


Sia la fresatura che la maschiatura creano filettature interne, ma si comportano in modo molto diverso una volta montate su una macchina. In Yonglihao Machinery, scegliamo tra queste due tecniche in base a quattro fattori: volume di produzione, comportamento del materiale, dimensioni e profondità della filettatura e capacità della macchina. Quando il tempo ciclo è determinante e la filettatura è standard, la maschiatura spesso prevale. Quando il controllo dell'accoppiamento della filettatura, il controllo del truciolo o il valore del pezzo sono fattori determinanti, la fresatura è solitamente la scelta più sicura.
Questa guida spiega come funziona ogni metodo, cosa cambia in officina e le regole di selezione che utilizziamo per mantenere coerenti le filettature. Ci concentriamo sulle decisioni di lavorazione CNC applicabili a componenti reali. Non trasformeremo questo manuale in un corso di programmazione completo o in un'enciclopedia degli standard di filettatura.
Che cosa è la fresatura dei filetti?
Fresatura di filettature è la nostra soluzione ideale quando abbiamo bisogno di controllare l'adattamento della filettatura e desideriamo una modalità di guasto più sicura su componenti di alto valore. Una fresa per filettare esegue le filettature muovendosi lungo un percorso circolare mentre avanza in Z per formare l'elica. Poiché l'utensile sta fresando, possiamo correggere le dimensioni con offset anziché cambiare utensile. Se qualcosa si sposta, spesso possiamo ripristinarlo rapidamente.
Propendiamo per la fresatura a filettare anche quando il materiale è tenace, abrasivo o produce trucioli lunghi e fibrosi. L'azione di taglio genera trucioli più corti e in genere riduce il rischio di "rottura di un utensile e perdita del pezzo". Questo è importante quando il pezzo è costoso o ha già subito numerose lavorazioni.
Come formiamo i fili
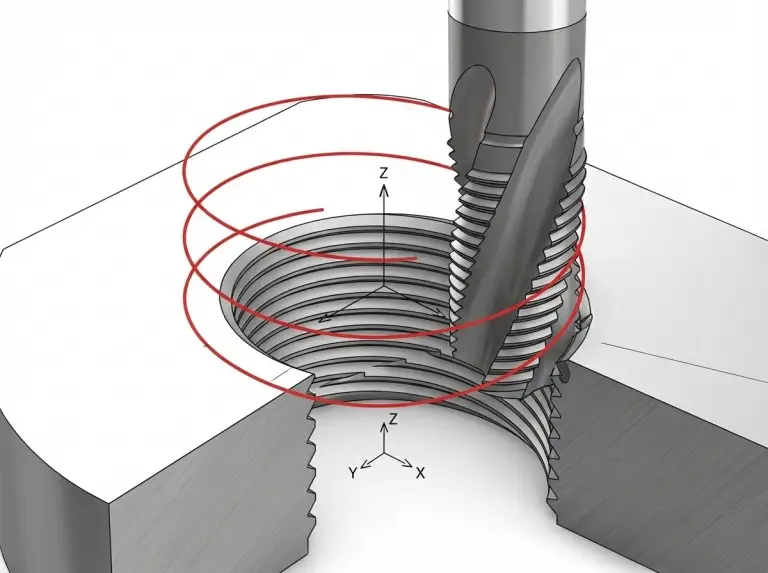
La fresatura a filettare crea filettature attraverso il movimento coordinato dell'utensile, anziché tramite un singolo utensile dedicato. Per prima cosa, creiamo un foro pilota o un alesaggio che lasci spazio per il profilo della filettatura. Quindi, la fresa entra nel foro, si muove radialmente verso il diametro di taglio e segue un percorso circolare salendo o scendendo di un passo per giro.
Questo percorso utensile è il motivo per cui la fresatura di filetti è flessibile. Il passo dell'utensile è importante, ma il diametro del filetto può spesso essere regolato entro un intervallo definito tramite programmazione e offset. Questa flessibilità è anche il motivo per cui la rigidità della macchina e il controllo del runout sono più importanti di quanto molti si aspettino.
Strumenti che selezioniamo
Scegliamo il tipo di fresa per filettare in base al livello di flessibilità richiesto dal lavoro e alla costanza della geometria. Le frese per filettare a profilo completo generano la forma completa del filetto per una specifica dimensione. Sono efficienti e tendono a produrre una geometria di cresta/fondo costante per quella dimensione target.
Le frese per filettare a profilo singolo o a punta singola eseguono la filettatura di un elemento alla volta e possono coprire una gamma più ampia di diametri con lo stesso passo. Sono utili quando si desidera ridurre le scorte o si necessitano di diametri insoliti. Possono richiedere più tempo perché potrebbero richiedere più passate o una strategia diversa per raggiungere la profondità massima.
Il materiale dell'utensile è solitamente il metallo duro per le frese a filettare nelle moderne lavorazioni CNC. Questo di solito significa una maggiore durata e un'usura più prevedibile rispetto a molti maschi standard. Significa anche che il processo risponde in modo ottimale alla qualità del serraggio e alla concentricità dell'utensile.
Controlli di macchine e supporti che eseguiamo
La fresatura di filetti richiede un taglio radiale stabile. Verifichiamo che l'attrezzatura possa resistere alle forze radiali senza vibrazioni, soprattutto nelle leghe più dure. Prestiamo molta attenzione al runout perché influisce direttamente sul diametro effettivo della fresa e sulle dimensioni del filetto.
Verifichiamo anche il gioco, poiché l'utensile deve muoversi lungo un percorso circolare all'interno del foro. Su filettature di piccole dimensioni, il diametro dell'utensile disponibile e il gioco possono diventare un fattore limitante. Quando le filettature sono estremamente piccole, la maschiatura può essere l'opzione praticabile semplicemente a causa della disponibilità dell'utensile e dei vincoli geometrici.
Cos'è il Tapping?
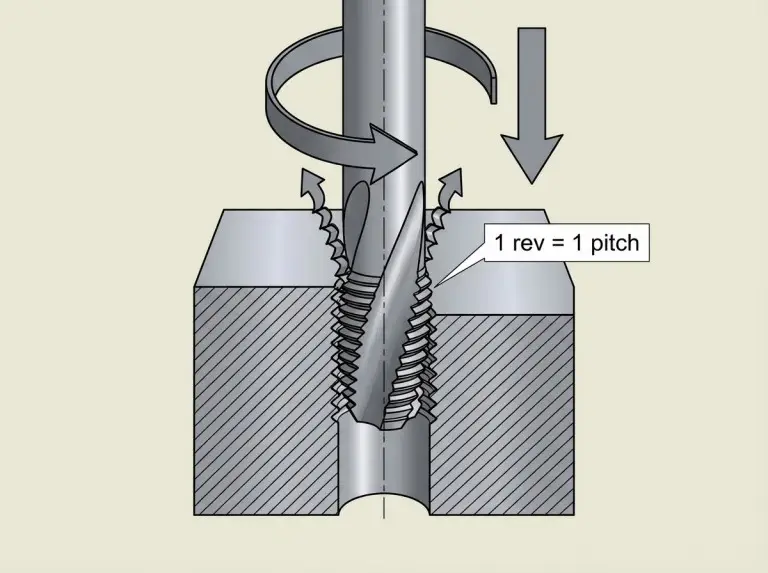
toccando è la nostra prima scelta quando velocità e semplicità sono le massime priorità e la filettatura è standard. Un maschio forma la filettatura in un'unica passata con un utensile che si adatta alla geometria della filettatura. Quando la macchina ha una capacità di maschiatura rigida e l'impostazione è stabile, la maschiatura può essere molto veloce e altamente ripetibile.
Utilizziamo la maschiatura anche quando la filettatura è molto piccola o quando sono necessarie filettature profonde e il materiale e l'evacuazione del truciolo sono gestibili. Per filettature di piccole dimensioni, i maschi sono ampiamente disponibili e spesso più facili da utilizzare rispetto alle piccole frese per filettare.
Come realizziamo i fili?
La maschiatura richiede una sincronizzazione precisa tra rotazione del mandrino e avanzamento. Il maschio deve avanzare esattamente di un passo per giro. Se la macchina non riesce a mantenere stabile questa relazione, il maschio può caricarsi, incepparsi o rompersi.
Poiché l'utensile esegue la filettatura in un unico movimento, la coppia è un fattore determinante. Filettature più grandi e materiali più tenaci aumentano la richiesta di coppia. Quando la coppia si avvicina ai limiti della macchina o l'impostazione è meno stabile, la fresatura di filetti diventa interessante.
Tocca le scelte per lavoro
Selezioniamo stile rubinetto in base al tipo di foro e al comportamento del truciolo. I fori passanti spesso si abbinano bene a maschi che spingono i trucioli in avanti. I fori ciechi spesso richiedono design che estraggono i trucioli, a seconda del materiale e della profondità.
Per alcuni materiali duttili, i maschi a deformazione possono ridurre i problemi di truciolatura perché spostano il materiale anziché tagliarlo. Questo può migliorare l'uniformità del materiale, ma aumenta anche le forze di deformazione e richiede la corretta dimensione del foro pilota. Nei materiali che non si deformano bene, un maschio a deformazione è la soluzione più sicura.
Consideriamo anche la scelta del maschio come specifica del materiale. Le scelte di geometria e rivestimento possono modificare significativamente i risultati, soprattutto con acciai inossidabili e altre leghe "aggressive". Anche con il maschio giusto, lubrificazione e allineamento rimangono fondamentali.
Cosa devono supportare le nostre macchine?
La capacità di maschiatura rigida rappresenta una linea di demarcazione pratica. Se il sistema di controllo e azionamento non riesce a mantenere il moto sincrono, la maschiatura diventa meno affidabile e può richiedere supporti speciali per assorbire le discrepanze. Ciò aggiunge variabili e può ridurre la coerenza.
L'allineamento è importante tanto quanto la capacità di controllo. Qualsiasi disallineamento angolare aumenta il carico laterale sul maschio, aumentando il rischio di rottura e di una filettatura non corretta. Se l'allineamento è difficile da garantire a causa della geometria del pezzo o del fissaggio, la fresatura di filetti può essere la scelta più sicura.
Confronto affiancato
Nei lavori reali, la decisione si riduce solitamente al tempo di ciclo rispetto alla controllabilità, con il valore del pezzo e il rischio di scarto che fanno la differenza. La maschiatura è in genere più veloce per foro, soprattutto quando le filettature sono standard e ripetute più volte. La fresatura di filetti è in genere più tollerante quando è necessario regolare l'adattamento, controllare i trucioli o proteggere un pezzo costoso.
Per rendere tutto questo concreto, valutiamo ogni volta lo stesso insieme di fattori. Manteniamo il confronto focalizzato su risultati misurabili: produttività, carico sul mandrino, controllo delle dimensioni della filettatura, comportamento del truciolo e conseguenze dei guasti dell'utensile.
Tempo di ciclo e produttività
Se un lavoro è dominato dal tempo di filettatura e la filettatura viene ripetuta su molti fori, la maschiatura spesso offre il tempo di ciclo più breve. L'utensile esegue l'intera filettatura in una sola passata. La configurazione e la programmazione sono semplici sulle macchine progettate per la maschiatura rigida.
La fresatura dei filetti richiede generalmente più tempo per filetto perché richiede un movimento circolare e un'elica controllata. La differenza può essere minima su piccole quantità, ma diventa significativa su larga scala. Il punto di svolta dipende dal numero di fori che si stanno realizzando e dalla frequenza con cui è necessario fermarsi per il cambio utensile o per recuperare i maschi rotti.
Coppia/carico del mandrino e limiti pratici delle dimensioni
I maschi richiedono una coppia elevata, che aumenta rapidamente con il diametro del filetto e con i materiali più tenaci. Se il filetto è grande o il materiale è difficile, la maschiatura può sottoporre il mandrino e la trasmissione a sforzi eccessivi, con conseguenti risultati incoerenti o la rottura dell'utensile.
La fresatura di filetti riduce i vincoli di coppia perché rimuove il materiale gradualmente. Questo la rende interessante per filettature più grandi o quando la macchina non è adatta a coppie elevate a basse velocità. I limiti pratici della fresatura di filetti riguardano più spesso la disponibilità dell'utensile, il gioco e la rigidità, piuttosto che la coppia pura e semplice.
Controllo della filettatura e correzione rapida
La fresatura di filettature è efficace quando è necessario regolare l'accoppiamento del filetto. Se una filettatura risulta stretta o allentata, spesso possiamo correggerla regolando gli offset dell'utensile, a condizione che l'utensile e il percorso siano appropriati. Questo riduce i tempi di fermo ed evita di dover stoccare più utensili "vicini" per regolazioni di precisione.
Con la maschiatura, la dimensione della filettatura è per lo più "incorporata" nella geometria del maschio. Se il risultato è fuori tolleranza, la soluzione più comune è cambiare i maschi, includendo variazioni di dimensione, regolare le condizioni di processo o modificare la dimensione del foro. Questo può essere efficiente in una produzione stabile, ma è meno flessibile quando le tolleranze sono strette o si prevedono variazioni.
Controllo dei trucioli, fori ciechi e rischio di scarti
Il controllo del truciolo è uno dei principali fattori di differenziazione pratica. Nei materiali duttili, la maschiatura può generare trucioli lunghi che occludono le scanalature, soprattutto nei fori ciechi più profondi. Ciò aumenta la coppia e il rischio di rottura.
La fresatura di filetti produce in genere trucioli più corti e offre un maggiore controllo sulla loro evacuazione. Questo spesso riduce il rischio in lavorazioni profonde o cieche e può rappresentare l'opzione più sicura quando l'accumulo di trucioli causerebbe lo scarto di un componente di valore elevato. Se il lavoro è soggetto a problemi di truciolatura, consideriamo la fresatura di filetti come uno strumento per la riduzione del rischio.
Durata e prevedibilità dell'utensile (frese in metallo duro rispetto ai comuni materiali per maschi)
La durata dell'utensile dipende dall'utensile specifico, dal materiale e dalle condizioni di taglio, ma la modalità di guasto è importante tanto quanto la durata media. Quando un maschio si rompe in un foro, il recupero può essere difficile e il pezzo potrebbe andare perso. Questo rischio aumenta con materiali tenaci, fori profondi e allineamento marginale.
Anche le frese per filettare possono rompersi, ma le conseguenze sono spesso meno gravi. Poiché l'utensile è più piccolo rispetto al foro e il processo non è incastrato come un maschio, il recupero può essere più facile. Inoltre, l'usura della fresatura per filettare può essere più prevedibile in molte lavorazioni, il che favorisce un controllo di qualità stabile.
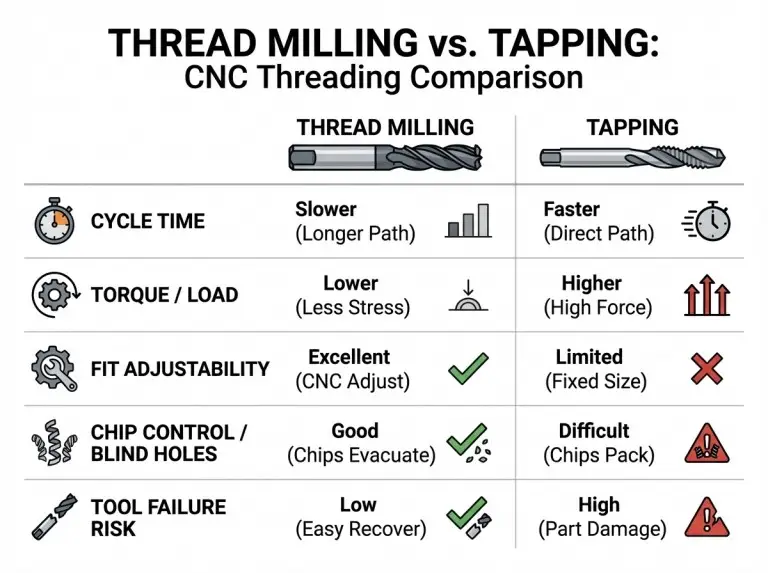
| Fattore decisionale | La fresatura dei filetti tende a vincere | Il tapping tende a vincere |
|---|---|---|
| Capacità di elaborazione | Il mix è elevato, i fori variano o il rischio di rilavorazione è costoso | Lo stesso thread ripetuto in grande quantità |
| Carico della macchina | La coppia è un problema o la filettatura è di materiale grande/resistente | La macchina supporta la maschiatura rigida e il carico è gestibile |
| Controllo della vestibilità | La classe/adattamento del thread necessita di una messa a punto precisa tramite offset | La vestibilità standard è accettabile e stabile |
| Fori ciechi e scheggiature | Il rischio di imballaggio dei chip è elevato o la parte ha un valore elevato | I trucioli vengono evacuati bene e il tipo di foro si adatta al maschio |
| Conseguenza del guasto dell'utensile | Il costo degli scarti è elevato e il recupero è importante | Il rischio di scarto è accettabile e il tempo di attività è la priorità |
Guida alla selezione per vincoli di lavoro
Una scelta affidabile si basa sull'adattamento dei vincoli di lavorazione al metodo, non sulla preferenza dell'utensile. Lo stesso pezzo può spingere verso la maschiatura o la fresatura a seconda del volume, dei requisiti di ispezione e della capacità della macchina. Di seguito sono riportate le regole che utilizziamo più spesso, con le condizioni che possono sostituirle.
In base al comportamento del materiale (durezza, tenacità, trucioli fibrosi)
Se il materiale è tenace, abrasivo o tende a produrre trucioli fibrosi, di solito si inizia con la fresatura di filetti. Il controllo del truciolo e il minor rischio di incuneamento contribuiscono a stabilizzare il processo. Questo è particolarmente vero quando si tratta di fori ciechi.
Se il materiale è più tollerante e l'evacuazione del truciolo è pulita, la maschiatura diventa interessante. I materiali duttili possono comunque essere maschiati con successo, ma il controllo del truciolo deve essere gestito con il giusto tipo di maschio, la giusta lubrificazione e le giuste condizioni del foro.
Per dimensione e profondità del filo (microfiletti, filettature profonde, filettature grandi)
Se la filettatura è estremamente piccola, la maschiatura diventa spesso la scelta pratica, perché i maschi sono ampiamente disponibili e le frese per filettare potrebbero non essere adatte o essere fragili. Per le micro caratteristiche, stabilità e allineamento sono fondamentali, indipendentemente dalla scelta.
Se la filettatura è molto profonda rispetto al diametro, la maschiatura può essere efficiente se l'evacuazione del truciolo è controllata e la macchina riesce a mantenere la sincronizzazione. Se le filettature profonde sono abbinate a materiali tenaci e fori ciechi, la fresatura di filetti spesso riduce il rischio, anche se il tempo ciclo aumenta.
Se la filettatura è grande, la fresatura dei filetti può evitare limitazioni di coppia e ridurre il rischio di rottura. Il gioco e il diametro dell'utensile devono comunque essere controllati, ma è meno probabile che la coppia sia il fattore limitante.
Per volume di produzione (alto mix/basso volume vs alto volume)
Per produzioni ad alto volume con caratteristiche di filettatura identiche, la maschiatura è spesso il metodo più efficiente. Il vantaggio del tempo ciclo per foro tende a prevalere. La strategia di attrezzaggio è semplice una volta che il processo è stabile.
Per lavorazioni con elevata variabilità o frequenti cambi di produzione, la fresatura di filetti spesso riduce le scorte di utensili e i tempi di attrezzaggio. Un unico utensile può coprire più misure all'interno di una famiglia di passi e le regolazioni di adattamento sono più rapide. Questo è il motivo per cui molti prototipi e lavori a basso volume tendono a ricorrere alla fresatura di filetti.
In base alla tolleranza e all'adattamento funzionale (calibrazione, classe, esigenze di regolazione)
Se la filettatura deve soddisfare un accoppiamento funzionale preciso e si prevedono modifiche, la fresatura dei filetti è solitamente la scelta più sicura. La correzione basata sull'offset è rapida e riduce i tempi di fermo. Questo è prezioso quando le filettature devono avere un calibro costante in piccoli lotti.
Se la filettatura è standard e la classe di accoppiamento consente variazioni tipiche, la maschiatura è spesso sufficiente e più rapida. La chiave è la stabilità: dimensioni del foro costanti, buon allineamento e lubrificazione adeguata.
In base alla capacità dell'attrezzatura (maschiatura rigida, velocità del mandrino, qualità del supporto)
Se la macchina supporta la maschiatura rigida e mantiene la sincronizzazione in modo affidabile, la maschiatura diventa un'opzione valida. Senza la maschiatura rigida, il processo può comunque funzionare, ma aggiunge variabili che possono ridurre la coerenza.
Per la fresatura di filettature, la macchina deve essere stabile e il portautensile deve controllare l'eccentricità. Se il controllo dell'eccentricità è inadeguato, le dimensioni della filettatura possono variare e la finitura può risentirne. Quando la qualità del portautensile è limitata, la maschiatura può effettivamente produrre filettature più uniformi, se la macchina la supporta.
Controllo di qualità e rischio
La qualità della filettatura è controllata più da principi fondamentali che da slogan. Trattiamo la stabilità di installazione, la preparazione del foro, il serraggio degli utensili e il flusso di lavoro di ispezione come un unico sistema. Quando una filettatura si rompe, la causa principale è spesso a monte: dimensioni del foro errate, allineamento inadeguato, scarsa evacuazione del truciolo o serraggio instabile.
Di seguito sono riportati i controlli che applichiamo alla maggior parte dei lavori, indipendentemente dal metodo.
Controllo del serraggio degli utensili e della scentratura
Per la fresatura di filettature, il controllo della scentratura è una priorità. Una scentratura eccessiva altera l'effettivo ingaggio della fresa e può variare la dimensione del filetto. Può anche aumentare l'usura dell'utensile e degradare la finitura superficiale.
Evitiamo inoltre supporti marginali che consentono micromovimenti sotto carico radiale. Un supporto stabile riduce le vibrazioni e favorisce una forma uniforme della filettatura. Nella fresatura di leghe temprate o tenaci, questa stabilità diventa ancora più importante.
Strategia di lubrificazione/refrigerazione per metodo
La maschiatura trae vantaggio da una lubrificazione efficace, poiché l'utensile è a pieno contatto e l'attrito è elevato. Una lubrificazione inadeguata può causare grippaggi, rotture e rotture dei filetti. Selezioniamo i fluidi da taglio in base al materiale e al tipo di maschio e manteniamo il processo costante.
La fresatura di filettature spesso trae vantaggio da un flusso di refrigerante pulito per evacuare i trucioli e controllare il calore. L'obiettivo è ottenere condizioni di taglio stabili e un'usura prevedibile. L'approccio esatto dipende dal materiale e dal sistema di raffreddamento dell'officina, ma la costanza è fondamentale.
Movimenti di entrata/uscita per proteggere i primi fili e bordi
Le prime filettature sono il punto in cui si manifestano molti problemi di qualità. Un ingresso non corretto può produrre sbavature, creste strappate o filettature di imbocco distorte che compromettono il calibro. Utilizziamo strategie di ingresso e uscita controllate, appropriate al metodo.
Per la maschiatura, l'allineamento e la corretta preparazione del foro proteggono i primi filetti. Per la fresatura dei filetti, un approccio e un'uscita stabili riducono le bave e proteggono i filetti superiori. Se il pezzo ha pareti sottili, prestiamo particolare attenzione a flessioni e distorsioni.
Flusso di lavoro di misurazione e passaggi di correzione che applichiamo rapidamente
L'ispezione chiude il ciclo. Confermiamo il metodo e le impostazioni in base al calibro o all'approccio di misurazione richiesto, quindi blocchiamo il processo. Quando qualcosa devia, vogliamo un percorso di correzione rapido e prevedibile.
La fresatura di filetti spesso consente correzioni tramite modifiche dell'offset. Le correzioni della maschiatura spesso comportano cambi di utensile, regolazioni del foro o modifiche di lubrificazione/parametri. Il flusso di lavoro migliore è quello che riduce al minimo i tempi di fermo macchina, proteggendo al contempo il pezzo.
Se uno strumento si rompe: probabilità di recupero e percorso di recupero più sicuro
Se un maschio si rompe, il rischio di perdere il pezzo è maggiore. Non è sempre vero, ma è abbastanza comune da considerarlo un fattore di pianificazione. Più profondo è il foro e più resistente è il materiale, maggiore è il rischio.
Se una fresa a filettare si rompe, il recupero può essere più semplice in molti casi, ma dipende comunque dalla geometria e dal tipo di guasto. La conclusione pratica è quella di adattare il metodo al valore del componente e al costo di un guasto. Per i componenti costosi, preferiamo metodi che riducano i guasti catastrofici.
Conclusione
Il metodo migliore è quello che soddisfa i requisiti di filettatura con il rischio complessivo più basso e il tempo di ciclo più adatto al modello di produzione. In Yonglihao Machinery, utilizziamo in genere la maschiatura per filettature interne standard ad alto volume, dove la velocità è fondamentale e la macchina supporta la maschiatura rigida. Utilizziamo in genere la fresatura di filettature quando il controllo dell'accoppiamento, il controllo del truciolo o il valore del pezzo rendono la regolabilità e il recupero più importanti della velocità pura.
Se condividi il tuo materiale, la dimensione e la profondità della filettatura, il tipo di foro e il volume di destinazione, possiamo consigliarti la strategia di filettatura più stabile per il tuo progetto di lavorazione CNC. Come servizio di lavorazione CNC fornitore, applichiamo le stesse regole di selezione per garantire la corretta misura dei fili dal prototipo alla produzione. Il nostro obiettivo è semplice: fili che abbiano una misura corretta, ripetibile e nei tempi previsti.
Domande frequenti
Qual è la differenza principale tra fresatura e maschiatura?
La fresatura a filettare esegue i filetti con un percorso utensile elicoidale, mentre la maschiatura realizza il filetto completo in un'unica passata utilizzando un maschio dedicato. La fresatura è più adattabile e spesso più sicura su pezzi di valore elevato. La maschiatura è generalmente più rapida e semplice quando il filetto è standard e la macchina supporta la maschiatura rigida.
Quale metodo è migliore per i fori ciechi?
La fresatura di filetti è spesso più sicura nei fori ciechi, quando esiste il rischio di intasamento dei trucioli. In genere produce trucioli più corti e consente un'evacuazione più controllata. La maschiatura può comunque funzionare bene nei fori ciechi, ma richiede il tipo di maschio corretto e una lubrificazione costante per evitare inceppamenti e rotture.
La fresatura di filettature può creare filettature esterne?
Sì, la fresatura di filetti può creare filettature interne o esterne, a condizione che il percorso utensile e la geometria lo consentano. La maschiatura è principalmente un metodo di filettatura interna nella pratica comune delle macchine CNC. Se si necessitano filettature esterne con lo stesso approccio generale, la fresatura è solitamente l'opzione più flessibile.
Quando dovrei scegliere la maschiatura anche se è disponibile la fresatura dei filetti?
Scegli la maschiatura quando hai bisogno della massima produttività su filettature standard ripetute e la tua macchina può eseguire maschiature rigide in modo affidabile. La maschiatura è spesso la scelta pratica anche per filettature di dimensioni molto piccole, dove le frese per filettare possono essere limitate da gioco o disponibilità. La chiave è la stabilità delle dimensioni del foro e dell'allineamento.
Come si regola la dimensione del filo se è fuori tolleranza?
Con la fresatura di filetti, la dimensione del filetto può spesso essere corretta tramite piccole regolazioni dell'offset, il che è rapido e riduce i tempi di fermo. Con la maschiatura, le correzioni richiedono solitamente il passaggio a una variante di dimensione del maschio diversa o la regolazione delle dimensioni del foro e delle condizioni di processo. In entrambi i casi, la correzione deve corrispondere al metodo di ispezione utilizzato.
Una macchina CNC può eseguire sia la fresatura che la maschiatura?
Sì, molte macchine CNC possono fare entrambe le cose, ma la capacità è importante. La maschiatura trae vantaggio da funzioni di maschiatura rigide e da una sincronizzazione stabile. La fresatura di filetti beneficia di una buona rigidità, del controllo del runout e della capacità di eseguire un'interpolazione elicoidale coerente.



