

Планирование фрезерования простых поверхностей наиболее эффективно, если определить зацепление зубьев, целевую плоскую поверхность и жесткость настройки до выбора фрезы. Мы видим, как фрезерование простых поверхностей используется, когда необходимо определить размеры широкой плоскости в качестве функциональной поверхности или ориентира для последующих этапов. Однако эта операция становится непредсказуемой, если бригады путают термины, пропускают проверки соосности или выбирают направление резания, не учитывая люфт и усилие зажима.
В этой статье рассматривается фрезерование как вспомогательный метод получения плоских поверхностей. Мы рассматриваем терминологию, развеиваем заблуждения, приводящие к неправильному выбору, и анализируем компромиссы, влияющие на решения о выборе фрезы и настройке оборудования. Мы также приводим таблицы проверки и карты дефектов. Это поможет вам проверить и повторить процесс, вместо того чтобы просто “настраивать на ощупь”.”
Определение простого помола
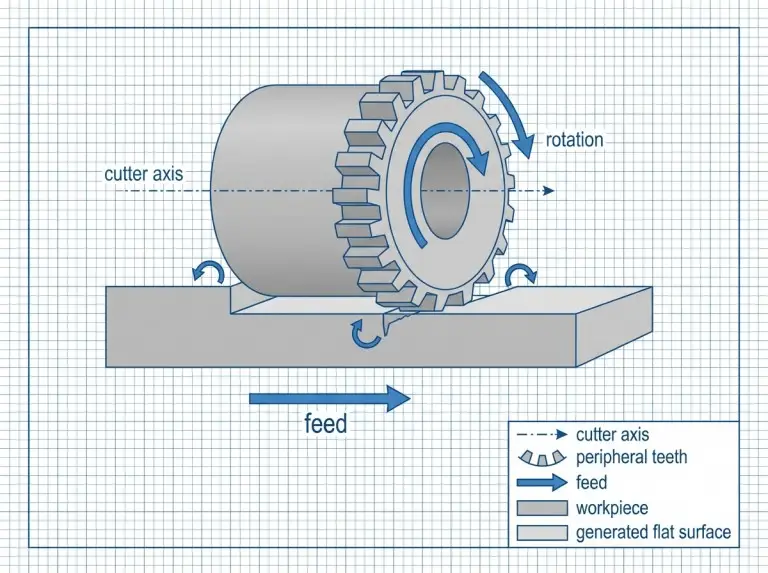
Фрезерование плоских поверхностей — это периферийная операция. Она создает плоскую поверхность, при этом ось фрезы параллельна плоскости обработки. Во многих цехах это также называют фрезерованием слябов. Иногда термин “фрезерование поверхностей” используется в более широком смысле. Поэтому необходимо определять процесс по зацеплению фрезы, а не только по названию. Мы рассматриваем фрезерование плоских поверхностей как резание с большим ходом, использующее периферийные зубья. При этом приоритет отдается стабильному образованию стружки на большой площади.
Для создания широкой плоской поверхности используйте фрезерование без фрезерования. Эта поверхность может служить в качестве базовой, сопрягаемой поверхности или плоскости с контролируемой толщиной. Она не является лучшим выбором для карманов, полостей или сложных контуров. Для таких элементов требуются другие инструменты и траектории. Технологический план остается понятным, если в плане указаны соотношение осей и поверхностей, тип взаимодействия и роль поверхности.
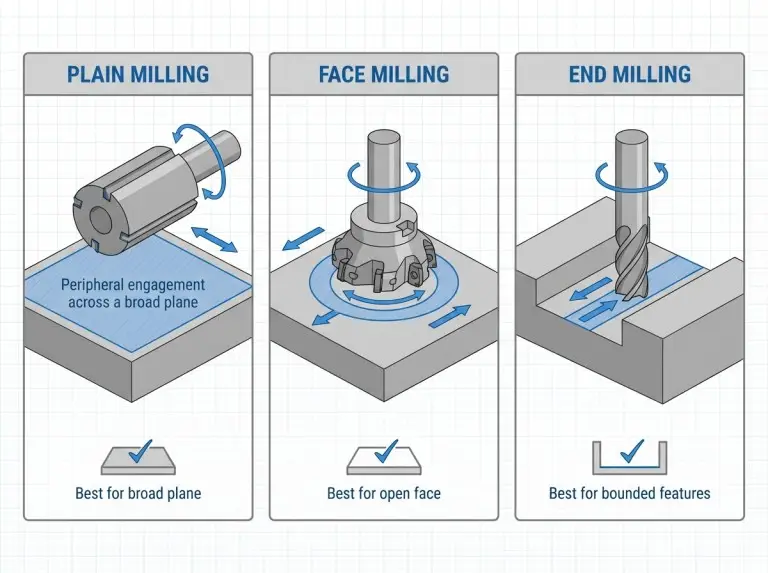
Фрезерование гладких поверхностей и торцевое фрезерование создают плоские поверхности, но работают они по-разному. Торцевое фрезерование обычно режущее лезвие перпендикулярно оси инструмента. Фрезерование гладких поверхностей режущее лезвие параллельно ей. Это изменяет дугу контакта, требуемый крутящий момент и текстуру поверхности. Концевое фрезерование также может создавать плоские поверхности. Однако концевое фрезерование обычно выбирают, когда такие элементы, как стенки или углубления, ограничивают обрабатываемую поверхность, или когда доступ затруднен.
Терминология фрезерования: выравнивание плиты и поверхности.
Обычно фрезерование и фрезерование слябов относятся к одной и той же группе операций. Термин “фрезерование поверхности” может быть расплывчатым. Он может означать “создание поверхности” или быть синонимом фрезерования слябов. Всегда уточняйте, что именно подразумевается. Если есть сомнения, опишите операцию как “фрезерование плоской поверхности периферийными зубьями с осью инструмента, параллельной поверхности”.”
Фрезерование гладких и торцевых поверхностей: плоские поверхности и ширина обработки.
Фрезерование гладких поверхностей — хороший вариант, когда можно эффективно обрабатывать широкую плоскость при стабильном креплении. Торцевое фрезерование часто предпочтительнее, когда установка предполагает перпендикулярный направлению вращения или когда требуется определенный рисунок чистовой обработки. Правильный выбор зависит от степени открытости заготовки, вылета фрезы и жесткости.
Фрезерование гладким и концевым резцом: за пределами широких плоскостей
Фрезерование без фрезерования наиболее эффективно, когда режущий инструмент имеет свободный путь и постоянное зацепление. Концевое фрезерование Это практично, когда выступы, стенки или прерывистые кромки блокируют широкий периферийный резец. Для большей надежности сначала проверьте доступ и устойчивость. Затем решите, подходит ли обычное фрезерование для геометрии детали и требований контроля качества.
Дополнительная литература:Разница между концевым и торцевым фрезерованием
Распространенные заблуждения относительно фрезерования: риски переработки и брака.
Проблемы с качеством часто возникают из-за упрощений. Эти упрощения игнорируют механику зацепления и ограничения по настройке. Команды часто предполагают, что “любая плоская поверхность” означает, что фрезерование торцевой поверхности — единственный правильный способ. Это приводит к несоответствию ожиданий в отношении инструмента, заусенцев и текстуры. Еще одна ошибка — думать, что скорость вращения шпинделя устранит вибрацию. Часто реальная причина кроется в жесткости, биении или плохой поддержке.
Третья ошибка — это вера в то, что проблемы с настройкой можно исправить бесплатно после первого тяжелого прохода. При обычной фрезеровке заготовка нагружается в одном направлении на протяжении длительного перемещения. Слабое зажимание может вызвать смещение, конусность или полосы вибрации. Устранение этих проблем обходится дорого. Лучший подход — сначала проверить соосность и биение. Затем начать с контролируемого прохода, чтобы убедиться в стабильности.
“Распространенное заблуждение: ”Любая плоская поверхность пригодна для торцевого фрезерования».
Плоская поверхность — это результат, а не определение процесса. Плоскую поверхность можно получить как при обычном, так и при торцевом фрезеровании. Однако направление зацепления зубьев и силы различаются. При выборе метода фрезерования учитывайте назначение поверхности, ограничения доступа и допустимые текстуры.
Дополнительные исправления RPM. Заблуждение в Chatter.
Вибрация в основном связана со стабильностью, а не со скоростью. Изменение скорости вращения шпинделя может сместить резку от резонанса. Но скорость также может повысить нагрев и усилить вибрацию, если толщина стружки и опора нестабильны. Перед изменением скорости и подачи проверьте вылет инструмента, жесткость крепления и ширину зацепления.
Исправления ошибок настройки после первого раза. Неправильное представление.
Чрезмерно интенсивный первый проход может закрепить деформации или вибрационные узоры. Поверхность может выглядеть “почти идеальной”, но деталь может потерять запас по толщине. Может потребоваться доработка, которая нарушит план. Контролируемый первый проход — самый безопасный способ масштабирования удаления материала.
Выбор фрезы: настройка и параметры при плоском фрезеровании
Выбор фрезы для плоского резания эффективен только при условии, что геометрия и способ крепления соответствуют жесткости, образованию стружки и типу обрабатываемой поверхности. Ширина фрезы, шаг зуба, угол наклона спирали и количество зубьев влияют на силу резания и риск вибрации. Правильное крепление имеет решающее значение. Периферийные фрезы увеличивают биение при большом перемещении.
В практических руководствах часто делят плоские фрезы на две категории: для тяжелых условий эксплуатации (для удаления материала) и для легких (для более качественной обработки поверхности). Однако это различие не гарантирует желаемого результата. Проверьте свой выбор, используя данные производителя инструмента и возможности станка. Сравните стабильность зацепления, запас по крутящему моменту и ожидаемые характеристики поверхности.
В таблице ниже приведена сводная информация о логике принятия решений.
|
Точка принятия решения |
Что сравнивать |
Что нужно проверить перед принятием решения |
|---|---|---|
|
Мощный против легкого резака |
Расстояние между зубьями и скорость съема материала по сравнению с контролем чистовой обработки |
Удаление стружки, запас по крутящему моменту и стабильность. |
|
Опора типа "опорная балка" против опоры только для держателя |
Жесткость опоры против ограничений доступа |
Биение, длина свеса и посадка в месте контакта |
|
Подъем против традиционного направления |
Направление силы, ориентация заусенца и люфт |
Риск люфта, направление зажима и поддержка выхода |
|
Более широкое против более узкого взаимодействия |
Количество проходов в зависимости от силы резания и запаса по вибрации |
Стабильность во время испытаний и управление тепловым режимом. |
Грубое против финишного намерения
Резцы для интенсивного съема материала используют меньшее количество зацеплений зубьев за оборот. Резцы для контроля качества поверхности используют большее количество зацеплений. Они полагаются на стабильную толщину стружки, а не на грубую силу. Проверьте соответствие назначению материала, жесткости и стандартам контроля качества.
Системы, устанавливаемые на шпильках
Горизонтальные установки с опорой на шпиндель обеспечивают надежную поддержку широких фрез при условии контроля выравнивания. Адаптации для станков с ЧПУ также работают, но необходимо проверить жесткость соединения шпинделя и биение под нагрузкой. Рассматривайте монтаж как переменную, которую можно контролировать. Биение часто приводит к образованию повторяющихся узоров на поверхности.
Выбор направления резки
Попутное фрезерование позволяет уменьшить трение и обеспечить стабильное качество обработки. Этот метод эффективен, когда условия работы станка и зажим определяют направление резания. Традиционное фрезерование безопаснее, если люфт может затянуть заготовку в фрезу. Выберите направление, соответствующее вашему станку, усилию зажима и допуску на образование заусенцев.
Компромиссы параметров
Рассматривайте подачу, скорость и зацепление как проблему образования стружки и стабильности инструмента. Слишком малая толщина стружки может увеличить трение и образование наростов на кромках. Это ухудшает качество обработки и изнашивает инструмент. Слишком сильное зацепление может перегрузить станок и вызвать вибрацию. Уменьшение зацепления часто является наиболее чистым первым решением.
Дополнительная литература:Как выбрать режущие инструменты для обработки на станках с ЧПУ?
Предотвращение дефектов при фрезеровании гладких фрез
Результаты улучшаются, когда проверки процесса настраиваются с учетом известных причин отказов. Обычная фрезерованная плоскость часто становится эталоном для последующих этапов. Некачественная эталонная плоскость приводит к ошибкам в дальнейшем. Проверка быстрее, чем доработка.
Используйте приведенный ниже контрольный список до и во время первого прохода.
|
Что нужно проверить |
Почему проверка важна |
Как выглядит “хорошо” |
|---|---|---|
|
Опора заготовки |
Длинные силы могут изгибать тонкие секции. |
Точки опоры предотвращают отклонение по всей длине хода. |
|
Направление зажима |
Направление силы изменяется в зависимости от направления разреза. |
Зажимы выдерживают усилие, не вызывая деформации. |
|
Базовые данные и параллелизм |
Плоскость зависит от правильного указания источников. |
Опорные поверхности чистые, установлены правильно и выровнены. |
|
Сиденье резака |
Небольшие ошибки при рассадке превращаются в повторяющиеся следы. |
Перед затягиванием крепежных элементов поверхности сидений очищаются. |
|
Выход на периферию |
Биение приводит к неравномерной загрузке и повреждению линий. |
Биение измеряется и корректируется. |
|
Выступ инструмента |
Нависание увеличивает риск вибрации. |
Нависание сведено к минимуму в пределах установленных ограничений. |
|
Удаление чипов |
Повторная нарезка стружки создает риск ожога. |
Сколы удаляются надежно; охлаждение соответствует материалу. |
|
Проверка с первого раза |
Прохождение теста подтверждает устойчивость и безопасность. |
Первый проход проходит без помех и странной текстуры. |
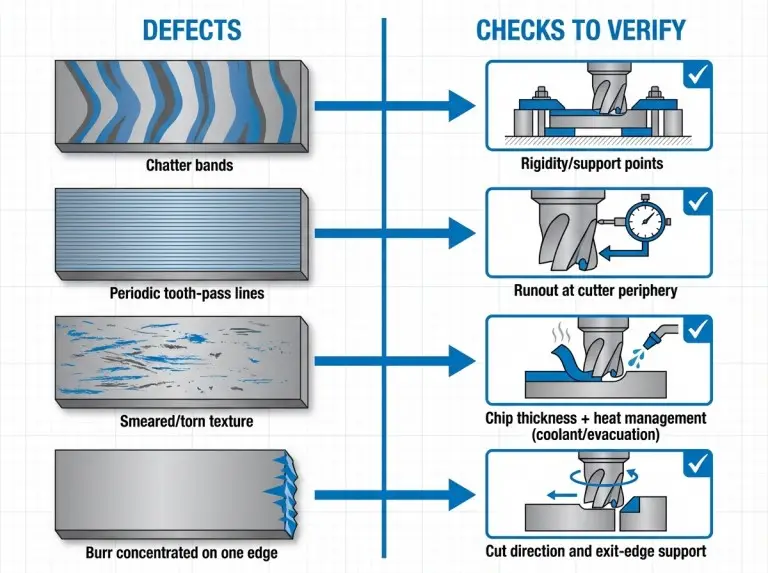
Диагностика дефектов происходит быстрее, если сопоставить симптомы с вероятными причинами. Это предотвращает случайное изменение переменных. Изменяйте по одному рычагу стабилизации и подтверждайте эффект.
|
Симптом |
Категория вероятной причины |
Первые действия по проверке, которые необходимо предпринять. |
|---|---|---|
|
Полосы болтовни |
Запас жесткости или резонанс |
Проверьте опору/зажим, уменьшите выступ или зацепление. |
|
Периодические линии |
Неравномерная нагрузка на зубья или биение |
Проверьте посадку, измерьте биение, убедитесь в состоянии режущего инструмента. |
|
Размазанная текстура |
трение, налипание материала или нагрев |
Проверьте толщину стружки, тип охлаждающей жидкости и состояние кромок. |
|
Заусенцы на одном крае |
Состояние выходного края и направление среза |
Проверьте подъем по сравнению с традиционным способом, поддержку при выходе и подачу пищи. |
|
Размерное смещение или конусность |
перемещение или деформация заготовки |
Проверьте деформацию зажима, схему опоры и базовые точки. |
Заключение
В 1ТП1Т, Мы считаем, что надежные результаты достигаются благодаря тщательной проверке. Мы рассматриваем каждую операцию фрезерования как повторяемый, документированный план, напрямую связывая зацепление фрезы, жесткость и направление резания с конкретными требованиями вашего проекта.
Когда мы занимаемся вашим фрезерование с ЧПУ на заказ Для удовлетворения ваших потребностей наш процесс ясен: мы определяем параметры, проверяем биение и подтверждаем стабильность с помощью тестового прохода. Если для вашей детали требуется плоская поверхность, служащая критической опорной плоскостью, мы используем наши таблицы проверки в качестве строгого контроля качества. Сочетая требования вашего чертежа с нашими ограничениями по настройке, мы делаем фрезерование предсказуемым, точным и высококачественным в рамках нашей работы. услуги по обработке на станках с ЧПУ для каждого изготовленного нами прототипа.
Часто задаваемые вопросы
В чём разница между обычным фрезерованием и торцевым фрезерованием?
Обычная фрезеровка выполняется с осью инструмента, параллельной поверхности. Торцевая фрезеровка выполняется с осью, перпендикулярной поверхности. Убедитесь, что ваш выбор соответствует условиям доступа, стабильности и требуемой текстуре. Если вы не уверены, укажите термины, обозначающие тип обработки, а не просто “торцевая обработка”.”
Однородная фрезеровка — это то же самое, что и фрезеровка слябов или поверхностное фрезерование?
Обычно фрезерование и фрезерование слябов описывают одну и ту же операцию. Термин “фрезерование поверхности” может быть неоднозначным. Для уточнения правильности значения укажите ориентацию оси фрезы. Убедитесь, что периферийные зубья являются основными режущими кромками. Четкая формулировка предотвратит путаницу при проверке.
В каких случаях при фрезеровании простым способом следует выбирать между попутным и традиционным фрезерованием?
При выборе попутного фрезерования, если риск люфта низок и требуется стабильное резание, выбирайте обычное фрезерование. При выборе традиционного фрезерования, если люфт может затянуть заготовку в фрезу, следует учитывать состояние станка, направление зажима и допуск на образование заусенцев на выходной кромке.
Какие проверки настроек наиболее важны перед первым проходом?
Надежность зависит от поддержки заготовки и стабильности зажима по всей длине. Далее проверьте крепление фрезы и биение. Биение приводит к появлению следов на поверхности и неравномерной нагрузке. Используйте контролируемый контрольный проход для подтверждения стабильности, прежде чем увеличивать зацепление.
Что обычно вызывает вибрацию или плохое качество поверхности при фрезеровании?
Вибрация обычно указывает на низкую жесткость, слишком большой вылет или плохое зацепление. Плохое качество обработки поверхности может быть вызвано биением, трением (малой толщиной стружки) или перегревом. Для устранения проблемы сначала проверьте крепление и опору. Затем отрегулируйте зацепление и образование стружки. Не изменяйте сразу много параметров.



