

La pianificazione della fresatura semplice funziona al meglio quando si definiscono l'ingranamento dei denti, la superficie piana di destinazione e la rigidità di configurazione prima di scegliere una fresa. La fresatura semplice viene utilizzata quando è necessario dimensionare un piano ampio come superficie funzionale o come riferimento per le fasi successive. Tuttavia, questa operazione diventa imprevedibile se i team confondono i termini, saltano i controlli di allineamento o scelgono una direzione di taglio senza considerare il gioco e la forza di serraggio.
Questo articolo si concentra sulla fresatura semplice come metodo periferico per la realizzazione di superfici piane. Analizziamo la terminologia, chiariamo i malintesi che portano a scelte sbagliate e analizziamo i compromessi che guidano le decisioni relative a fresa e configurazione. Forniamo anche tabelle di verifica e mappatura dei difetti. Questo vi aiuterà a rivedere e ripetere il processo invece di limitarvi a "regolarlo a sensazione".“
Definizione di fresatura semplice
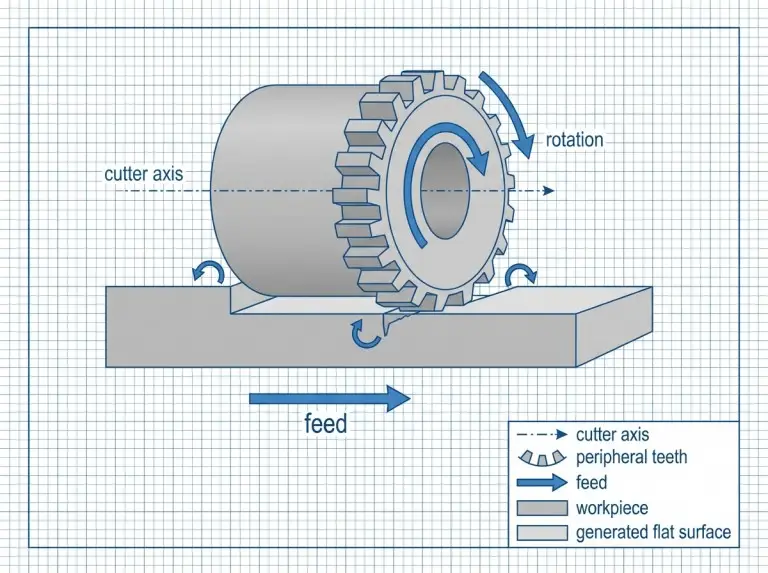
La fresatura in piano è un'operazione periferica. Crea una superficie piana con l'asse della fresa parallelo al piano lavorato. Molte officine la chiamano anche fresatura a lastra. A volte, il termine "fresatura superficiale" viene usato in modo improprio. Per questo motivo, è necessario definire il processo in base all'impegno della fresa, non solo all'etichetta. Consideriamo la fresatura in piano come un taglio a lunga corsa con denti periferici. Dà priorità alla formazione stabile del truciolo su un'ampia area.
Utilizzare la fresatura semplice per creare una superficie ampia e piana. Questa superficie può fungere da riferimento, da faccia di contatto o da piano a spessore controllato. Non è la scelta migliore per tasche, cavità o contorni complessi. Queste feature richiedono utensili e percorsi diversi. Un piano di processo rimane chiaro quando il cursore indica la relazione tra asse e superficie, il tipo di accoppiamento e il ruolo della superficie.
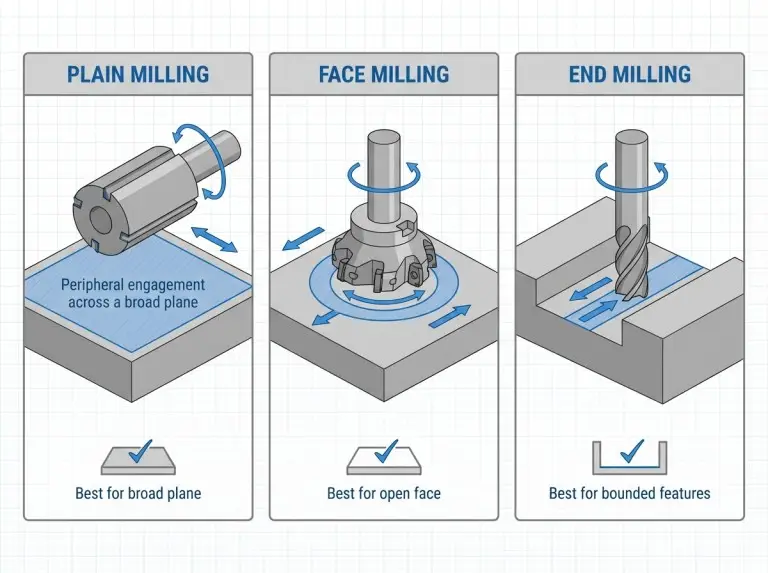
Sia la fresatura semplice che quella frontale creano superfici piane, ma funzionano in modo diverso. La fresatura semplice solitamente taglia perpendicolarmente all'asse dell'utensile. La fresatura semplice taglia parallelamente. Questo modifica l'arco di contatto, la coppia richiesta e la struttura superficiale. Anche la fresatura frontale può creare superfici piane. Tuttavia, in genere si sceglie la fresatura frontale quando caratteristiche come pareti o tasche limitano la superficie, o quando l'accesso è limitato.
Termini di fresatura semplice: allineamento di lastre e superfici
Fresatura piana e fresatura per lastre si riferiscono solitamente alla stessa famiglia di operazioni. "Fresatura di superfici" può essere un termine vago. Potrebbe significare "realizzazione di una superficie" o essere un sinonimo di fresatura per lastre. Verificate sempre cosa si intende. In caso di dubbio, descrivetela come "fresatura piana a denti periferici con l'asse dell'utensile parallelo alla superficie".“
Fresatura piana vs. fresatura frontale: superfici piane e copertura della larghezza
La fresatura semplice è una buona opzione quando è possibile lavorare in modo efficiente un piano ampio con un supporto stabile. La fresatura frontale è spesso migliore quando l'impostazione favorisce un approccio perpendicolare all'asse o quando è necessario un modello di finitura specifico. La scelta giusta dipende dall'apertura del pezzo, dalla portata della fresa e dalla rigidità.
Fresatura semplice vs fresatura frontale: oltre i piani ampi
La fresatura semplice funziona meglio quando la fresa ha un percorso libero con un innesto costante. Fresatura finale È pratico quando sporgenze, pareti o bordi interrotti bloccano una fresa periferica larga. Per sicurezza, verificare prima l'accesso e la stabilità. Quindi, decidere se la fresatura semplice è adatta alla geometria del pezzo e alle esigenze di ispezione.
Ulteriori letture:Differenza tra fresatura frontale e fresatura frontale
Idee sbagliate sulla fresatura semplice: rischi di rilavorazione e scarti
I problemi di qualità spesso derivano da scorciatoie. Queste scorciatoie ignorano le meccaniche di ingaggio e i limiti di configurazione. I team spesso danno per scontato che "qualsiasi superficie piana" significhi che la fresatura frontale sia l'unica soluzione corretta. Questo crea aspettative discordanti per utensili, bave e texture. Un altro errore è pensare che la velocità del mandrino possa risolvere il problema delle vibrazioni. Spesso, la vera causa è la rigidità, l'eccentricità o un supporto inadeguato.
Un terzo errore è credere di poter risolvere gratuitamente i problemi di impostazione dopo una prima passata impegnativa. La fresatura semplice carica il pezzo in lavorazione in una sola direzione per una lunga corsa. Un serraggio debole può causare movimenti, conicità o bande di vibrazione. Questi sono costosi da rimuovere. Un approccio migliore è verificare prima l'allineamento e l'eccentricità. Quindi, iniziare con una passata controllata per verificare la stabilità.
“L'idea sbagliata "Qualsiasi superficie piana equivale a fresatura frontale"
Una superficie piana è un risultato, non una definizione di processo. Sia la fresatura semplice che quella frontale possono raggiungere la planarità. Tuttavia, l'impegno dei denti e le direzioni della forza differiscono. Verifica la tua scelta in base al ruolo della superficie, ai limiti di accesso e alle texture accettabili.
Ulteriori correzioni RPM per l'equivoco Chatter
Le vibrazioni sono dovute principalmente alla stabilità, non alla velocità. Modificare la velocità del mandrino potrebbe allontanare un taglio dalla risonanza. Ma la velocità può anche aumentare il calore e peggiorare le vibrazioni se lo spessore del truciolo e il supporto sono instabili. Verificare la sporgenza dell'utensile, la rigidità di montaggio e la larghezza di innesto prima di modificare le variabili di velocità e avanzamento.
Correzioni di installazione dopo l'equivoco del primo passaggio
Una prima passata pesante può bloccare distorsioni o vibrazioni. La superficie potrebbe apparire "a vista", ma il pezzo potrebbe perdere margine di spessore. Potrebbe essere necessaria una rilavorazione che interrompe il piano. Una prima passata controllata è il modo più sicuro per aumentare la rimozione del materiale.
Selezione della fresa: impostazione e parametri nella fresatura semplice
La scelta della fresa semplice funziona solo se si collegano geometria e montaggio alla rigidità, alla formazione del truciolo e al ruolo della superficie. Larghezza della fresa, passo dei denti, elica e numero di denti influiscono sulla forza di taglio e sul rischio di vibrazioni. Il montaggio è fondamentale. Le frese periferiche amplificano la concentricità sulle lunghe corse.
Le guide pratiche spesso raggruppano le frese piane in due categorie: per impieghi gravosi, per la rimozione del materiale, e per impieghi leggeri, per un migliore controllo della finitura. Questa distinzione non promette risultati. Verifica la tua scelta con i dati del produttore di utensili e la capacità della macchina. Confronta la stabilità dell'innesto, il margine di coppia e le aspettative di finitura superficiale.
La tabella seguente riassume la logica decisionale.
|
Punto di decisione |
Cosa confrontare |
Cosa verificare prima di impegnarsi |
|---|---|---|
|
Taglierina per impieghi gravosi vs. taglierina per impieghi leggeri |
Distanza tra i denti e rimozione del materiale rispetto al controllo della finitura |
Evacuazione del truciolo, margine di coppia e stabilità |
|
Supporto in stile arbor vs solo supporto |
Rigidità del supporto rispetto ai vincoli di accesso |
Sporgenza, lunghezza dello sbalzo e sede dell'interfaccia |
|
Salita vs direzione convenzionale |
Direzione della forza, orientamento della bava e gioco |
Rischio di contraccolpo, direzione del morsetto e supporto di uscita |
|
Coinvolgimento più ampio vs più piccolo |
Conteggio delle passate rispetto alla forza di taglio e al margine di vibrazione |
Stabilità durante il superamento del test e gestione del calore |
Intento grezzo vs. finitura
Le frese per asportazione pesante utilizzano meno innesti per giro. Le frese per il controllo della superficie utilizzano più innesti. Si basano su uno spessore del truciolo stabile piuttosto che sulla forza bruta. Verificare l'intento rispetto agli standard di materiale, rigidità e ispezione.
Configurazioni montate su albero
Le configurazioni orizzontali supportate da alberi offrono un solido supporto per frese larghe se l'allineamento è controllato. Anche gli adattamenti CNC funzionano, ma è necessario verificare la rigidità dell'interfaccia del mandrino e l'eccentricità sotto carico. Considerate il montaggio come una variabile che potete controllare. L'eccentricità spesso determina motivi superficiali ripetuti.
Selezione della direzione di taglio
La fresatura concorde può ridurre lo sfregamento e garantire una finitura stabile. Questo metodo funziona quando le condizioni della macchina e il serraggio controllano il taglio. La fresatura convenzionale è più sicura quando il gioco potrebbe trascinare il pezzo nella fresa. Scegliete la direzione più adatta alla vostra macchina, alla forza di serraggio e alla tolleranza delle bave.
Compromessi dei parametri
Considerare l'avanzamento, la velocità e l'impegno come un problema di formazione e stabilità del truciolo. Uno spessore del truciolo troppo basso può aumentare lo sfregamento e i taglienti di riporto. Questo compromette la finitura e usura l'utensile. Un impegno eccessivo può sovraccaricare l'attrezzatura e causare vibrazioni. Ridurre l'impegno è spesso la prima soluzione più pulita.
Ulteriori letture:Come selezionare gli utensili da taglio per la lavorazione CNC?
Prevenzione dei difetti nella fresatura semplice
I risultati migliorano quando i controlli di configurazione prendono di mira modalità di guasto note. Un piano fresato semplice diventa spesso un riferimento per le fasi successive. Un piano di riferimento difettoso causa errori in seguito. La verifica è più rapida della rilavorazione.
Utilizzare la checklist riportata di seguito prima e durante il primo passaggio.
|
Cosa verificare |
Perché l'assegno è importante |
Che aspetto ha il “bene” |
|---|---|---|
|
Supporto del pezzo in lavorazione |
Le forze lunghe possono piegare sezioni sottili |
I punti di supporto impediscono la flessione lungo l'intera corsa |
|
Direzione del morsetto |
La direzione della forza cambia con la direzione del taglio |
I morsetti resistono alla forza senza causare distorsioni |
|
Dato e parallelismo |
La planarità dipende dal corretto riferimento |
Le superfici di riferimento sono pulite, posizionate e allineate |
|
Seduta del cutter |
Piccoli errori di posizionamento diventano segni ricorrenti |
Le superfici di appoggio sono pulite prima del serraggio |
|
Esaurimento alla periferia |
La fuoriuscita provoca un carico e delle linee irregolari |
Il runout viene misurato e corretto |
|
Sporgenza dell'utensile |
La sporgenza aumenta il rischio di vibrazioni |
La sporgenza è ridotta al minimo entro certi limiti |
|
Evacuazione dei trucioli |
Il taglio ripetuto dei trucioli crea rischio di ustioni |
I trucioli vengono rimossi in modo affidabile; il raffreddamento si adatta al materiale |
|
Convalida del primo passaggio |
Un test superato rivela la stabilità in modo sicuro |
Il primo passaggio funziona senza vibrazioni o texture anomale |
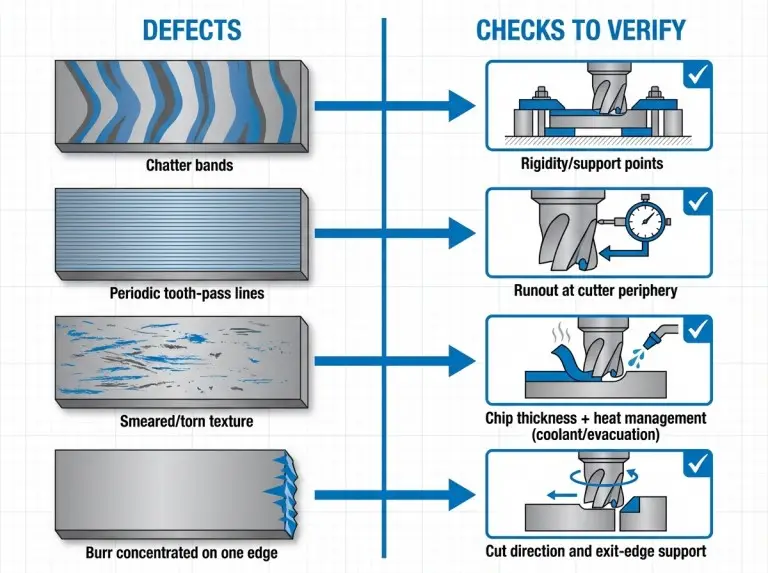
La diagnosi dei difetti è più rapida quando si associano i sintomi alle cause probabili. Questo evita di modificare le variabili in modo casuale. Modificare una leva di stabilità alla volta e verificarne l'effetto.
|
Sintomo |
Categoria di probabile causa |
Prime azioni di verifica da intraprendere |
|---|---|---|
|
Gruppi di chiacchiere |
Margine di rigidità o risonanza |
Verificare il supporto/bloccaggio, ridurre la sporgenza o l'innesto |
|
Linee periodiche |
Scorrimento o carico irregolare dei denti |
Controllare la sede, misurare l'eccentricità, verificare le condizioni della fresa |
|
Texture spalmata |
Sfregamento, bordo accumulato o calore |
Verificare lo spessore del truciolo, il refrigerante e le condizioni del bordo |
|
Sbavature su un bordo |
Condizione del bordo di uscita e direzione di taglio |
Verificare la salita rispetto al convenzionale, il supporto di uscita e l'alimentazione |
|
Dimensione deriva o conicità |
Movimento o distorsione del pezzo in lavorazione |
Verificare la distorsione del morsetto, il modello di supporto e il dato |
Conclusione
A Yonglihao Machinery, Crediamo che risultati affidabili derivino da verifiche rigorose. Trattiamo ogni operazione di fresatura semplice come un piano ripetibile e documentato, adattando l'impegno della fresa, la rigidità e la direzione di taglio direttamente ai requisiti specifici del vostro progetto.
Quando gestiamo il tuo fresatura cnc personalizzata esigenze, il nostro processo è chiaro: definiamo i parametri, verifichiamo l'eccentricità e convalidiamo la stabilità con un test superato. Se il vostro pezzo richiede una superficie piana che funga da piano di riferimento critico, utilizziamo le nostre tabelle di verifica come un rigoroso controllo di qualità. Combinando i vostri requisiti di disegno con i nostri vincoli di configurazione, rendiamo la fresatura piana prevedibile, precisa e di alta qualità come parte del nostro servizi di lavorazione CNC per ogni prototipo che realizziamo.
Domande frequenti
Qual è la differenza tra fresatura semplice e fresatura frontale?
Tagli di fresatura semplice con l'asse dell'utensile parallelo alla superficie. Tagli di fresatura frontale con l'asse perpendicolare. Verifica la tua scelta in base all'accesso, alla stabilità e alla texture richiesta. In caso di dubbi, specifica i termini di ingaggio anziché limitarti a dire "fronteggiamento".“
La fresatura semplice è la stessa cosa della fresatura di lastre o della fresatura di superfici?
Fresatura semplice e fresatura di lastre di solito descrivono la stessa operazione. "Fresatura di superfici" può essere ambiguo. Verificate il significato corretto indicando l'orientamento dell'asse della fresa. Assicuratevi che i denti periferici siano i taglienti primari. Un linguaggio chiaro evita confusione durante l'ispezione.
Quando è opportuno scegliere la fresatura a saliscendi rispetto a quella convenzionale nella fresatura piana?
Scegliete la fresatura concorde quando il rischio di gioco è basso e avete bisogno di un taglio stabile. Scegliete la fresatura convenzionale se il gioco potrebbe trascinare il pezzo nella fresa. Verificate la vostra scelta in base alle condizioni della macchina, alla direzione di serraggio e alla tolleranza delle bave sul bordo di uscita.
Quali controlli di configurazione sono più importanti prima del primo passaggio?
L'affidabilità dipende dal supporto del pezzo in lavorazione e dalla stabilità del serraggio su tutta la lunghezza. Successivamente, verificare il montaggio e l'eccentricità della fresa. L'eccentricità causa segni superficiali e carichi irregolari. Eseguire una convalida controllata per confermare la stabilità prima di aumentare l'impegno.
Quali sono solitamente le cause delle vibrazioni o della scarsa finitura superficiale nella fresatura semplice?
Le vibrazioni solitamente indicano scarsa rigidità, eccessiva sporgenza o cattivo innesto. Una finitura scadente può essere causata da eccentricità, sfregamento (basso spessore del truciolo) o calore. Risolvere il problema verificando prima il montaggio e il supporto. Quindi regolare l'innesto e la formazione del truciolo. Non modificare troppi parametri contemporaneamente.



