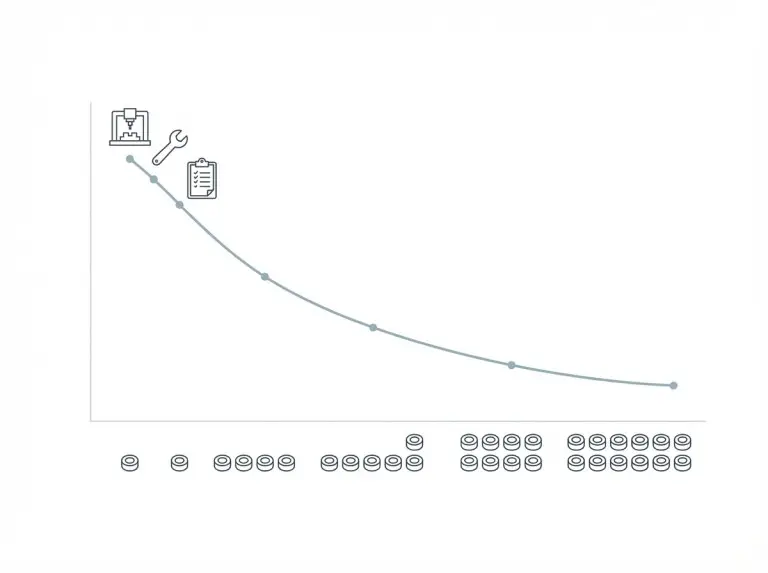
Un simple paréntesis ilustra cómo las horas fijas predominan en lotes pequeños. Supongamos que la programación y la configuración consumen 2,5 horas, la inspección del primer artículo consume 0,5 horas y el tiempo de ciclo es de 12 minutos por pieza. Si la tarifa fija combinada es de $90 por hora y la tasa de ciclo de la máquina es de $75 por hora, el costo fijo es de $270 y el costo de mecanizado por pieza es de $15. En esta estructura, la tarifa combinada de 90 USD/h cubre la mano de obra de programación, configuración e inspección, más los gastos generales, mientras que la tarifa de 75 USD/h por máquina refleja el tiempo de operación y de la máquina durante la producción.
Comparemos ahora la cantidad 5 con la cantidad 50. Con 5 piezas, el tiempo de mecanizado variable es de 1 hora y el coste total de mano de obra y tiempo de máquina es de aproximadamente $345, o aproximadamente $69 por pieza antes de aplicar el material y el acabado. Con 50 piezas, el tiempo de mecanizado variable es de 10 horas y el coste total de tiempo es de aproximadamente $1020, o aproximadamente $20 por pieza antes de aplicar el material y el acabado.
Este ejemplo no promete un precio real. Muestra la forma de la curva de costos, ya que esta es lo que importa al elegir un tamaño de lote. Utilizamos la misma lógica para explicar por qué una tarifa por hora más alta puede ser más económica si reduce sustancialmente las configuraciones o el tiempo de ciclo.
¿Por qué la disciplina del cálculo de costos laborales cambia la calidad de las cotizaciones?
Un cálculo preciso de los costos de un trabajo depende de la medición de lo que realmente sucede en la planta. Los talleres que controlan el tiempo de preparación, el tiempo de cambio de herramientas, el esfuerzo de desbarbado y el esfuerzo de inspección pueden cotizar los trabajos con mayor consistencia. Animamos a los equipos a preguntar a los proveedores si miden estos pasos. La disciplina en la medición a menudo predice si el presupuesto coincidirá con la factura final.
El cálculo de costes de obra también mejora las decisiones internas. Cuando un taller conoce los verdaderos factores de coste, puede decidir dónde la automatización es más útil. Esto podría incluir sistemas de palés, rutinas de sondeo o estrategias integradas de desbarbado. Consideramos el cálculo de costes de obra como una herramienta práctica para la reducción de riesgos, no como un ejercicio financiero.
Palancas de costos que reducen el gasto total sin reducir la calidad
La reducción de costos funciona mejor cuando modificamos los factores que determinan el tiempo y el riesgo, no cuando buscamos la tarifa por hora más baja. Una ventaja común es la simplificación de la geometría, que reduce las configuraciones, los cambios de herramienta y los pasos de inspección. Las modificaciones típicas incluyen ampliar los radios internos para que sean al menos 1,5 veces el diámetro de la fresa, estandarizar los tamaños de los agujeros con los juegos de brocas y escariadores comunes, y evitar ranuras estrechas innecesariamente profundas.
El alcance y la rigidez de la herramienta son factores de coste que los diseñadores suelen pasar por alto. Las herramientas de largo alcance vibran, requieren avances más lentos y reducen su vida útil. Esto aumenta tanto el tiempo de ciclo como el coste de las herramientas. Evitamos las penalizaciones por largo alcance ajustando la profundidad de la pieza, ampliando el acceso o permitiendo un radio interno mayor que permite una herramienta más rígida.
La elección de materiales y acabados se puede ajustar a las necesidades de rendimiento. Elegir una aleación más mecanizable, flexibilizar un requisito de acabado cosmético o limitar las tolerancias estrictas a las características funcionales puede reducir el tiempo de ciclo. Verificamos estas decisiones mediante una breve revisión de función a función para no sacrificar el coste por el riesgo de fallo.
La planificación de procesos también puede reducir las horas pagadas. La fijación modular, las rutinas de palpado repetibles y las bibliotecas de herramientas estables reducen el tiempo de configuración. La automatización puede reducir el tiempo de intervención del operario durante tiradas largas. Comparamos opciones como ejecutar una estrategia de 5 ejes más rápida frente al uso de múltiples configuraciones de 3 ejes. Fresadora y torneadora CNC Puede consolidar operaciones de fresado y torneado en una sola configuración, reduciendo las horas pagadas, la manipulación y el riesgo de acumulación de tolerancias.La tarifa de taller más baja no siempre es el costo total más bajo.
Las opciones de acabado y desbarbado merecen especial atención. Integrar los pasos de desbarbado o acabado en el proceso CNC puede reducir la mano de obra y la variabilidad. La subcontratación puede incrementar el transporte, el tiempo de espera y el riesgo de daños. Decidimos la ruta de acabado en función de la geometría de la pieza, los requisitos de la superficie y el riesgo de espera aceptable para su programa.
Una estrategia de compras puede reducir costos sin modificar el plano. Consolidar piezas similares en menos órdenes de compra puede reducir los cargos por configuración repetida. Ajustar la cadencia de reordenamiento también puede reducir la repetición de configuraciones puntuales, siempre que el riesgo de inventario se mantenga aceptable.
Una breve lista de verificación para entradas listas para cotización
La precisión de las cotizaciones mejora cuando bloqueamos el alcance y el plan de verificación desde el principio.
- Dibujo o modelo 3D con control de revisión
- Requisito de material y condición
- Tolerancias y datos críticos que impulsan el plan de inspección
- Requisitos de acabado superficial y posprocesamiento para caras específicas
- Cantidad y patrón de reorden esperado
- Plazos de entrega y cualquier restricción especial de manipulación
Utilizamos estos datos para evitar costos ocultos, especialmente en prototipos con mucha configuración y piezas con tolerancias estrictas.
Conclusión
En Yonglihao Machinery, Entendemos que los costos por hora de fresado CNC solo reflejan el costo total del proyecto cuando se combinan con un plan de proceso claro y el alcance de la inspección. Por eso, siempre calculamos por separado los costos operativos, las tarifas de taller y los factores de costo específicos del proyecto. Esto garantiza que sus decisiones presupuestarias se basen en el costo total de la entrega de piezas finales calificadas, no solo en una tarifa por hora.
Antes de comenzar la producción, trabajaremos con usted para verificar todos los detalles de la cotización, como los tiempos de sujeción, los ciclos de mecanizado estimados y los pasos de acabado, para eliminar cualquier costo inesperado.
**Para brindarle una cotización y un plan de producción precisos, necesitamos la siguiente información:**
– Dibujos de piezas o modelos 3D (especifique el número de versión)
– Calidad y estado del material
– Tolerancias críticas, datos y requisitos de acabado superficial
– Cantidad del pedido, tamaño de lote preferido y demanda anual estimada
– Pasos de posprocesamiento, como desbarbado, anodizado, tratamiento térmico o recubrimiento.
– Plazo de entrega, requisitos de embalaje y documentos de inspección necesarios
Con nuestra amplia Mecanizado CNC Con nuestra experiencia, podemos revisar sus piezas y ofrecerle rutas de proceso y soluciones de herramientas que satisfagan sus necesidades de tolerancia y producción. También podemos ayudarle a validar sus planes de inspección e identificar riesgos potenciales, haciendo que su proceso de solicitud de cotización (RFQ) sea más claro y eficiente.
Preguntas frecuentes
¿Cuál es el coste típico de fresado CNC por hora para una máquina de 3 ejes?
Las tarifas típicas de fresado CNC de 3 ejes suelen estar en un rango intermedio amplio, pero la cifra correcta depende de lo que incluya el presupuesto. Algunas fuentes citan cifras más bajas para fresadoras de 3 ejes al describir el coste operativo de la máquina. Los presupuestos dirigidos a proveedores suelen incluir mano de obra, gastos generales y control de calidad. Validamos la tarifa comprobando si la programación, la configuración y la inspección del primer artículo están separadas o combinadas.
¿Cuánto más cuesta el fresado de 5 ejes por hora?
El fresado de 5 ejes suele costar más por hora debido a las mayores necesidades de propiedad, mantenimiento y verificación de la máquina. Una tarifa por hora más alta puede reducir el coste total al reducir las configuraciones y el riesgo de manipulación. Comparamos los planes de 5 ejes y de 3 ejes con múltiples configuraciones según el total de horas pagadas, no según el precio por hora.
¿Por qué algunas fuentes muestran costos por hora muy bajos?
Las cifras bajas por hora suelen describir el costo operativo interno o un cálculo simplificado de la tarifa de la máquina. Las tarifas de facturación a clientes suelen incluir mano de obra, ingeniería, inspección, gastos generales y margen, por lo que son más altas. Separamos estas definiciones antes de utilizar cualquier parámetro de referencia en un presupuesto.
¿Importan más los costos de instalación que la tarifa por hora para los prototipos?
La configuración y la programación suelen ser los factores que más influyen en el costo del prototipo, ya que la cantidad es pequeña y las horas fijas no se pueden distribuir. Una tarifa por hora baja no es útil si la configuración requiere muchas horas o si se requieren repetidas pruebas. Prevenimos sobrecostos en los prototipos centrándonos en la reducción de la configuración y en la retroalimentación temprana del DFM.
¿Qué costos ocultos debe tener en cuenta el departamento de compras en las cotizaciones de fresado CNC?
Los costos ocultos suelen provenir del acabado, el desbarbado, la subcontratación, el transporte y la manipulación especial. La intensidad de la inspección, el riesgo de retrabajo y las tolerancias para desperdicios también pueden modificar el costo total, incluso cuando la tarifa por hora parece estable. Solicitamos aclaración sobre estos aspectos antes de aprobar a un proveedor.
¿Cómo podemos estimar el coste de funcionamiento de nuestra propia fresadora CNC por hora?
La estimación de los costos operativos internos comienza con las horas anuales del husillo y el costo total de propiedad de la máquina. La energía, el refrigerante y los componentes de desgaste agregan costos por hora predecibles. La mano de obra y los recursos de calidad determinan si su tarifa interna del taller coincide con las cotizaciones externas. Podemos ayudarle a separar estos factores para que pueda comparar decisiones de "fabricar o comprar" de forma justa.



