


Biaya per jam untuk proses milling CNC menjadi sangat penting ketika Anda mengaitkan tarif tersebut dengan ruang lingkup pekerjaan yang jelas dan waktu siklus yang terukur. Banyak tim memperlakukan angka per jam hanya sebagai label harga. Namun, angka yang bermakna adalah total biaya. Biaya Pemesinan CNC Untuk mengirimkan suku cadang yang diterima... Kami memisahkan tarif per jam, pengaturan, dan faktor risiko sehingga kami dapat membuat anggaran, penawaran, dan memvalidasi keputusan dengan lebih sedikit pekerjaan ulang.
Manajer pengadaan menginginkan anggaran RFQ yang dapat dipertanggungjawabkan, sementara pemilik bengkel menginginkan tarif mesin yang menguntungkan. Para insinyur sering ingin mengubah fitur dan melihat dampak biayanya sebelum merilis gambar. Kami menggunakan satu model bersama yang menghubungkan tarif per jam dengan pengaturan, verifikasi, dan layanan eksternal. Hal ini memungkinkan semua orang untuk membuat keputusan menggunakan definisi yang sama.
Definisikan biaya penggilingan CNC per jam sebagai dua angka yang berbeda.
Biaya per jam untuk penggilingan CNC memiliki dua arti: biaya operasional mesin internal dan tarif bengkel yang dapat ditagihkan secara eksternal. Biaya operasional internal mencakup pengeluaran bengkel untuk menjaga agar mesin penggiling tetap berproduksi. Ini termasuk penyusutan, utilitas, pemeliharaan, dan bahan habis pakai. Biaya operasional internal biasanya tidak termasuk gaji insinyur, biaya overhead administrasi, dan biaya umum dan administrasi perusahaan, yang justru dipulihkan dalam tarif yang dapat ditagihkan oleh bengkel. Tarif bengkel yang dapat ditagihkan menambahkan tenaga kerja terampil, waktu insinyur, aktivitas kualitas, dan biaya overhead fasilitas, ditambah margin yang dibutuhkan untuk tetap beroperasi.
Biaya internal per jam membantu perencanaan bengkel, tetapi tidak memprediksi tagihan Anda. Tarif bengkel yang dapat ditagih adalah yang dilihat oleh bagian pengadaan, tetapi dapat menyembunyikan biaya penyiapan dan tenaga kerja non-pemotongan jika penawaran tidak dirinci. Kami mengklarifikasi tarif mana yang sedang kita bahas sebelum membandingkannya. Layanan penggilingan CNC pemasok atau mencoba mengoptimalkan desain.
Cara sederhana untuk menjaga definisi tetap jelas adalah dengan memisahkan "biaya operasional" dari "biaya penawaran". Biaya operasional terakumulasi saat spindel menghasilkan serpihan. Ini termasuk daya, cairan pendingin, dan komponen aus yang meningkat seiring waktu operasional. Beberapa bengkel juga memasukkan waktu operator di mesin ke dalam biaya operasional, sementara pemrograman di luar mesin dan pekerjaan administratif diperlakukan sebagai kategori biaya terpisah. Biaya penawaran adalah biaya yang Anda bayarkan untuk mengubah gambar menjadi suku cadang yang diterima. Ini termasuk pemrograman, pengaturan, inspeksi, dan waktu antrian yang disebabkan oleh pemrosesan eksternal.
Apa yang biasanya termasuk dalam setiap definisi?
Model biaya menjadi stabil ketika kita memetakan setiap item biaya ke kategori yang tepat. Item biaya operasional biasanya mencakup penyusutan, perawatan terencana, listrik, cairan pendingin, udara tekan, dan keausan peralatan yang umum terjadi seiring dengan waktu pengoperasian. Item penawaran dan pengiriman biasanya mencakup pemrograman, pengaturan, siklus pengujian, pemeriksaan prototipe pertama, penghilangan gerinda, pengemasan, pengiriman, dan dokumentasi apa pun yang diperlukan untuk penerimaan.
Biaya operasional bisnis biasanya meliputi sewa fasilitas, asuransi, kalibrasi, metrologi, lisensi perangkat lunak, serta penjadwalan dan administrasi. Kami menggunakan pemetaan ini untuk mencegah penghitungan ganda. Ini juga membantu kami mendeteksi penawaran yang menyembunyikan biaya pengaturan dan inspeksi dalam satu harga gabungan.
Tolok ukur untuk tarif per jam penggilingan CNC dan mengapa rentangnya saling bertentangan.
Tarif per jam untuk penggilingan CNC sangat bervariasi karena berbagai sumber menggabungkan biaya mesin, tarif bengkel, dan risiko suku cadang menjadi satu label. Beberapa panduan biaya menyebutkan angka per jam yang lebih rendah untuk penggilingan 3 sumbu dasar ketika mereka menjelaskan asumsi biaya peralatan dan operasional. Panduan lain menyebutkan angka yang lebih tinggi karena mereka menjelaskan tarif penagihan yang berlaku untuk pelanggan. Ini termasuk rekayasa, inspeksi, dan biaya overhead. Tolok ukur publik untuk tarif bengkel 3 sumbu di AS umumnya berada di kisaran 40–120 USD per jam tergantung pada kemampuan, wilayah, dan apa yang termasuk, sementara penggilingan 5 sumbu sering muncul di kisaran 100–200 USD per jam atau lebih untuk pekerjaan yang kompleks.
Patokan praktisnya adalah mengharapkan tarif per jam yang lebih tinggi seiring meningkatnya jumlah sumbu, kekakuan, dan permintaan verifikasi. Panduan pasar umumnya menempatkan penggilingan 3 sumbu di rentang bawah, penggilingan 4 sumbu di rentang tengah, dan penggilingan 5 sumbu di rentang atas. Pekerjaan khusus atau pekerjaan yang sangat penting terkait jadwal berada di luar rentang tersebut. Pembuatan Perhiasan dengan Mesin CNC Seringkali termasuk dalam kategori khusus ini karena detail halus dan ekspektasi hasil akhir permukaan dapat mendorong waktu penyiapan dan verifikasi tambahan. Kami memperlakukan setiap "tingkat tipikal" sebagai hipotesis awal. Kemudian kami memverifikasi pendorong sebenarnya: berapa jam kerja yang dibayar yang dibutuhkan untuk menghasilkan suku cadang yang diterima.
Kisaran biaya per jam juga berbeda karena beberapa artikel berfokus pada "biaya pengoperasian mesin CNC per jam," bukan "tarif penagihan bengkel per jam." Rincian biaya pengoperasian mungkin hanya menunjukkan listrik, cairan pendingin, dan keausan alat. Tarif penagihan mungkin mencakup operator, pemrograman CAM, dan sumber daya inspeksi. Kami mencegah kebingungan dengan menuliskan jenis tarif di samping setiap angka yang digunakan dalam penganggaran.

Cara realistis untuk menggunakan rentang yang dipublikasikan
Tolok ukur yang dipublikasikan berguna ketika kita menggunakannya sebagai pembatas, bukan sebagai jaminan. Kami membandingkan penawaran Anda dengan tiga rentang referensi: biaya operasional, tarif bengkel yang dapat ditagih dasar, dan tarif bengkel berisiko tinggi yang dapat ditagih. Kemudian kami memverifikasi rentang mana yang sesuai dengan toleransi, material, dan batasan pengiriman Anda.
Yang menentukan tarif per jam: mesin, tenaga kerja, peralatan, dan biaya operasional.
Biaya per jam mesin milling CNC merupakan gabungan dari berbagai biaya yang berperilaku berbeda di bawah beban kerja. Biaya kepemilikan mesin bergantung pada harga pembelian, perkiraan umur pakai, pembiayaan, dan jam kerja spindel tahunan. Pemanfaatan yang kurang optimal dapat secara diam-diam meningkatkan biaya per jam yang sebenarnya. Banyak bengkel komersial merencanakan sekitar 1.500–3.000 jam kerja spindel berbayar per mesin per tahun, tetapi pemanfaatan aktual sangat bervariasi tergantung pada jenis pekerjaan dan pola shift. Biaya perawatan meliputi pemeriksaan pencegahan, pemulihan akurasi, dan kejadian waktu henti yang tidak direncanakan yang mengganggu jadwal.
Metode penetapan harga mesin yang umum digunakan membagi harga pembelian mesin ke dalam perkiraan umur pakai dan target jumlah jam pemotongan tahunan. Banyak panduan biaya mengasumsikan ribuan jam penggunaan tahunan untuk peralatan CNC komersial. Ini berarti bengkel yang menjalankan lebih sedikit jam kerja yang dapat ditagih harus mengenakan biaya lebih tinggi per jam untuk memulihkan investasi yang sama. Kami mengajukan satu pertanyaan langsung sebelum mempercayai angka per jam apa pun: “Berapa banyak jam kerja spindel yang dibayar yang sebenarnya dicapai bengkel tersebut per tahun?”
Biaya utilitas dan perlengkapan bengkel biasanya terlihat kecil per jam, tetapi dapat diprediksi dan harus diperhitungkan. Banyak rincian biaya operasional memodelkan penggunaan daya dalam kisaran satu digit hingga belasan kilowatt per jam, tergantung pada kelas mesin. Misalnya, mesin milling vertikal dapat menggunakan daya sekitar 10–20 kW saat beroperasi, yang seringkali hanya beberapa dolar per jam operasi dengan harga listrik khas Amerika Utara. Biaya tersebut juga mencakup biaya pendingin dan cairan yang meningkat seiring dengan waktu operasi. Kami memasukkan item-item ini karena memengaruhi operasi jangka panjang dan membantu menjelaskan mengapa wilayah dengan harga listrik yang lebih murah dapat menetapkan harga yang berbeda.
Biaya perkakas bukan hanya harga mata bor. Biaya tersebut mencakup keausan, risiko kerusakan, kondisi dudukan pahat, siklus pengujian, dan waktu yang dihabiskan untuk mengganti pahat atau memperbaiki offset. Kami mencegah kejutan terkait perkakas dengan mencocokkan geometri dan lapisan pemotong dengan material. Kami juga menggunakan asumsi umur pahat yang realistis untuk parameter pemotongan.
Biaya tenaga kerja merupakan variabel terbesar untuk banyak pekerjaan karena penggilingan CNC bukan hanya "waktu mesin". Tenaga kerja mencakup pemrograman, pengaturan, verifikasi sampel pertama, pemeriksaan selama proses, koordinasi penghilangan gerinda, dan inspeksi akhir. Kami memisahkan waktu operator dari waktu rekayasa dan inspeksi karena jam kerja tersebut tidak dapat disesuaikan dengan ukuran batch yang berbeda.
Biaya overhead mengubah jam kerja mesin menjadi bisnis yang dapat memberikan hasil secara konsisten. Biaya overhead meliputi sewa, asuransi, kalibrasi, metrologi, lisensi perangkat lunak, perlengkapan, dan upaya penjadwalan. Banyak panduan biaya juga menyebarkan biaya langganan perangkat lunak CAD/CAM dan alur kerja di seluruh mesin dan jam kerja yang ditagihkan. Ini menjelaskan mengapa mesin yang sama di bengkel yang berbeda dapat memberikan tarif yang berbeda.

Elemen biaya operasional yang menjelaskan sisi "biaya pengoperasian"
Model biaya operasional seringkali mencakup item-item kecil dan berulang yang mudah terlewatkan. Kami menghitung biaya listrik dari perkiraan konsumsi kW dan harga energi lokal. Banyak model menambahkan cairan pendingin, pelumas, dan udara terkompresi sebagai jumlah tetap per jam. Keausan alat sering dimodelkan sebagai rentang per jam karena keausan bergantung pada material dan strategi pemotongan. Beberapa model mengalokasikan anggaran per jam untuk perawatan rutin.
Kami menggunakan elemen biaya operasional untuk dua tujuan. Pertama, kami menguji apakah "tarif per jam yang sangat rendah" dari pemasok sebenarnya hanyalah pandangan biaya operasional. Kedua, kami menggunakan logika biaya operasional ketika sebuah tim memutuskan apakah akan membeli mesin dan memproduksi suku cadang secara internal.
Langkah-langkah tersembunyi yang seringkali seharusnya ada dalam model biaya.
Langkah-langkah sekunder dapat mendominasi biaya bahkan ketika waktu penggilingan tampak singkat. Penghilangan gerinda dan penyelesaian permukaan dapat dilakukan secara manual, dialihdayakan, atau diintegrasikan ke dalam siklus CNC. Setiap jalur mengubah tenaga kerja, risiko kualitas, dan waktu antrian. Biaya logistik seperti pengemasan, penanganan khusus, pengiriman, dan transportasi kilat juga dapat memengaruhi total biaya untuk komponen sensitif atau jadwal yang mendesak.
Aktivitas kualitas adalah titik buta yang sering terjadi lainnya. Penawaran harga yang menargetkan toleransi ketat seringkali membutuhkan pengujian, pemeriksaan selama proses produksi, dan waktu inspeksi akhir. Hal ini dapat melebihi waktu pemotongan pada komponen dengan siklus produksi pendek. Kami memverifikasi rencana inspeksi sejak awal karena hal itu menentukan berapa jam yang benar-benar "dapat ditagih" untuk pekerjaan tersebut.
Blok verifikasi tunggal yang kami gunakan sebelum membandingkan tarif per jam.
Tarif per jam hanya dapat dibandingkan setelah kita menormalkan asumsi. Banyak tim menempelkan blok verifikasi singkat ke dalam templat RFQ mereka sehingga setiap pemasok merespons berdasarkan dasar yang sama.
- Kami mengkonfirmasi apakah angka tersebut merupakan biaya operasional, tarif toko, atau tarif penawaran gabungan.
- Kami menanyakan apakah pemrograman dan penyiapan dipisahkan dari waktu siklus.
- Kami menanyakan bagaimana inspeksi artikel pertama dan verifikasi dalam proses ditangani.
- Kami menanyakan layanan apa saja yang termasuk dalam paket, termasuk penghilangan gerinda, penyelesaian akhir, dan layanan eksternal lainnya, dibandingkan dengan layanan yang dialihdayakan.
- Kami menanyakan kemasan, pengiriman, dan dokumen apa saja yang termasuk dalam pengiriman.
Kami menggunakan pertanyaan-pertanyaan ini untuk mencegah perbandingan harga yang menguntungkan pengecualian tersembunyi. Kami juga menggunakannya untuk menghasilkan ruang lingkup RFQ yang membuat penawaran harga dapat dibandingkan.
Pengali tingkat pekerjaan yang mengubah biaya efektif per jam.
Upaya penyiapan dan pemrograman adalah faktor pengali terbesar untuk pekerjaan dengan kuantitas rendah. Waktu siklus yang singkat tidak membantu jika pekerjaan tersebut membutuhkan perlengkapan yang kompleks, beberapa offset kerja, dan pengujian ekstensif. Kami mencegah kejutan penyiapan dengan menanyakan apakah tarif yang dikutip mencakup jam penyiapan sebagai item baris terpisah atau apakah penyiapan digabungkan ke dalam tarif bengkel.
Kompleksitas komponen meningkatkan biaya karena kompleksitas meningkatkan waktu dan risiko. Akses multi-sisi, rongga yang dalam, dinding tipis, dan hubungan antar fitur dapat memaksa pengaturan tambahan, alat yang lebih panjang, kecepatan pemakanan yang lebih lambat, dan lebih banyak inspeksi. Kami membandingkan kompleksitas berdasarkan jumlah operasi dan pengaturan, bukan berdasarkan seberapa "3D" tampilan model CAD.
Persyaratan toleransi dan penyelesaian permukaan mengubah strategi pemotongan dan beban kerja verifikasi. Toleransi yang lebih ketat dapat memerlukan langkah pemotongan yang lebih kecil, input panas yang terkontrol, dan pemeriksaan yang lebih sering. Hal ini juga dapat meningkatkan biaya barang cacat jika stabilitas tidak dikelola. Kami menentukan toleransi berdasarkan kebutuhan fungsional, karena biaya meningkat dengan cepat ketika persyaratan melebihi penggunaan sebenarnya dari komponen tersebut.
Pemilihan material mengubah waktu siklus, umur pakai alat, dan kebutuhan penyelesaian akhir. Misalnya, Mesin CNC untuk Penggilingan Kayu Pada paduan yang keras, faktor pendorong biaya dapat bergeser ke arah pengendalian debu, penahan benda kerja, dan penyelesaian permukaan, bukan pada keausan alat. Material lunak dan mudah dipotong memungkinkan pemesinan agresif dan masa pakai alat yang lama. Paduan yang keras memaksa pemotongan konservatif dan pengendalian proses yang lebih ketat. Kami memperlakukan kemampuan pemesinan sebagai variabel perencanaan dan memverifikasinya dengan rencana proses singkat, bukan klaim umum bahwa material yang lebih keras lebih mahal.
Ukuran batch mengubah cara alokasi waktu tetap. Penyiapan, pemrograman, dan inspeksi sampel pertama sebagian besar tetap per pekerjaan. Waktu siklus berbanding lurus dengan kuantitas. Kami menghitung biaya per bagian dengan membagi waktu tetap di seluruh kuantitas yang direncanakan. Kemudian kami memeriksa apakah perubahan ukuran lot dapat mengurangi biaya efektif tanpa menimbulkan risiko persediaan.
Layanan eksternal dapat mengubah biaya dan waktu pengerjaan. Perlakuan panas, pelapisan, anodisasi, dan pelapisan khusus dapat menimbulkan biaya minimum per lot, tahapan pengiriman, dan waktu tunggu. Hal ini tidak berbanding lurus dengan jumlah pesanan Anda. Kami mencegah kejutan dengan mencantumkan layanan eksternal sebagai item penawaran yang eksplisit, bukan sebagai frasa yang samar seperti "finishing termasuk".
Tekanan jadwal juga mengubah biaya efektif per jam. Pekerjaan yang dipercepat dapat memerlukan lembur, gangguan jadwal, dan risiko kerusakan yang lebih tinggi selama pengaturan yang terburu-buru. Kami memutuskan apakah kecepatan atau biaya yang menjadi prioritas sebelum kami menerima penawaran untuk pekerjaan yang dipercepat. Faktor pendorong biaya seringkali adalah gangguan jadwal, bukan kemampuan mesin.
Alur kerja praktis untuk memperkirakan dan memvalidasi biaya per jam mesin milling CNC.
Estimasi yang andal dimulai dengan memisahkan waktu tetap dari waktu variabel. Waktu tetap meliputi pemrograman, pengaturan, pemeriksaan sampel pertama, dan persiapan perlengkapan. Waktu variabel meliputi waktu siklus, penggantian alat, pemeriksaan dalam proses, dan waktu penghilangan gerinda atau penyelesaian yang berulang per bagian. Kami menggunakan pemisahan ini karena sesuai dengan bagaimana biaya berperilaku ketika kuantitas berubah. Sebelum memperdebatkan tarif per jam, kami melakukan pemeriksaan cepat empat poin: jenis tarif apa yang diwakili oleh setiap angka, berapa banyak pengaturan yang diasumsikan, bagaimana layanan eksternal ditangani, dan berapa jam spindel tahunan yang dibayar yang menjadi dasar perhitungan tarif mesin.
Langkah 1: Cantumkan operasi dan hitung jumlah pengaturannya. Jumlah pengaturan menentukan berapa banyak waktu non-pemotongan yang akan Anda dapatkan, dan seringkali memprediksi rencana inspeksi. Kami mengklarifikasi apakah bagian tersebut dapat diselesaikan dalam satu pengaturan. Kami juga mendokumentasikan fitur apa yang harus dipertahankan dalam pengaturan yang sama untuk melindungi penumpukan toleransi.
Langkah 2: Perkirakan waktu siklus dengan laju pemakanan, kecepatan, dan jalur pahat yang realistis. Perkiraan waktu CAM memang berguna, tetapi dapat mengabaikan proses pengukuran, penggantian pahat, dan strategi pengasahan kasar yang konservatif yang digunakan untuk material yang sulit. Kami memverifikasi waktu siklus dengan menambahkan toleransi untuk penggantian pahat, pembersihan serpihan, dan pengukuran dalam proses apa pun yang diperlukan untuk menjaga toleransi.
Langkah 3: Susunlah tumpukan biaya per jam yang sesuai dengan realitas pemasok. Untuk perencanaan internal, tumpukan tersebut dapat mencakup penyusutan, pemeliharaan, daya, cairan pendingin, dan keausan peralatan yang umum. Untuk validasi pemasok, tumpukan tersebut harus mencakup waktu operator, waktu teknik, waktu inspeksi, biaya overhead fasilitas, dan struktur margin keuntungan pemasok.
Langkah 4: Hitung logika penawaran harga dalam bentuk yang transparan:
Total biaya = (jam kerja tetap × tarif per jam gabungan tenaga kerja dan biaya overhead) + (jam siklus × tarif mesin) + material + jasa eksternal.
Struktur ini memperjelas kapan tarif per jam yang lebih rendah diimbangi oleh waktu yang lebih lama, risiko limbah yang lebih tinggi, atau biaya layanan eksternal yang lebih besar. Kami menggunakan struktur ini untuk membandingkan penawaran secara adil di berbagai pilihan proses.
Langkah 5: Validasi estimasi dengan "pertanyaan risiko" alih-alih berdebat tentang angka. Kami bertanya bagaimana pemasok akan memasang komponen, bagaimana mereka akan memverifikasi dimensi utama, dan apa yang memicu pengerjaan ulang atau barang rusak. Kami mencegah kejutan biaya dengan menyelaraskan rencana proses, rencana inspeksi, dan rencana penyelesaian sebelum pekerjaan dimulai.
Contoh kasus yang menunjukkan mengapa "tarif per jam" hanyalah salah satu faktor penentu.
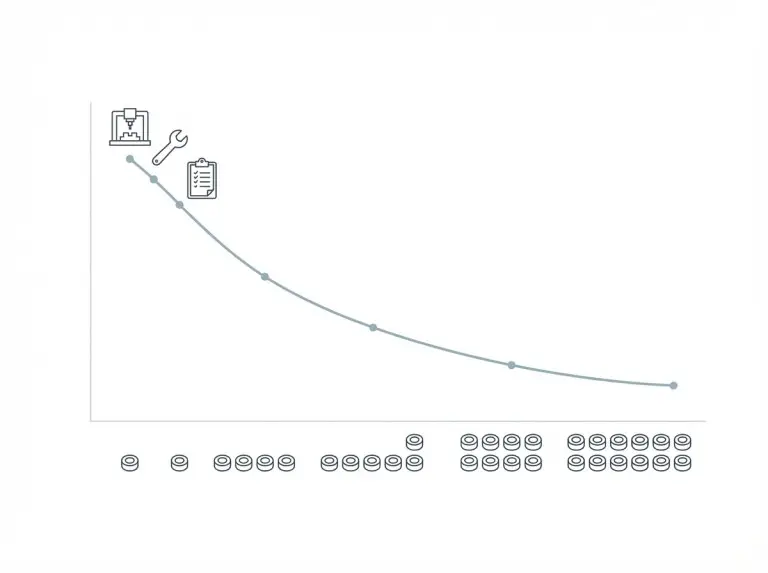
Sebuah contoh sederhana dapat menggambarkan bagaimana jam kerja tetap mendominasi produksi dalam jumlah kecil. Asumsikan pemrograman dan pengaturan membutuhkan waktu 2,5 jam, inspeksi sampel pertama membutuhkan waktu 0,5 jam, dan waktu siklus adalah 12 menit per bagian. Jika tarif jam kerja tetap gabungan adalah $90 per jam dan tarif siklus mesin adalah $75 per jam, maka biaya tetap adalah $270 dan biaya pemesinan per bagian adalah $15. Dalam struktur ini, tarif gabungan 90 USD/jam mencakup tenaga kerja pemrograman, pengaturan, dan inspeksi ditambah biaya overhead, sedangkan tarif mesin 75 USD/jam mencerminkan waktu operator dan mesin selama produksi.
Sekarang bandingkan kuantitas 5 dengan kuantitas 50. Pada 5 bagian, waktu pengerjaan variabel adalah 1 jam dan total biaya tenaga kerja dan waktu mesin sekitar $345, atau sekitar $69 per bagian sebelum material dan penyelesaian. Pada 50 bagian, waktu pengerjaan variabel adalah 10 jam dan total biaya waktu sekitar $1.020, atau sekitar $20 per bagian sebelum material dan penyelesaian.
Contoh ini bukanlah janji harga sebenarnya. Ini menunjukkan bentuk kurva biaya, karena kurva itulah yang penting ketika Anda memilih ukuran lot. Kami menggunakan logika yang sama untuk menjelaskan mengapa tarif per jam yang lebih tinggi masih bisa lebih murah jika secara substansial mengurangi pengaturan atau waktu siklus.
Mengapa disiplin perhitungan biaya pekerjaan mengubah kualitas penawaran?
Perhitungan biaya pekerjaan yang akurat bergantung pada pengukuran apa yang sebenarnya terjadi di lapangan. Bengkel yang melacak waktu penyiapan, waktu penggantian alat, upaya penghalusan, dan upaya inspeksi dapat memberikan penawaran harga pekerjaan secara lebih konsisten. Kami mendorong tim untuk menanyakan kepada pemasok apakah mereka mengukur langkah-langkah ini. Disiplin pengukuran sering kali memprediksi apakah penawaran harga akan sesuai dengan faktur akhir.
Perhitungan biaya pekerjaan juga meningkatkan pengambilan keputusan internal. Ketika sebuah bengkel mengetahui pendorong biaya sebenarnya, bengkel tersebut dapat memutuskan di mana otomatisasi paling membantu. Ini mungkin termasuk sistem palet, rutinitas pemeriksaan, atau strategi penghilangan gerinda terintegrasi. Kami memperlakukan perhitungan biaya pekerjaan sebagai alat pengurangan risiko praktis, bukan sebagai latihan keuangan.
Pengungkit biaya yang menurunkan total pengeluaran tanpa mengurangi kualitas.
Pengurangan biaya paling efektif jika kita mengubah faktor pendorong waktu dan risiko, bukan dengan mengejar tarif per jam terendah. Salah satu solusi yang umum adalah penyederhanaan geometri yang mengurangi pengaturan, penggantian alat, dan langkah-langkah inspeksi. Perubahan umum meliputi memperbesar radius internal sehingga setidaknya 1,5 kali diameter mata bor, menstandarisasi ukuran lubang sesuai dengan set mata bor dan reamer yang umum, dan menghindari alur sempit yang terlalu dalam.
Jangkauan dan kekakuan pahat merupakan faktor pengungkit biaya yang sering diabaikan oleh para perancang. Pahat dengan jangkauan panjang cenderung bergetar, membutuhkan laju pemakanan yang lebih lambat, dan mengurangi masa pakai pahat. Hal ini meningkatkan waktu siklus dan biaya perkakas. Kami mencegah kerugian akibat jangkauan panjang dengan menyesuaikan kedalaman fitur, menambah akses, atau memungkinkan radius internal yang lebih besar sehingga memungkinkan pahat yang lebih kaku.
Pilihan material dan lapisan akhir dapat disesuaikan dengan kebutuhan kinerja. Memilih paduan yang lebih mudah dikerjakan, melonggarkan persyaratan lapisan akhir kosmetik, atau membatasi toleransi ketat pada fitur fungsional dapat mengurangi waktu siklus. Kami memverifikasi pilihan ini dengan tinjauan singkat "fungsi-ke-fitur" sehingga kami tidak mengorbankan biaya demi risiko kegagalan.
Perencanaan proses juga dapat mengurangi jam kerja yang dibayar. Perlengkapan modular, rutinitas probing yang berulang, dan pustaka alat yang stabil mengurangi waktu penyiapan. Otomatisasi dapat mengurangi waktu sentuhan operator selama proses produksi yang panjang. Kami membandingkan opsi seperti menjalankan strategi 5-sumbu yang lebih cepat dibandingkan dengan menggunakan beberapa pengaturan 3-sumbu. A Mesin Penggilingan dan Pembubutan CNC Dapat menggabungkan operasi penggilingan dan pembubutan menjadi satu pengaturan, mengurangi jam kerja yang dibayar, penanganan, dan risiko penumpukan toleransi. Tarif bengkel terendah tidak selalu berarti biaya total terendah.
Pilihan penyelesaian akhir dan penghilangan gerinda memerlukan perhatian khusus. Mengintegrasikan langkah penghilangan gerinda atau penyelesaian akhir ke dalam proses CNC dapat mengurangi tenaga kerja manual dan variabilitas. Penggunaan jasa pihak ketiga dapat menambah biaya transportasi, waktu tunggu, dan risiko kerusakan. Kami menentukan jalur penyelesaian akhir berdasarkan geometri bagian, persyaratan permukaan, dan risiko waktu tunggu yang dapat diterima sesuai jadwal Anda.
Strategi pengadaan dapat mengurangi biaya tanpa perlu mengubah gambar teknik. Mengkonsolidasikan komponen serupa ke dalam pesanan pembelian yang lebih sedikit dapat mengurangi biaya pengaturan berulang. Menyesuaikan frekuensi pemesanan ulang juga dapat mengurangi pengulangan pengaturan "sekali saja", selama risiko persediaan tetap dapat diterima.
Daftar periksa singkat untuk input yang siap dikutip
Akurasi penawaran harga meningkat ketika kita menetapkan ruang lingkup dan rencana verifikasi di awal.
- Gambar atau model 3D dengan kontrol revisi
- Persyaratan material dan kondisi
- Toleransi dan acuan kritis yang menjadi dasar rencana inspeksi.
- Persyaratan penyelesaian permukaan dan pasca-proses untuk permukaan tertentu
- Jumlah dan pola pemesanan ulang yang diharapkan
- Waktu pengiriman dan kendala penanganan khusus apa pun
Kami menggunakan masukan ini untuk mencegah biaya tersembunyi, terutama untuk prototipe yang membutuhkan banyak waktu pengaturan dan komponen yang sangat bergantung pada toleransi.
Kesimpulan
Pada Yonglihao Machinery, Kami memahami bahwa biaya per jam untuk penggilingan CNC hanya benar-benar mencerminkan total biaya proyek jika dikombinasikan dengan rencana proses dan lingkup inspeksi yang jelas. Itulah mengapa kami selalu menghitung biaya operasional, tarif lantai produksi, dan faktor biaya proyek spesifik secara terpisah. Hal ini memastikan keputusan anggaran Anda didasarkan pada total biaya pengiriman suku cadang akhir yang berkualitas, bukan hanya tarif per jam tunggal.
Sebelum produksi dimulai, kami akan bekerja sama dengan Anda untuk memverifikasi semua detail dalam penawaran, seperti waktu penjepitan, perkiraan siklus pemesinan, dan langkah-langkah penyelesaian, untuk menghilangkan biaya yang tidak terduga.
**Untuk memberikan penawaran dan rencana produksi yang akurat, kami memerlukan informasi berikut:**
– Gambar bagian atau model 3D (harap sebutkan nomor versinya)
– Tingkat dan kondisi material
– Toleransi kritis, acuan, dan persyaratan penyelesaian permukaan
– Jumlah pesanan, ukuran batch yang diinginkan, dan perkiraan permintaan tahunan
– Langkah-langkah pasca-pemrosesan, seperti penghilangan gerinda, anodisasi, perlakuan panas, atau pelapisan
– Waktu pengiriman, persyaratan pengemasan, dan dokumen inspeksi yang diperlukan
Dengan pengalaman kami yang luas Pemesinan CNC Dengan pengalaman kami, kami dapat meninjau komponen Anda dan menyediakan jalur proses serta solusi perkakas yang memenuhi toleransi dan kebutuhan produksi Anda. Kami juga dapat membantu Anda memvalidasi rencana inspeksi dan mengidentifikasi potensi risiko, sehingga proses RFQ (Permintaan Penawaran) Anda menjadi lebih jelas dan efisien.
Tanya Jawab Umum
Berapakah biaya per jam tipikal untuk pengerjaan milling CNC pada mesin 3 sumbu?
Tarif penagihan untuk mesin milling CNC 3 sumbu biasanya berada di kisaran tengah yang luas, tetapi angka yang tepat bergantung pada apa yang termasuk dalam penawaran. Beberapa sumber menyebutkan angka yang lebih rendah untuk mesin 3 sumbu ketika menjelaskan biaya operasional mesin. Penawaran yang ditujukan kepada pemasok biasanya mencakup tenaga kerja, biaya overhead, dan pekerjaan kualitas. Kami memvalidasi tarif dengan memeriksa apakah pemrograman, pengaturan, dan inspeksi sampel pertama dipisahkan atau digabungkan.
Berapa biaya tambahan per jam untuk mesin milling 5 sumbu?
Mesin milling 5 sumbu biasanya lebih mahal per jam karena biaya kepemilikan mesin, perawatan, dan verifikasi yang dibutuhkan lebih tinggi. Tarif per jam yang lebih tinggi tetap dapat mengurangi total biaya jika mengurangi waktu pengaturan dan mengurangi risiko penanganan. Kami membandingkan paket mesin 5 sumbu dan paket mesin 3 sumbu multi-pengaturan berdasarkan total jam kerja yang dibayar, bukan berdasarkan tarif per jam.
Mengapa beberapa sumber menunjukkan biaya per jam yang sangat rendah?
Angka per jam yang rendah sering kali menggambarkan biaya operasional internal atau perhitungan tarif mesin yang disederhanakan. Tarif penagihan pelanggan biasanya mencakup tenaga kerja, teknik, inspeksi, biaya overhead, dan margin, sehingga lebih tinggi. Kami memisahkan definisi ini sebelum menggunakan tolok ukur apa pun dalam anggaran.
Apakah biaya penyiapan lebih penting daripada tarif per jam untuk pembuatan prototipe?
Penyiapan dan pemrograman biasanya mendominasi biaya prototipe karena jumlahnya kecil dan jam kerja tetap tidak dapat dibagi. Tarif per jam yang rendah tidak membantu jika penyiapan memakan waktu berjam-jam atau jika diperlukan pengujian berulang. Kami mencegah pembengkakan biaya prototipe dengan berfokus pada pengurangan biaya penyiapan dan umpan balik DFM (Design for Manufacturing) sejak dini.
Biaya tersembunyi apa saja yang harus diwaspadai oleh bagian pengadaan dalam penawaran harga untuk pengerjaan mesin CNC?
Biaya tersembunyi sering kali berasal dari proses finishing, penghilangan gerinda, outsourcing, transportasi, dan penanganan khusus. Intensitas inspeksi, risiko pengerjaan ulang, dan tunjangan barang rusak juga dapat mengubah total biaya meskipun tarif per jam tampak stabil. Kami meminta kejelasan mengenai hal-hal ini sebelum menyetujui pemasok.
Bagaimana cara kita memperkirakan biaya pengoperasian mesin CNC kita sendiri per jam?
Estimasi biaya operasional internal dimulai dengan jam kerja spindel tahunan dan total biaya kepemilikan mesin. Daya, cairan pendingin, dan komponen aus menambah biaya per jam yang dapat diprediksi. Sumber daya tenaga kerja dan kualitas menentukan apakah tarif bengkel internal Anda sesuai dengan penawaran dari luar. Kami dapat membantu Anda memisahkan kategori-kategori ini sehingga Anda dapat membandingkan keputusan "membuat sendiri versus membeli" secara adil.



