


Na maioria das peças mecânicas, superfícies planas simples são raras. Chavetas, ranhuras-guia, ranhuras em T, passagens de óleo e canais de refrigeração podem parecer simples sulcos. Mas, muitas vezes, são elas que determinam o bom funcionamento de um mecanismo. A fresagem de ranhuras é o principal processo para produzir esses sulcos de forma confiável. É também um método muito comum na usinagem CNC moderna.
Na Yonglihao Machinery, usinamos todos os tipos de peças com ranhuras. Atendemos indústrias como a automotiva, aeroespacial, eletrônica e de máquinas em geral. Para muitos clientes, a principal preocupação não é apenas "Vocês conseguem fresar essa ranhura?". Eles querem saber se a peça atende às tolerâncias de projeto. Precisam que a montagem seja correta, que não haja vibração e que se previna falhas prematuras. Além disso, buscam um bom custo-benefício. Neste artigo, explicaremos a fresagem de ranhuras. Abordaremos processos comuns, dicas para seleção de ferramentas e problemas frequentes. Também mostraremos como projetar e encomendar ranhuras que sejam mais fáceis e baratas de usinar.
O que é fresagem de ranhuras?
Em projeto mecânico e usinagem CNC, uma ranhura é uma cavidade longa e estreita. Pode ser aberta ou fechada. Sua seção transversal pode ser retangular, em forma de T, semicircular ou em cauda de andorinha. Ranhuras podem parecer apenas "ranhuras", mas têm funções essenciais. São usadas para conexões com encaixe, guia, posicionamento e passagem de fluidos. Também ajudam a reduzir o peso. Se uma ranhura for usinada no lugar errado ou tiver uma superfície de má qualidade, pode causar problemas. Isso cria riscos na montagem, vibração e vida útil.
A fresagem de ranhuras utiliza uma fresa rotativa para cortar uma ranhura. A fresa, como uma fresa de ranhura ou uma fresa de topo, segue um percurso predefinido na peça de trabalho. Comparada à furação, a fresagem de ranhuras geralmente exige que a fresa corte em toda a sua largura. Às vezes, corta em uma largura maior do que a total. Isso é especialmente verdadeiro em ranhuras profundas e estreitas. O processo exige alta rigidez da ferramenta e da máquina. Também requer uma boa evacuação de cavacos.
Moderno Fresamento CNC Oferece controle preciso sobre trajetórias de ferramenta, velocidade do fuso e taxas de avanço. Isso permite que a fresagem de ranhuras alcance tolerâncias rigorosas. Pode manter de forma estável uma tolerância de largura de ranhura de cerca de ±0,02 mm. Também pode produzir uma rugosidade superficial no fundo da ranhura de Ra 1,6 µm ou melhor. Isso proporciona uma base geométrica sólida para montagem, transmissão ou vedação.
É importante conhecer a diferença entre alguns conceitos. Muitas vezes, as pessoas usam "fresamento de ranhura" e "fresamento de sulco" para o mesmo processo. Ambos se referem à fresagem de ranhuras ou sulcos em uma peça. O fresamento lateral utiliza as arestas laterais da ferramenta para usinar superfícies ou degraus da peça. Às vezes, é usado para alargar ou dar acabamento às paredes da ranhura. O fresamento frontal utiliza uma fresa de faceamento grande para superfícies planas e extensas. Às vezes, é usado para cortar rapidamente sulcos rasos em um plano grande. Compreender essas diferenças ajuda projetistas e engenheiros. Isso os ajuda a decidir se uma ranhura requer apenas fresamento de ranhura ou uma combinação de processos.
O papel e as aplicações típicas da fresagem de ranhuras
Do ponto de vista da aplicação, a fresagem de ranhuras desempenha três funções principais: transmite força e posiciona peças; guia movimentos e fluidos; e otimiza peso e espaço. Por isso, é utilizada em praticamente todas as áreas da usinagem CNC de precisão. Cada setor industrial, no entanto, possui prioridades ligeiramente diferentes.
Nos setores automotivo e de máquinas em geral, a fresagem de ranhuras é fundamental. Ela é utilizada para chavetas de eixos, ranhuras de localização e passagens de óleo. Também cria ranhuras de refrigeração em componentes de freio. O foco principal aqui é a precisão de ajuste e a resistência à fadiga. Na indústria aeroespacial, a fresagem de ranhuras usina cavidades leves e ranhuras de conexão. Também cria canais de refrigeração. Essas peças devem reduzir o peso, mantendo sua rigidez e resistência. Na eletrônica e em instrumentos de precisão, é utilizada para pequenas ranhuras em dissipadores de calor e carcaças. Essas ranhuras encaminham fios, guiam a luz ou montam sensores. Aqui, a repetibilidade dimensional e a qualidade da superfície são vitais.
Para empresas de usinagem, o valor da fresagem de ranhuras não se resume apenas à capacidade de usinar a ranhura. Trata-se da criação de modelos de processo reutilizáveis. Esses modelos funcionam com equipamentos e ferramentas CNC existentes. Ao reutilizar as mesmas ferramentas, trajetórias de ferramenta e dispositivos de fixação, podemos reduzir o tempo de ciclo. Também podemos limitar as variações de qualidade entre diferentes peças. Tudo isso sem a necessidade de adquirir novos equipamentos. É por isso que, na Yonglihao, frequentemente auxiliamos nossos clientes a otimizar e padronizar processos. Isso garante que o mesmo tipo de ranhura tenha um desempenho previsível em diferentes peças e lotes.
Tipos e cenários comuns de processos de fresagem de ranhuras
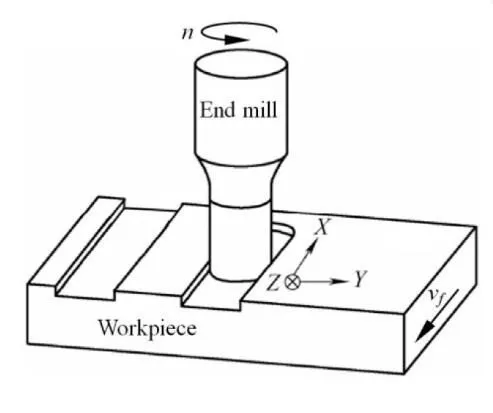
Fresamento de topo
Usando um fresa de topo Para fresamento de ranhuras, o método mais comum é a fresagem por penetração. Uma fresa de topo pode penetrar no material com suas arestas de corte. Ela também pode avançar na direção da ranhura com suas arestas laterais. Isso a torna excelente para usinar ranhuras retas, ranhuras fechadas e cavidades. Para ranhuras retangulares de largura e profundidade moderadas, muitas vezes é possível formar a ranhura em uma única passada. Basta selecionar um diâmetro de fresa adequado. Para ranhuras mais largas, você pode usar múltiplos percursos paralelos ou percursos trocoidais para aumentar a largura.
Note que, quando a profundidade da ranhura se aproxima de três vezes o diâmetro da fresa, podem surgir problemas. A projeção da ferramenta aumenta e sua rigidez diminui. Usar uma abordagem de "passo único em toda a largura" nesses casos pode causar deflexão e vibração da ferramenta. Um método melhor é o corte em degraus. Você também pode dividir o trabalho em desbaste trocoidal e acabamento com pequeno contato. Isso protege a ferramenta e melhora a precisão.
Fresagem lateral / Fresagem lateral e frontal
Quando uma fenda é muito longa, profunda e tem um formato simples, fresamento lateral é mais eficiente. Este método utiliza uma fresa de face e lateral. Essas ferramentas geralmente são montadas em um eixo horizontal ou mandril. Elas possuem um núcleo espesso e alta rigidez. Suas arestas de corte são distribuídas ao redor da circunferência. Isso ajuda a distribuir as cargas de corte e a melhorar a remoção de cavacos. Para ranhuras longas e retas em guias ou mesas de máquinas, as fresas de face e lateral frequentemente proporcionam melhor retilineidade e consistência de largura do que uma fresa de topo simples.
Naturalmente, esse processo exige alta rigidez da máquina e do eixo. A montagem da ferramenta, os ajustes de espaçamento da fresa e a substituição da pastilha requerem técnicos especializados. Para fábricas com fresadoras horizontais, esse é um método fundamental para usinar ranhuras de médio a grande porte.
Fresamento de ranhura em T
Ranhuras em T são comuns em mesas e dispositivos de máquinas-ferramenta. Para usiná-las, primeiro utiliza-se uma fresa de topo padrão para cortar a ranhura reta superior. Em seguida, uma fresa especial para ranhuras em T é inserida nessa ranhura. Ela expande a parte inferior, mais larga, do formato em T. A ranhura reta superior serve de guia e auxilia na remoção de cavacos. O "braço em T" inferior suporta parafusos ou porcas de fixação em T.
Na produção, as ranhuras em T podem apresentar dois problemas comuns. Primeiro, a ranhura reta pode não ser larga o suficiente. Isso causa má evacuação dos cavacos quando a fresa entra na ranhura em T. A ferramenta fica presa nos cavacos. Segundo, definir a profundidade de corte e o avanço muito altos para a velocidade de corte pode causar problemas. Isso pode levar ao empenamento da haste da ferramenta ou lascamento da aresta. Para corrigir isso, você pode alargar a ranhura superior, cortar em várias passagens e usar fluido de corte ou ar comprimido para ajudar na remoção dos cavacos.
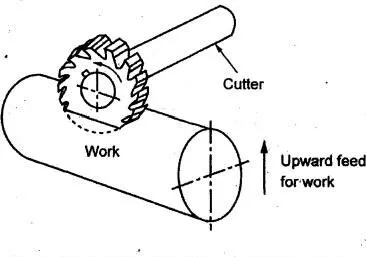
Chavetas Woodruff
Uma chaveta Woodruff possui uma seção transversal semicircular. Ela se encaixa em uma chaveta meia-lua e é usada para transmissão de torque em eixos. A usinagem dessas ranhuras requer fresas especiais para chavetas Woodruff. Essas fresas têm o formato de discos finos e estão disponíveis em diferentes tamanhos para diversas larguras e raios de ranhura. A ferramenta geralmente é montada em um eixo horizontal e alimentada radialmente no eixo até a profundidade correta. Como as forças de corte são concentradas, a qualidade da ferramenta, a brasagem e o tratamento térmico devem ser excelentes. Um resfriamento adequado também é necessário.
Este tipo de chaveta é muito sensível às dimensões. Se a ranhura for muito larga, a chaveta ficará instável. Se for muito estreita, a chaveta não encaixará. Uma ranhura mal posicionada afetará a posição angular das engrenagens ou polias. Normalmente, controlamos a largura da ranhura com uma tolerância de ±0,01–0,02 mm, de acordo com as necessidades de encaixe do cliente. Também realizamos uma verificação da primeira peça antes da produção em massa.
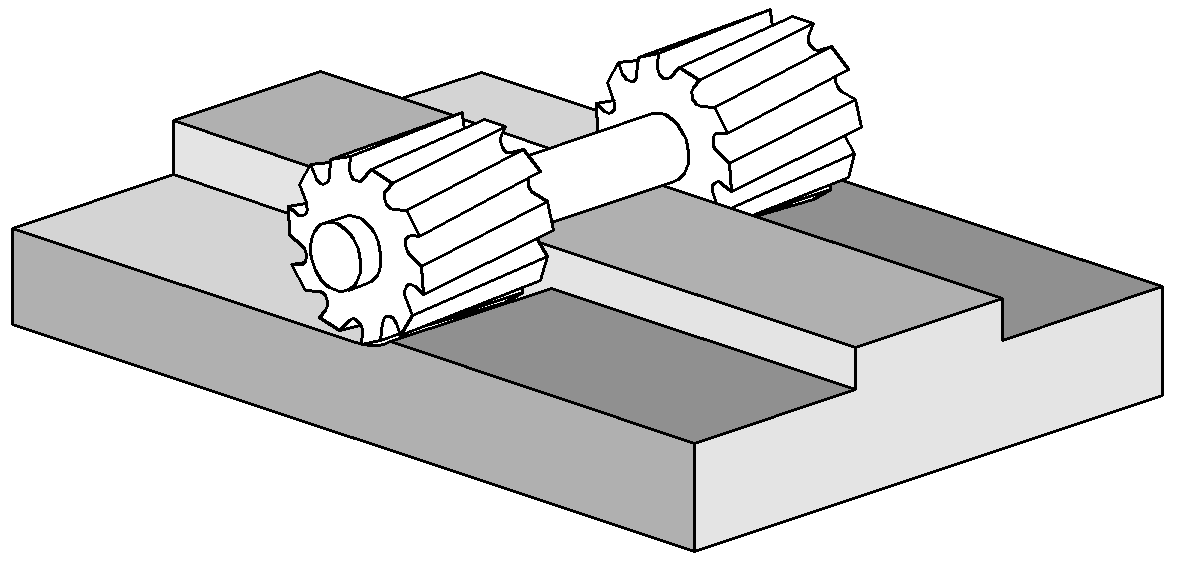
Moagem em grupo
A fresagem em série monta várias fresas de ranhura em um único eixo. Isso permite usinar múltiplas ranhuras ou degraus paralelos em uma única passada. Aplicações comuns incluem múltiplas ranhuras em T em uma mesa de máquina ou ranhuras de refrigeração em um dissipador de calor. Comparada à usinagem de cada ranhura individualmente, a fresagem em série pode reduzir significativamente o tempo de ciclo. Ela também melhora a consistência do espaçamento entre as ranhuras.
No entanto, a fresagem em série exige mais dos equipamentos e do processo. O eixo, as pastilhas e a máquina devem ser suficientemente rígidos para suportar as forças de corte combinadas. O ajuste do espaçamento das pastilhas também requer alta precisão. Uma vez atendidas essas condições, a fresagem em série torna-se uma opção muito competitiva para a produção em lotes.
Ferramentas comuns para fresamento de ranhuras e chaves de seleção
Os métodos de fresagem de ranhuras acima utilizam diferentes tipos de ferramentas. Essas ferramentas incluem fresas de topo, fresas laterais, fresas para ranhuras em T e fresas Woodruff. Na oficina, o desafio não é encontrar o tipo de ferramenta, mas sim escolher a ferramenta específica mais adequada para uma determinada ranhura.
Na seleção de ferramentas, vamos além do nome da ferramenta. Consideramos a geometria da ranhura, o material e a rigidez da máquina. Nos concentramos em fatores como:
- Dimensões do slot: A largura, a profundidade e o fato de estar fechada determinam o tipo e o diâmetro da ferramenta.
- Material: O material (alumínio, aço, etc.) determina o substrato e o revestimento da ferramenta.
- Rigidez do sistema: A rigidez da máquina e do dispositivo de fixação limita o diâmetro útil da ferramenta e a sua projeção.
- Requisitos: As tolerâncias e a rugosidade da superfície determinam se é necessário um acabamento separado.
Uma regra prática é manter a largura da ranhura próxima ao diâmetro padrão da ferramenta. Além disso, mantenha a profundidade da ranhura dentro de três vezes o diâmetro da ferramenta. Isso torna a usinagem mais estável. Se você ultrapassar esse intervalo, precisará de estratégias de trajetória de ferramenta melhores. Estas incluem fresamento trocoidal ou múltiplos degraus de profundidade para controlar a deflexão e os cavacos. Para chavetas e ranhuras-guia com tolerâncias apertadas, frequentemente usamos uma abordagem de "ferramenta de desbaste + ferramenta de acabamento". Isso reduz o impacto do desgaste da ferramenta na precisão.
Estratégias típicas de trajetória de ferramenta
O percurso da ferramenta define o "caráter" da fresagem de ranhuras. A mesma fresa pode ter um desempenho muito diferente com percursos de ferramenta distintos. As três estratégias comuns são:
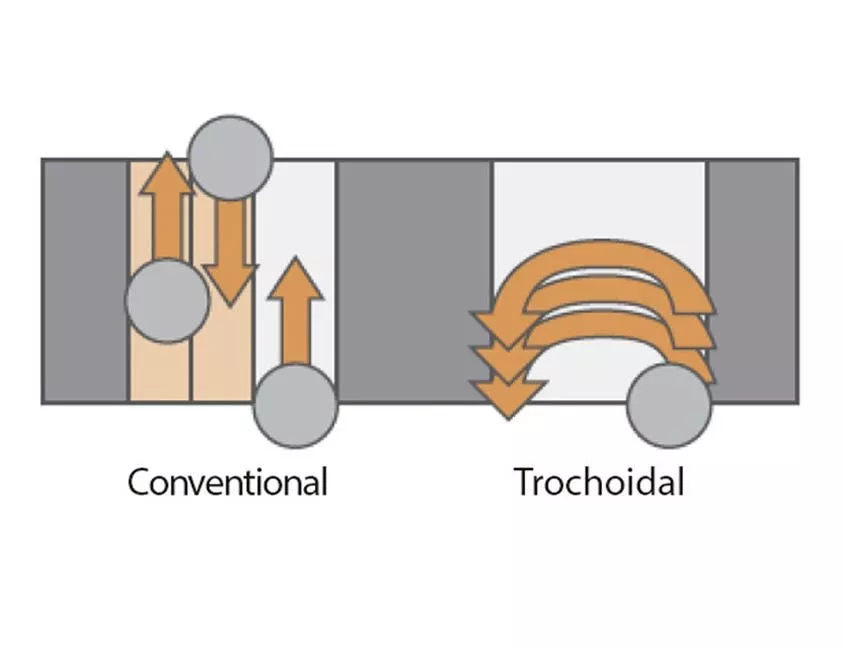
- Abertura de ranhuras convencional: Este método envolve o movimento de vaivém ao longo da linha central da ranhura. É simples de programar e funciona bem para ranhuras rasas e materiais em geral. A desvantagem é que gera altas forças de corte radial e calor em ranhuras profundas ou materiais resistentes.
- Trajetória trocoidal da ferramenta: A ferramenta se move em uma trajetória de "arco circular + avanço". Isso controla o engajamento radial em cada volta, reduzindo a força de corte e melhorando a remoção de cavacos. É ideal para ranhuras profundas, ranhuras estreitas e materiais como aço inoxidável.
- Fresagem por imersão: Este método utiliza principalmente avanço axial, semelhante à furação multiponto. A ferramenta então conecta os furos em uma ranhura com pequenos avanços laterais. É adequado para ranhuras muito profundas ou quando são necessárias ferramentas com grande projeção, priorizando a segurança.
Em nossos projetos, preferimos trajetórias de ferramenta retilíneas para ranhuras convencionais. Quando a profundidade da ranhura excede três vezes o diâmetro da fresa, mudamos para trajetórias trocoidais. Utilizamos desbaste trocoidal, seguido de um ou dois passes de acabamento retilíneos. Quando temos espaço limitado e precisamos usar ferramentas longas, utilizamos uma abordagem de penetração. Isso reduz o risco de quebra da ferramenta.
Otimização de Processos e Resolução de Problemas
A fresagem de ranhuras parece simples, mas problemas ocultos podem afetar o rendimento. O problema não é cortar o material, mas sim controlar as dimensões e a qualidade da superfície. Aqui estão alguns problemas típicos:
- Método de entrada inadequado: A perfuração vertical direta pode lascar as bordas e criar rebarbas. Também deixa marcas da ferramenta no fundo da ranhura. Uma maneira melhor é usar entrada em rampa ou helicoidal. Isso permite que a ferramenta entre gradualmente. Para ranhuras fechadas, você pode fazer um furo piloto primeiro. Em seguida, pode expandir a ranhura com uma fresa com pequeno contato radial.
- Evacuação de Chips Defeituosos: O acúmulo de cavacos em ranhuras profundas e estreitas causa problemas. Isso leva a retrabalho, desgaste acelerado e até mesmo travamento da ferramenta. As soluções incluem usinagem com redução gradual da profundidade de corte e diminuição da profundidade de corte por passe. O uso de fluido de corte ou ar comprimido para remover os cavacos também ajuda.
- Baixa rigidez do sistema: Uma projeção excessiva da ferramenta ou um suporte inadequado da peça causam problemas. Isso leva a larguras fora da tolerância, paredes onduladas e ruído excessivo. Para corrigir isso, reduza a projeção da ferramenta e adicione mais suporte à peça. Você também pode reduzir o avanço, diminuir o contato radial ou usar um porta-ferramentas mais espesso.
Para garantir dimensões e qualidade de superfície adequadas, separamos as etapas de desbaste e acabamento. O desbaste concentra-se na remoção eficiente de material. O acabamento utiliza um contato menor com a ferramenta, uma profundidade de corte menor e parâmetros mais estáveis. Podemos adicionar um passe de ajuste para corrigir erros decorrentes da deformação elástica. Dessa forma, as dimensões da ranhura e a qualidade da superfície permanecem dentro da faixa exigida.
Vantagens e limitações da fresagem de ranhuras
Do ponto de vista do processo, o valor da fresagem de ranhuras reside na sua flexibilidade. Mas não é uma solução para tudo.
Principais vantagens:
- Um conjunto comum de fresas pode lidar com a maioria dos tipos de ranhuras.
- Adapta-se bem a diferentes designs, sendo ideal para pequenos lotes e mudanças frequentes.
- Combina bem com eletroerosão e retificação. A fresagem remove o material em grande quantidade, e outros processos finalizam superfícies críticas.
Principais limitações:
- Ranhuras extremamente profundas e estreitas são limitadas pela rigidez da ferramenta e pela remoção de cavacos.
- A janela de processamento é muito estreita para materiais ultraduros. Requer ferramentas de alta tecnologia e controle rigoroso.
- Para peças sensíveis a tensões residuais, a retificação ou a eletroerosão são frequentemente necessárias como medida de segurança.
Portanto, não dependemos apenas da fresagem de ranhuras. Deixamos que ela realize a maior parte da remoção de material. Em seguida, utilizamos outros processos para áreas que exigem alta precisão e qualidade de superfície. Isso ajuda a equilibrar custo e confiabilidade.
Custo e prazo de entrega: fatores-chave
Do ponto de vista da gestão de projetos, o custo da fresagem de ranhuras não é linear. Ele depende de diversos fatores-chave. Compreender esses fatores desde o início ajuda a evitar custos adicionais de fabricação.
As principais variáveis que afetam o custo e o prazo de entrega são:
- Geometria da ranhura: A largura, a profundidade, o comprimento e o formato da ranhura são importantes.
- Tolerâncias: Dimensões mais compactas e maiores necessidades de superfície aumentam os custos de acabamento e inspeção.
- Tipo de material: O alumínio e o aço carbono são fáceis de cortar. O aço inoxidável e as ligas de alta temperatura são mais agressivos para as ferramentas e máquinas.
- Tamanho do lote: Os protótipos devem cobrir todos os custos de configuração e programação. A produção em massa dilui esses custos em várias peças.
Na Yonglihao, avaliamos a complexidade da usinagem a partir de desenhos e modelos 3D. Em seguida, selecionamos um processo com base no tamanho do seu lote e no prazo de entrega. Caso identifiquemos um projeto que não seja compatível com as ferramentas padrão, sugeriremos alterações. Isso ajuda você a encontrar um bom equilíbrio entre funcionalidade, custo e prazo de entrega.
Conclusão
Como um Prestador de serviços de usinagem CNC, Yonglihao Machinery Não se limita a simplesmente fresar ranhuras. Nosso objetivo é fornecer uma solução completa de usinagem para estruturas com ranhuras. Isso inclui oferecer soluções avançadas. Serviços de fresamento CNC Adaptado às suas necessidades. Possuímos centros de usinagem CNC de 3, 4 e 5 eixos. Também contamos com equipamentos de torneamento, retificação e eletroerosão a fio. Isso nos permite atender tanto protótipos individuais quanto produção em massa.
Para o dimensionamento, selecionamos as ferramentas de corte e os processos com base na largura, profundidade e material da ranhura. Conseguimos atingir larguras na escala milimétrica e profundidades de dezenas de milímetros em aço e alumínio. Em relação aos materiais, usinamos aço carbono, aço inoxidável, ligas de alumínio e outros. Desenvolvemos bibliotecas robustas para cada um deles. No controle de qualidade, medimos as dimensões e posições das ranhuras de chaveta. Para rasgos de chaveta com requisitos de alta precisão, utilizamos calibradores ou máquinas de medição por coordenadas (CMM) para verificação.
Se você possui peças com ranhuras, fique à vontade para nos enviar seus desenhos. Forneceremos um plano realista de fresagem de ranhuras e um orçamento. O orçamento será baseado no material, tamanho do lote e requisitos de tolerância. Se necessário, podemos sugerir ajustes de projeto para facilitar a fabricação da peça.
Perguntas frequentes
Como devo definir a largura da ranhura no meu projeto para facilitar a usinagem?
Recomendamos que, sempre que possível, a largura da ranhura corresponda aos diâmetros padrão das ferramentas (como 4, 6, 8, 10 ou 12 mm). Dimensões incomuns (como 7,3 mm) exigem múltiplas passagens ou ferramentas personalizadas, o que aumenta o custo e o risco. Para recursos como rasgos de chaveta, você pode ajustar a largura da chaveta ou da peça de acoplamento para corresponder à largura de uma ranhura padrão.
O que devo levar em consideração em relação a lacunas profundas no planejamento de design e processos?
Quando a profundidade da ranhura exceder três vezes o diâmetro da ferramenta, evite larguras muito estreitas. Alargue a ranhura para facilitar a remoção de cavacos. Observe também no desenho que o usinagem segmentada é permitida. Do ponto de vista do processo, utilizamos corte escalonado e estratégias avançadas de desbaste. Em seguida, utilizamos passes de acabamento para refinar as paredes da ranhura.
Como devo indicar as tolerâncias relacionadas às ranhuras nos desenhos?
Especifique claramente a tolerância da largura da ranhura, a profundidade e o formato do fundo. Indique também a distância em relação às superfícies de referência e a posição relativa a outros elementos. Se precisar de uma rugosidade superficial específica, marque o fundo e as paredes da ranhura separadamente. Isso nos ajuda a planejar nossas estratégias de desbaste e acabamento.
Em que situações a fresagem de ranhuras é mais adequada do que a eletroerosão ou o brochamento?
Para ranhuras com formatos variados, lotes de produção pequenos a médios e boa usinabilidade, a fresagem de ranhuras é a primeira opção. É um processo flexível e econômico. Para ranhuras extremamente profundas e estreitas, cantos internos vivos ou materiais muito duros, a eletroerosão (EDM) ou o brochamento apresentam vantagens. Muitas peças complexas utilizam uma combinação de fresagem de ranhuras e outros processos. Recomendaremos a melhor abordagem para a sua peça específica.



