

O planejamento para fresamento plano funciona melhor quando você define o engate dos dentes, a superfície plana desejada e a rigidez da configuração antes de escolher a fresa. Observamos o fresamento plano sendo utilizado quando uma superfície plana extensa precisa ser dimensionada como uma face funcional ou uma referência para etapas posteriores. No entanto, essa operação torna-se imprevisível se as equipes confundirem os termos, ignorarem as verificações de alinhamento ou escolherem uma direção de corte sem considerar a folga e a força de fixação.
Este artigo aborda a fresagem plana como um método periférico para a produção de superfícies planas. Explicamos os termos, esclarecemos equívocos que levam a escolhas inadequadas e analisamos as compensações que influenciam as decisões sobre a ferramenta de corte e a configuração da máquina. Também fornecemos tabelas de verificação e mapeamento de defeitos. Isso ajuda você a revisar e repetir o processo em vez de simplesmente "ajustar por instinto".“
Definição de fresagem simples
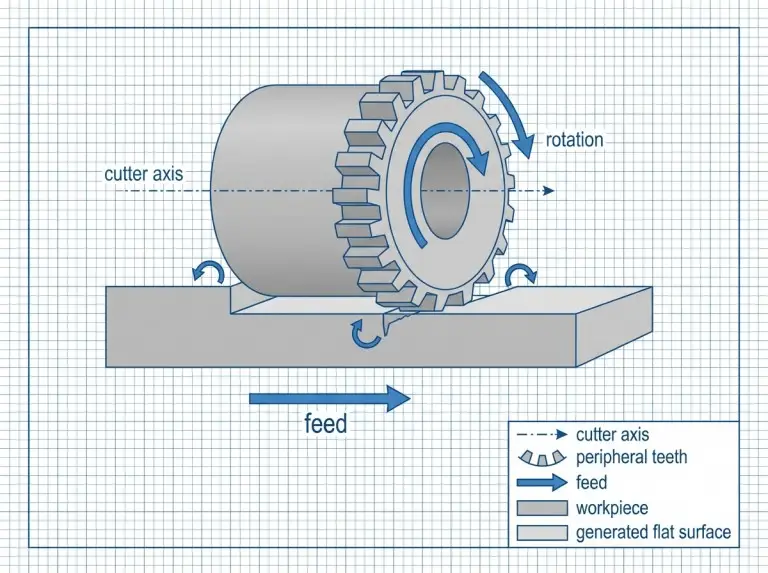
A fresagem plana é uma operação periférica. Ela cria uma superfície plana com o eixo da ferramenta paralelo ao plano usinado. Muitas oficinas também chamam essa operação de fresagem de superfície plana. Às vezes, o termo "fresagem plana" é usado de forma genérica. Por isso, é preciso definir o processo pelo engajamento da ferramenta, e não apenas pelo rótulo. Consideramos a fresagem plana como um corte de longo curso utilizando dentes periféricos. Ela prioriza a formação estável de cavacos em uma ampla área.
Utilize fresamento plano para criar uma superfície ampla e plana. Essa superfície pode servir como referência, face de acoplamento ou plano de controle de espessura. Não é a melhor opção para rebaixos, cavidades ou contornos complexos. Essas características exigem ferramentas e trajetórias diferentes. Um plano de processo permanece claro quando o roteiro de usinagem indica a relação entre o eixo e a superfície, o tipo de contato e a função da superfície.
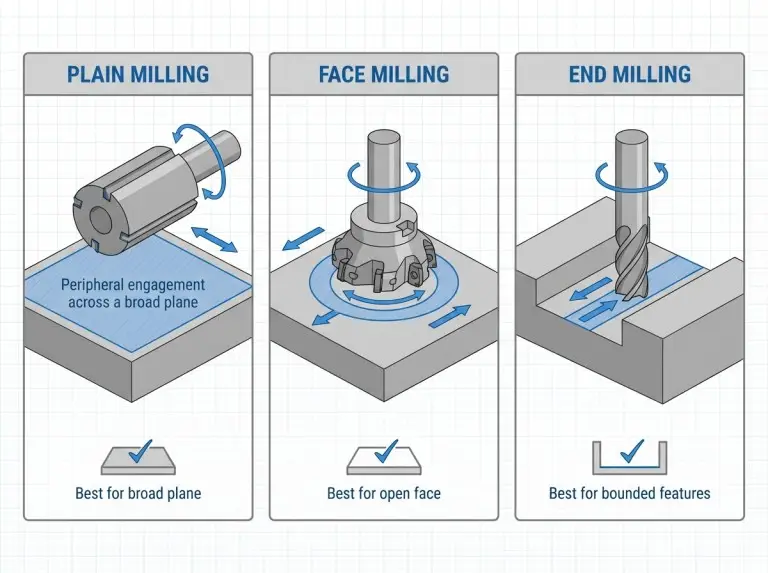
O fresamento plano e o fresamento frontal criam superfícies planas, mas funcionam de maneiras diferentes. O fresamento frontal geralmente corta perpendicularmente ao eixo da ferramenta, enquanto o fresamento plano corta paralelamente. Isso altera o arco de contato, a demanda de torque e a textura da superfície. O fresamento de topo também pode criar superfícies planas. No entanto, o fresamento de topo é normalmente escolhido quando características como paredes ou cavidades limitam a superfície, ou quando o acesso é restrito.
Termos de fresagem simples: alinhamento de placas e superfícies
Fresamento plano e fresamento de superfície geralmente se referem à mesma família de operações. "Fresamento de superfície" pode ser um termo vago. Pode significar "criar uma superfície" ou ser um sinônimo de fresamento de superfície. Sempre verifique o que se pretende dizer. Em caso de dúvida, descreva como "fresamento plano com dentes periféricos e o eixo da ferramenta paralelo à superfície".“
Fresamento Plano vs. Fresamento Frontal: Superfícies Planas e Cobertura de Largura
A fresagem plana é uma boa opção quando se consegue varrer uma área ampla de forma eficiente com uma fixação estável. A fresagem frontal costuma ser melhor quando a configuração favorece uma abordagem perpendicular aos eixos ou quando se necessita de um padrão de acabamento específico. A escolha certa depende da abertura da peça, do alcance da fresa e da rigidez do equipamento.
Fresamento plano versus fresamento de topo: além dos planos largos
A fresagem plana funciona melhor quando a ferramenta de corte tem um caminho livre e um contato consistente. Fresamento de topo É prático quando saliências, paredes ou arestas interrompidas bloqueiam uma fresa periférica larga. Para maior segurança, verifique primeiro o acesso e a estabilidade. Em seguida, decida se a fresagem plana se adequa à geometria da peça e às necessidades de inspeção.
Leitura adicional:Diferença entre fresamento de topo e fresamento frontal
Conceitos errôneos sobre fresagem plana: riscos de retrabalho e sucata
Problemas de qualidade frequentemente surgem de atalhos. Esses atalhos ignoram a mecânica de engate e os limites de configuração. As equipes muitas vezes assumem que "qualquer superfície plana" significa que o fresamento frontal é a única maneira correta. Isso cria expectativas desalinhadas em relação às ferramentas, rebarbas e textura. Outro erro é pensar que a velocidade do fuso resolverá a vibração. Muitas vezes, a verdadeira causa é rigidez, excentricidade ou suporte inadequado.
Um terceiro erro é acreditar que você pode corrigir problemas de configuração após uma primeira passada pesada sem custo adicional. A fresagem plana carrega a peça em uma única direção ao longo de um longo percurso. Uma fixação inadequada pode causar movimentação, conicidade ou bandas de vibração. A remoção desses problemas é dispendiosa. Uma abordagem melhor é verificar primeiro o alinhamento e a excentricidade. Em seguida, inicie com uma passada controlada para comprovar a estabilidade.
“Conceito equivocado: ”Qualquer superfície plana equivale a fresamento frontal”
Uma superfície plana é um resultado, não uma definição de processo. Tanto o fresamento plano quanto o fresamento frontal podem alcançar a planicidade. No entanto, o contato dos dentes e as direções da força diferem. Avalie sua escolha considerando a função da superfície, os limites de acesso e os padrões de textura aceitáveis.
Mais RPM corrige equívoco sobre a vibração
A vibração está relacionada principalmente à estabilidade, não à velocidade. Alterar a velocidade do fuso pode afastar o corte da ressonância. No entanto, a velocidade também pode aumentar o calor e piorar a vibração se a espessura do cavaco e o suporte forem instáveis. Verifique a projeção da ferramenta, a rigidez da montagem e a largura de contato antes de alterar as variáveis de velocidade e avanço.
Correções de configuração após o primeiro equívoco
Uma primeira passada muito grossa pode fixar distorções ou padrões de vibração. A superfície pode parecer "quase perfeita", mas a peça pode perder margem de espessura. Pode ser necessário retrabalho, o que compromete o planejamento. Uma primeira passada controlada é a maneira mais segura de aumentar a remoção de material gradualmente.
Seleção da fresa: Configuração e parâmetros na fresagem plana
A seleção de uma fresa plana só funciona quando se considera a geometria e a montagem em relação à rigidez, à formação de cavacos e à função da superfície. A largura da fresa, o passo do dente, a hélice e o número de dentes afetam a força de corte e o risco de vibração. A montagem é crucial. Fresas periféricas amplificam a oscilação em longos percursos.
Guias práticos costumam agrupar fresas planas em duas categorias: fresas para serviço pesado, para remoção de material, e fresas para serviço leve, para melhor controle de acabamento. Essa distinção não garante resultados. Confirme sua escolha com base nos dados do fabricante da ferramenta e nas capacidades da máquina. Compare a estabilidade de engate, a margem de torque e as expectativas em relação à superfície.
A tabela abaixo resume a lógica de decisão.
|
Ponto de decisão |
O que comparar |
O que verificar antes de se comprometer |
|---|---|---|
|
Cortador para trabalhos pesados versus cortador para trabalhos leves |
Espaçamento entre dentes e remoção de material versus controle de acabamento |
Evacuação de cavacos, margem de torque e estabilidade |
|
Suporte tipo arbor versus suporte apenas com encaixe |
Rigidez do suporte versus restrições de acesso |
Desvio, comprimento da saliência e assentos de interface |
|
Subida versus direção convencional |
Direção da força, orientação da rebarba e folga |
Risco de folga, direção de fixação e suporte de saída |
|
Engajamento mais amplo versus engajamento mais restrito |
Número de passes versus força de corte e margem de vibração |
Estabilidade durante a passagem pelo teste e gerenciamento de calor. |
Intenção de acabamento versus intenção de execução
As fresas para remoção de material em grande escala utilizam menos contatos dos dentes por revolução. As fresas para controle de superfície utilizam mais contatos. Elas dependem da estabilidade da espessura do cavaco em vez da força bruta. Verifique a finalidade da ferramenta em relação ao material, à rigidez e aos padrões de inspeção.
Configurações montadas em eixo
Configurações horizontais com suporte em eixo oferecem forte apoio para fresas largas, desde que o alinhamento seja controlado. Adaptações para CNC também funcionam, mas é preciso verificar a rigidez da interface do fuso e a excentricidade sob carga. Considere a montagem como uma variável que você pode controlar. A excentricidade geralmente causa padrões repetitivos na superfície.
Seleção da direção de corte
A fresagem concordante pode reduzir o atrito e proporcionar um acabamento estável. Isso funciona quando as condições da máquina e a fixação controlam o corte. A fresagem convencional é mais segura quando a folga pode puxar a peça em direção à fresa. Escolha a direção que melhor se adapta à sua máquina, à força de fixação e à tolerância à rebarba.
Compensações de parâmetros
Considere o avanço, a velocidade e o contato como um problema de formação de cavacos e estabilidade. Uma espessura de cavaco muito pequena pode aumentar o atrito e a formação de arestas vivas. Isso prejudica o acabamento e desgasta a ferramenta. Um contato excessivo pode sobrecarregar o conjunto e causar vibrações. Reduzir o contato costuma ser a solução inicial mais eficaz.
Leitura adicional:Como selecionar ferramentas de corte para usinagem CNC?
Prevenção de defeitos na fresagem plana
Os resultados melhoram quando as verificações de configuração visam modos de falha conhecidos. Um plano fresado simples geralmente se torna uma referência para etapas posteriores. Um plano de referência inadequado causa erros mais adiante. A verificação é mais rápida do que o retrabalho.
Utilize a lista de verificação abaixo antes e durante a primeira passagem.
|
O que verificar |
Por que o cheque é importante |
O que significa "bom" |
|---|---|---|
|
Suporte da peça |
Forças longas podem dobrar seções finas |
Os pontos de apoio impedem a deflexão em todo o curso do pistão. |
|
Direção de fixação |
A direção da força muda com a direção do corte. |
As braçadeiras resistem à força sem causar distorção. |
|
Datum e paralelismo |
A planicidade depende de uma referência correta. |
As superfícies de referência estão limpas, assentadas e alinhadas. |
|
Assentos Cutter |
Pequenos erros de posicionamento se transformam em marcas repetidas. |
As superfícies de contato devem estar limpas antes do aperto. |
|
Saída na periferia |
O desalinhamento das linhas causa carregamento e alinhamentos irregulares. |
O desvio radial é medido e corrigido. |
|
Saliência da ferramenta |
A saliência aumenta o risco de vibração. |
A saliência é minimizada dentro dos limites. |
|
evacuação de chips |
Cortar novamente as lascas de madeira cria risco de queimaduras. |
Os chips são removidos de forma confiável; o resfriamento é adequado ao material. |
|
Validação inicial |
Um teste aprovado revela estabilidade com segurança. |
A primeira passagem ocorreu sem ruídos ou texturas estranhas. |
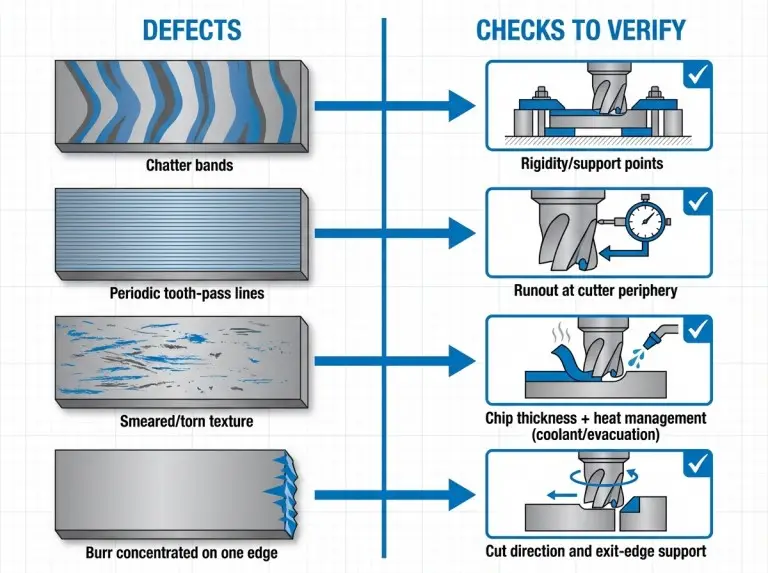
Diagnosticar defeitos é mais rápido quando você relaciona os sintomas às causas prováveis. Isso evita alterações aleatórias nas variáveis. Altere uma alavanca de estabilidade por vez e confirme o efeito.
|
Sintoma |
Categoria de causa provável |
Primeiras ações de verificação a serem tomadas |
|---|---|---|
|
Bandas de bate-papo |
Margem de rigidez ou ressonância |
Verifique o suporte/fixação, reduza a saliência ou o encaixe. |
|
Linhas periódicas |
Desvio ou carga irregular nos dentes |
Verifique o assentamento, meça a excentricidade, verifique o estado da fresa. |
|
Textura borrada |
Atrito, borda acumulada ou calor |
Verificar a espessura do cavaco, o fluido refrigerante e a condição da borda. |
|
Rebarbas em uma das bordas |
Condição da borda de saída e direção de corte |
Verificar subida versus convencional, suporte de saída e alimentação. |
|
Desvio ou conicidade de tamanho |
Movimento ou distorção da peça |
Verificar distorção da braçadeira, padrão de suporte e referência. |
Conclusão
No Yonglihao Machinery, Acreditamos que resultados confiáveis provêm de uma verificação rigorosa. Tratamos cada operação de fresagem plana como um plano repetível e documentado, vinculando o contato da ferramenta de corte, a rigidez e a direção do corte diretamente aos requisitos específicos do seu projeto.
Quando lidamos com o seu caso fresagem CNC personalizada Quando você precisa de peças personalizadas, nosso processo é claro: definimos os parâmetros, verificamos a excentricidade e validamos a estabilidade com um teste. Se a sua peça requer uma superfície plana como plano de referência crítico, utilizamos nossas tabelas de verificação como um rigoroso controle de qualidade. Combinando os requisitos do seu desenho com nossas restrições de configuração, tornamos a fresagem plana previsível, precisa e de alta qualidade como parte do nosso serviço. serviços de usinagem CNC para cada protótipo que fabricamos.
Perguntas frequentes
Qual a diferença entre fresamento plano e fresamento frontal?
O fresamento plano realiza cortes com o eixo da ferramenta paralelo à superfície. O fresamento frontal realiza cortes com o eixo perpendicular. Verifique sua escolha considerando o acesso, a estabilidade e a textura desejada. Em caso de dúvida, especifique os termos de contato em vez de apenas dizer "faceamento".“
A fresagem plana é o mesmo que a fresagem de superfície ou a fresagem de talha?
Fresamento plano e fresamento de superfície geralmente descrevem a mesma operação. "Fresamento de superfície" pode ser ambíguo. Verifique o significado correto especificando a orientação do eixo da ferramenta de corte. Certifique-se de que os dentes periféricos sejam as arestas de corte principais. Uma linguagem clara evita confusões durante a inspeção.
Quando devo escolher o método de fresagem por subida em vez do método convencional na fresagem plana?
Escolha a fresagem concordante quando o risco de folga for baixo e você precisar de um corte estável. Escolha a fresagem convencional se a folga puder puxar a peça em direção à fresa. Verifique sua escolha considerando as condições da máquina, a direção de fixação e a tolerância à rebarba na saída da ferramenta.
Quais são as verificações de configuração mais importantes antes da primeira passagem?
A confiabilidade depende do suporte da peça e da estabilidade da fixação em toda a sua extensão. Em seguida, verifique a montagem da ferramenta de corte e o desalinhamento. O desalinhamento causa marcas na superfície e distribuição irregular da carga. Use um passe de validação controlado para confirmar a estabilidade antes de aumentar o contato.
O que normalmente causa vibração ou acabamento superficial ruim na fresagem plana?
A vibração geralmente indica baixa rigidez, excesso de saliência ou mau encaixe. Um acabamento ruim pode ser causado por desalinhamento, atrito (baixa espessura de cavaco) ou calor. Corrija o problema verificando primeiro a montagem e o suporte. Em seguida, ajuste o encaixe e a formação do cavaco. Não altere muitos parâmetros de uma só vez.



