


Le fraisage consiste à enlever de la matière à l'aide d'une fraise rotative. L'outil choisi détermine la vitesse, la stabilité et les caractéristiques réalisables. Dans la plupart des ateliers, le choix se limite à deux grandes familles : les fraises à surfacer et les fraises en bout.
Voici la règle de base : utilisez une fraise à surfacer pour usiner rapidement de grandes surfaces planes. Utilisez une fraise en bout pour créer avec précision des rainures, des poches, des épaulements, des profils et des formes 3D. Les fraises en bout peuvent parfois servir au surfaçage, mais une fraise à surfacer ne peut remplacer une fraise en bout pour l’usinage de formes complexes.
Chez Yonglihao Machinery, nous soutenons service de fraisage CNCPour les prototypes et les pièces de production, lorsque les clients nous demandent quel outil choisir, nous partons de la géométrie de la pièce et de la rigidité de la machine. Nous sélectionnons ensuite la famille de fraises la plus adaptée.
Qu'est-ce qu'une fraise à surfacer et qu'est-ce qu'une fraise en bout ?
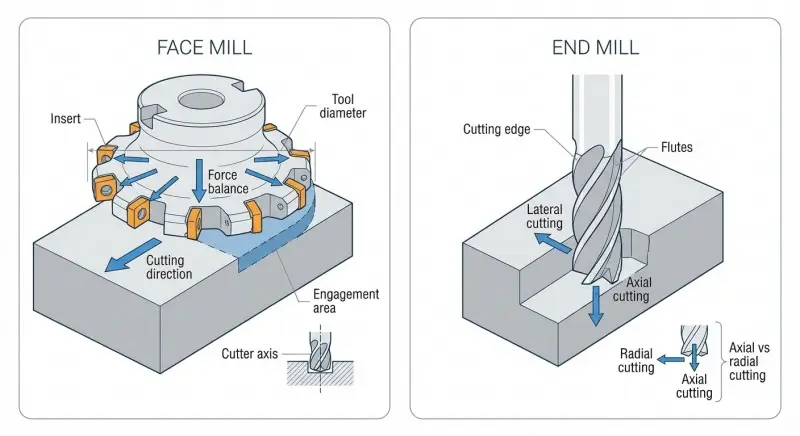
Une fraise à surfacer est un outil de coupe conçu pour usiner une surface perpendiculaire à l'axe de la broche. Elle utilise plusieurs plaquettes ou arêtes de coupe pour enlever de la matière sur une large trajectoire. C'est pourquoi elle est privilégiée pour les surfaces planes et larges, ainsi que pour les passes de préparation.
Fraisage de face L'opération consiste généralement à positionner la pièce de manière à ce que la face cible soit perpendiculaire à l'axe de l'outil. La pièce est solidement fixée, une vitesse de broche et une avance stables sont sélectionnées, puis l'outil de coupe balaie la surface. Plusieurs faces peuvent être usinées en une ou quelques passes, selon la largeur et la surépaisseur de la pièce.

Fraise en bout Il s'agit d'un outil de coupe doté d'arêtes de coupe à son extrémité et le long des cannelures latérales. Il permet une coupe latérale et une coupe axiale pour le fraisage en plongée ou en rampe, selon le modèle. C'est pourquoi il est idéal pour réaliser des poches, des rainures, des épaulements, des contours et des matrices.
Le fraisage en bout réduit la surface de contact de l'outil par rapport au surfaçage. Cela améliore l'accès et la précision de la découpe, mais concentre les efforts sur un outil plus petit. La déformation et les vibrations de l'outil deviennent alors plus rapidement des facteurs limitants, surtout avec un grand dépassement.
Géométrie de l'outil et comportement de coupe
La véritable différence ne réside pas seulement dans le fraisage lui-même. Elle tient à la position des arêtes de coupe et à la surface de contact de l'outil avec la pièce. Ces éléments déterminent la direction de coupe, l'équilibre des forces, l'épaisseur du copeau, la chaleur et la stabilité.
Une fraise en surface porte des plaquettes sur un grand diamètre. Elle travaille sur une large surface, répartit la charge sur plusieurs arêtes et, correctement réglée, fonctionne avec des forces équilibrées. Ceci assure une bonne stabilité sur les grandes surfaces et améliore la productivité lorsqu'il est nécessaire d'enlever rapidement de la matière.
Une fraise en bout possède un diamètre plus petit et des goujures qui coupent latéralement et à l'extrémité. Elle peut accéder aux espaces restreints et réaliser des finitions en profondeur. Cette polyvalence s'accompagne d'une grande sensibilité au dépassement, à la rigidité de l'outil et à l'évacuation des copeaux, notamment dans les poches profondes et les rainures étroites.
La forme du tranchant de l'outil est également importante. Les fraises à surfacer utilisent généralement des plaquettes interchangeables, ce qui garantit des performances constantes et un entretien facile. Les fraises en bout sont souvent des outils monoblocs et peuvent nécessiter un réaffûtage ou un remplacement lorsqu'elles sont usées, selon votre stratégie d'outillage.
Si vous ne devez retenir qu'un seul point de géométrie, c'est celui-ci : les fraises à surfacer servent à surfacer les surfaces, tandis que les fraises en bout servent à usiner les détails. Cette simple règle permet d'éviter la plupart des erreurs de choix d'outils.
Fraise à surfacer vs. fraise en bout : Liste de contrôle comparative des performances
Pour prendre une décision éclairée, comparez les deux outils à l'aide de la même grille d'évaluation. L'objectif n'est pas de les classer, mais de choisir l'outil dont les capacités correspondent aux exigences de votre pièce.
Vous trouverez ci-dessous un tableau comparatif concis que vous pouvez utiliser lors de la planification des processus.
| facteur de décision | fraise frontale (résistance typique) | Fraise en bout (résistance typique) |
|---|---|---|
| Meilleure sortie | Grandes surfaces planes, passes de préparation et de finition | Poches, fentes, épaules, profils, contours |
| tendance à l'enlèvement de matière | Plus haut sur les visages larges | Plus bas sur les visages larges, meilleur pour les traits |
| Tendance à la finition de surface | Très bonne planéité et uniformité des faces | Très bon rendu des détails et des contours, dépend du type d'outil |
| Accéder | Nécessite une ouverture et un dégagement suffisants. | Permet d'accéder aux espaces restreints et aux caractéristiques internes |
| Comportement en profondeur | Idéal pour les visages peu marqués à moyennement marqués | Permet de réaliser des gravures plus profondes, limitées par la rigidité et l'évacuation des copeaux. |
| Sensibilité à la rigidité | Nécessite une installation rigide en raison du diamètre de l'outil de coupe et des forces appliquées. | Sensible au débordement et à la déviation, surtout dans les poches profondes |
| Forme d'outil typique | Lames insérées (remplacement facile des lames) | Fraises en bout pleines ou rapportées (nombreuses géométries) |
Ce tableau est un guide, pas une règle absolue. Une petite fraise en bout peut usiner une petite surface. Une fraise à surfacer peut créer des poches peu profondes si la géométrie le permet. Mais l'ajustement optimal reste constant.
Quand utiliser chaque outil ?
Si la pièce présente une grande surface plane essentielle à l'assemblage, à l'étanchéité ou à l'alignement, privilégiez le fraisage de surface. Vous obtiendrez un enlèvement de matière plus rapide et une planéité plus prévisible. De plus, vous réduirez le temps de cycle lorsque la surface à usiner est importante.
Utilisez une fraise à surfacer pour aplanir une surface, éliminer la calamine ou préparer une surface de référence avant l'usinage. Cette opération est courante sur les châssis, les bâtis de machines, les carters de moteurs et les plaques de montage. La surface fraisée sert de référence pour la suite du programme.
Choisissez une fraise en bout lorsque la pièce nécessite une géométrie interne. Rainures, poches, épaulements, rainures de clavette et contours 2,5D ou 3D sont des opérations que l'on peut réaliser avec une fraise en bout. Cet outil permet d'usiner sur les parois latérales, de réaliser des passes en profondeur selon l'axe Z et de suivre un profil avec précision.
Le fraisage en bout est également préférable lorsque la surface présente des irrégularités. Une fraise à surfacer nécessite un dégagement suffisant et une zone de balayage propre. Si la surface comporte des bossages, des nervures ou des trous à proximité de la trajectoire de coupe, une fraise en bout offre un accès plus sûr et un meilleur contrôle.
Dans de nombreux cas, ces deux outils sont utilisés dans le même programme. Commencez par fraiser la face de référence, puis les profils, et enfin les faces critiques ou les bossages. Cette séquence réduit les erreurs d'empilement car les passes suivantes s'appuient sur une surface plane vérifiée.
Chez Yonglihao Machinery, nous planifions souvent le travail ainsi : établir rapidement des données de référence stables, puis découper les fonctionnalités de manière progressive, et enfin finaliser les interfaces critiques. Cela permet de garantir la prévisibilité des inspections.
Facteurs de configuration qui modifient le résultat
La rigidité de la machine n'est pas un détail. Elle détermine la qualité de la coupe (lisse ou bruyante) et la stabilité de la surface (ondulée ou non). Le fraisage en bout peut générer des forces importantes en raison de la grande course d'engagement ; une broche rigide et un montage robuste sont donc essentiels.
Le fraisage en bout est plus sensible à la déformation de l'outil. Les outils de petit diamètre et à long dépassement se comportent comme un ressort. Si l'outil se déforme, on observe une perte de dimension, une altération de la rectitude des parois et une dégradation de la qualité de surface. C'est pourquoi les poches profondes et les parois minces nécessitent un usinage plus poussé.
Le bridage est le deuxième levier important. Une fraise à surfacer peut pousser la pièce si le serrage est insuffisant, ce qui compromet la planéité. Les fraises en bout peuvent vibrer ou entraîner des copeaux dans la coupe si la pièce vibre, ce qui endommage les arêtes et laisse des marques.
Le choix du matériau influe sur la formation des copeaux et la chaleur. L'aluminium peut s'accumuler sur les arêtes sans une bonne évacuation des copeaux et une stratégie de refroidissement adéquate. Les aciers durs augmentent l'usure et nécessitent un engagement stable pour éviter l'écaillage. Le choix de la famille d'outils appropriée reste pertinent, mais la marge d'erreur se réduit.
L'évacuation des copeaux est souvent le principal obstacle caché du fraisage en bout. Les cavités profondes et les rainures étroites retiennent les copeaux, génèrent de la chaleur et nécessitent des retouches. Si les copeaux ne peuvent pas s'évacuer, la durée de vie de l'outil chute brutalement et la qualité de l'état de finition se dégrade rapidement.
Si vous devez choisir entre rapidité et sécurité, privilégiez la stabilité. Une coupe stable vous permettra d'augmenter l'alimentation par la suite. Une coupe instable ne sera jamais efficace.
Problèmes courants et solutions rapides
Les vibrations ou le broutage sur une surface fraisée en bout indiquent généralement une rigidité insuffisante, un mauvais engagement ou une arête émoussée. Réduisez le porte-à-faux, améliorez le serrage et vérifiez l'état de la plaquette. Si la surface présente des ondulations répétitives, stabilisez-la avant d'augmenter la vitesse.
La casse d'outils lors du fraisage en bout est souvent due à un dépassement excessif ou à un encombrement des copeaux. Il est conseillé de réduire le dépassement de l'outil, d'optimiser l'ouverture de la poche et d'améliorer l'évacuation des copeaux. Un outil incapable d'évacuer correctement les copeaux s'encrasse lui-même.
Un mauvais état de surface en fraisage frontal peut provenir de plaquettes irrégulières, d'un réglage d'outil incorrect ou d'une avance non constante. Vérifiez le bon positionnement des plaquettes, utilisez une avance constante sur toute la surface et évitez les arrêts en surface. Une marque d'arrêt est généralement due à un problème de contrôle du processus, et non à un défaut de matériau.
Les défauts de dimensionnement sur les parois ou les rainures indiquent souvent une déviation lors du fraisage. Réduisez l'engagement radial, utilisez un outil plus rigide ou séparez l'ébauche et la finition. Une passe de finition légère avec un engagement stable permet généralement de corriger la rectitude des parois.
Des brûlures, des décolorations ou des déformations peuvent apparaître en cas de mauvaise gestion de la chaleur. Améliorez l'apport de liquide de refroidissement et évitez de retravailler les copeaux. Sur les matériaux durs, un engagement instable peut provoquer des pics de chaleur localisés et endommager rapidement le tranchant.
Ces correctifs reposent sur le même principe : la maîtrise de la rigidité, de l’engagement et de l’évacuation des copeaux. La gamme de fraises fonctionne lorsque le système la prend en charge.
Conclusion
La fraise à surfacer est l'outil idéal pour les grandes surfaces ouvertes où la productivité et la planéité sont primordiales. La fraise en bout est l'outil idéal pour les finitions où l'accès, la profondeur et le contrôle du contour sont déterminants. Les fraises en bout peuvent parfois surfacer de petites zones, mais les fraises à surfacer ne peuvent pas remplacer les fraises en bout pour l'usinage de finitions.
Pour un flux de travail simple, procédez dans cet ordre : établissez une face de référence plane, puis usinez les éléments avec des fraises en bout, et enfin, terminez les interfaces critiques. Yonglihao Machinery, nous appliquons cette logique à l'ensemble de notre services d'usinage CNC afin de garantir la prévisibilité du temps de cycle, de la précision et de la qualité de surface, tant pour les prototypes que pour les pièces de production.
FAQ
Peut-on réaliser un surfaçage avec une fraise en bout ?
Oui, une fraise en bout peut usiner une face plane, notamment sur les petites surfaces. C'est un choix judicieux lorsque l'espace disponible est limité ou que la face présente des irrégularités. Elle est généralement plus lente qu'une fraise à surfacer sur les grandes surfaces ouvertes.
Une fraise à surfacer peut-elle effectuer des opérations de fraisage en bout comme le fraisage de rainures et de poches ?
Dans la plupart des cas, non. Une fraise à surfacer est conçue pour usiner des faces ouvertes, et non pour créer des géométries internes étroites. Elle peut réaliser des cavités peu profondes sur des surfaces ouvertes, mais elle ne peut remplacer une fraise en bout pour les poches, les rainures, les épaulements et les profils.
Quelle est la différence la plus significative entre une fraise à surfacer et une fraise en bout ?
La différence la plus significative réside dans le positionnement et l'engagement de l'arête de coupe. Les fraises à surfacer usinent principalement la face avec un large engagement. Les fraises en bout, quant à elles, usinent sur les extrémités et les côtés, ce qui leur permet de créer des reliefs et des trajectoires complexes.
Lequel offre une meilleure finition de surface ?
Sur les grandes surfaces planes, une fraise à surfacer offre généralement une planéité plus uniforme et une finition plus nette. Pour les formes complexes telles que les poches, les contours et les rayons, une fraise en bout est l'outil approprié et permet d'obtenir une excellente finition lorsque l'engagement et l'évacuation des copeaux sont maîtrisés.
Comment choisir rapidement entre le fraisage en bout et le fraisage frontal ?
Choisissez une fraise à surfacer lorsque l'objectif principal est d'obtenir une grande surface plane et un enlèvement de matière rapide. Choisissez une fraise en bout lorsque l'objectif principal est la géométrie : rainures, poches, épaulements, profils ou contours. Si la pièce comporte les deux, fraisez d'abord la surface de référence en surface, puis les finitions en bout.



