


In de moderne productie en techniek is oppervlakteruwheid een belangrijke maatstaf voor productkwaliteit en -prestaties. Het beïnvloedt de slijtvastheid, wrijving, hechting van de coating, corrosiebestendigheid en elektrische geleidbaarheid. Om te garanderen dat de oppervlaktekwaliteit aan de ontwerpeisen voldoet, gebruiken fabrikanten gestandaardiseerde meetmethoden.
Oppervlakteruwheidsgrafieken en afwerkingsconversietabellen helpen ingenieurs weloverwogen beslissingen te nemen. Deze tools stellen hen in staat de juiste balans te vinden tussen bewerkingskwaliteit en kostenbeheersing.
Als uw producten een hoge oppervlakteafwerking vereisen, is deze gids een waardevolle referentie.
Wat is oppervlakteafwerking?
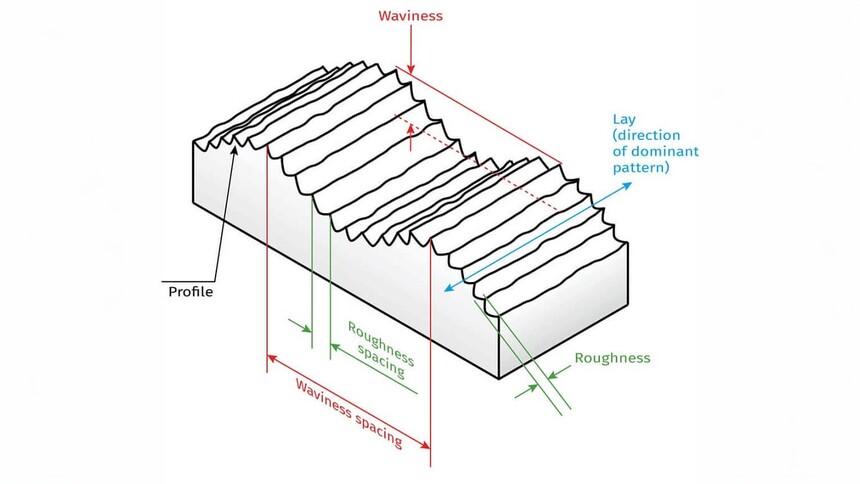
Oppervlakteafwerking verwijst naar kleine oneffenheden op het oppervlak van een materiaal. Deze wordt meestal gemeten aan de hand van ruwheid, en gangbare parameters zijn Ra (gemiddelde ruwheid) en Rz (maximale profielhoogte). Deze waarden beïnvloeden de functie, levensduur en het uiterlijk van het onderdeel. Bij de beoordeling van de afwerking kijken we naar drie aspecten: ruwheid, golving en gelaagdheid.
Ruwheid wordt gedefinieerd als een klein verschil in oppervlaktehoogte. Deze maatstaf wordt verkregen door bewerkingen zoals snijden of slijpen. Wanneer we het over oppervlakteafwerking hebben, hebben we het voornamelijk over ruwheid.
Rimpeling is de periodieke golving van het oppervlak van een onderdeel. Dit wordt meestal veroorzaakt door trillingen of instabiliteit van de machine. Overmatige golving kan de pasvorm en prestaties van het onderdeel beïnvloeden.
Hiërarchie daarentegen heeft betrekking op de richting van de oppervlaktetextuur. Deze wordt grotendeels bepaald door de baan van het bewerkingsgereedschap. Het beïnvloedt de wrijvingseigenschappen van het oppervlak in verschillende richtingen.
Naarmate industrieën zoals de lucht- en ruimtevaart en de automobielindustrie nauwkeuriger worden, is oppervlakteafwerking een belangrijk onderdeel van kwaliteitscontrole geworden. Bij CNC-bewerking is afwerking een van de belangrijkste kwaliteitscriteria.
Verder lezen: Metaaloppervlaktebehandeling
Waarom is oppervlakteafwerking zo belangrijk in het engineeringproces?
Oppervlakteafwerking speelt een cruciale rol in engineering en productie. Deze maatstaf heeft direct invloed op de prestaties, het uiterlijk en de duurzaamheid van een product, of het nu gaat om een mechanisch onderdeel, een elektronisch apparaat of een consumentenproduct. Deze maatstaf is belangrijk.
Het beheersen van de afwerking kan de wrijving effectief verbeteren en de corrosiebestendigheid verhogen. Het verbetert ook de hechting van de coating en verhoogt de elektrische geleidbaarheid. Bovendien is de oppervlakteafwerking belangrijk voor de esthetiek van een product. Dit geldt met name in zeer precieze productie en veeleisende industrieën. De kwaliteit van de oppervlakteafwerking bepaalt meestal de uiteindelijke prestaties en levensduur van het product.
Onderdelen met een goede oppervlakteafwerking hebben de volgende voordelen:
Minder wrijving en langere levensduur: Gladde oppervlakken verminderen effectief de wrijving tussen onderdelen. Dit vermindert slijtage en verlengt de levensduur van het product aanzienlijk.
Verbeterde chemische en corrosiebestendigheid: Een hogere afwerking vermindert microscopisch kleine defecten. Dit zorgt ervoor dat chemicaliën en corrosieve stoffen effectief binnendringen. Dit verbetert de chemische en corrosiebestendigheid.
Bevordert de hechting van coatings en verven: Gladde oppervlakken zorgen ervoor dat coatings en verven beter en gelijkmatiger hechten. Dit verbetert de duurzaamheid en sterkte van de coating.
Verbetert de visuele aantrekkingskracht: Een hoogglansoppervlak maakt producten zoals consumptiegoederen aantrekkelijker. De oppervlaktekwaliteit heeft een directe invloed op de perceptie en ervaring van de gebruiker.
Oppervlaktedefecten elimineren: Enhanced Finish kan kleine oppervlaktedefecten eenvoudig elimineren of minimaliseren. Dit verbetert op zijn beurt de algehele kwaliteit van het product.
Verbetering van de elektrische geleidbaarheid: Hoe gladder het oppervlak, hoe lager de bijbehorende weerstand. Dit is handig voor onderdelen waarvan de elektrische prestaties moeten worden verbeterd.
Verbeterde slijtvastheid: Optimalisatie van de afwerking verbetert de slijtvastheid van het product. Het vermindert ook de wrijving, waardoor het product duurzamer wordt.
Hoe oppervlakteruwheid te meten
Het meten van de oppervlakteruwheid is essentieel om de productkwaliteit en -prestaties te waarborgen. Nauwkeurige gegevens over oppervlaktekenmerken helpen bij het optimaliseren van bewerkingsprocessen en het verlengen van de levensduur van producten. Verschillende methoden zijn geschikt voor verschillende materialen en vereisten. Meetinstrumenten vallen in twee categorieën: contactloos en contactloos.
1. Contactmethoden (Stylus-probe-instrumenten)
Contactmethoden maken gebruik van een naald die over het oppervlak beweegt om hoogteveranderingen te registreren. Dit genereert ruwheidsgegevens. Deze methoden zijn zeer nauwkeurig, kosteneffectief en ideaal voor harde materialen. Ze kunnen echter zachte materialen licht beschadigen en zijn langzamer dan contactloze methoden.
2. Contactloze methoden (optisch, laser of röntgen)
Contactloze methoden maken gebruik van optische, laser- of röntgentechnologie om oppervlaktecontouren vast te leggen. Ze zijn snel, onschadelijk en ideaal voor precisieonderdelen of zachte materialen. De apparatuur is echter duur en minder effectief op reflecterende of transparante oppervlakken.
3. Vergelijkende methoden
Deze techniek beoordeelt de ruwheid door het oppervlak van een product te vergelijken met een standaardmonster. Fabrikanten bereiden monsters voor met bekende ruwheidsniveaus. Het product wordt vervolgens visueel en tactiel geïnspecteerd aan de hand van deze monsters om de kwaliteit te garanderen.
Verschillende methoden voor het meten van oppervlakteruwheid
De oppervlakteafwerking van een onderdeel kan met verschillende methoden worden gemeten, waaronder:
Profileringstechniek: De profileringstechniek meet de ruwheid door een oppervlak te snijden of te slijpen. Het is een destructieve methode die doorgaans in een laboratoriumomgeving wordt gebruikt. Deze techniek biedt een diepgaande analyse van oppervlakte-eigenschappen en levert zeer nauwkeurige gegevens op. Omdat het oppervlak echter wordt vernietigd, is het niet geschikt voor inspectie van eindproducten of tijdens het proces.
Gebiedstechniek:De oppervlaktetechniek is specifiek ontworpen om de gemiddelde ruwheid van een groot oppervlak te meten. De methode verkrijgt algemene ruwheidsgegevens door het hele oppervlak te analyseren. Deze methode is met name geschikt voor het inspecteren van oppervlakken met complexe vormen of grote onderdelen. Het is echter niet mogelijk om gedetailleerde informatie over kleine, gelokaliseerde gebieden vast te leggen.
Microscopietechnieken: Microscopietechnieken maken gebruik van microscopen met een hoge vergroting om metingen te doen. Voorbeelden hiervan zijn elektronenmicroscopie of atoomkrachtmicroscopie. Deze techniek wordt gebruikt om de ruwheid van kleine oppervlakken te meten en is met name geschikt voor onderzoek met een precisie op nanometerschaal. Deze methode wordt veel gebruikt in de halfgeleider- en nanotechnologie. Het levert zeer gedetailleerde informatie over het oppervlak op.
Inductieve methode: De inductieve methode meet de afstand tot het oppervlak met behulp van een inductieve sensor. Deze methode is met name geschikt voor metalen of geleidende materialen. De methode is zeer nauwkeurig en niet-destructief en wordt vaak gebruikt om de oppervlakken van precisieonderdelen te inspecteren. Inductieve methoden worden veel gebruikt in de lucht- en ruimtevaart en de elektronicaproductie, waar de oppervlaktekwaliteit cruciaal is.
Machinemethode: De machinemethode maakt gebruik van een meetsysteem in de CNC-machine. Het meet de oppervlakteruwheid direct tijdens de bewerking. Deze techniek is geschikt voor massaproductie en bewaakt de kwaliteit in realtime. Het verbetert niet alleen de efficiëntie, maar garandeert ook de productconsistentie.
Ultrasoon methode: De ultrasone methode maakt gebruik van geluidsgolven om de oppervlakteruwheid te meten. Deze methode is zeer geschikt voor het inspecteren van grote constructies of moeilijk bereikbare oppervlakken, zoals leidingen of scheepsrompen. Als contactloze en niet-destructieve techniek wordt deze techniek veel gebruikt bij industriële inspecties om grote structurele oppervlakken te monitoren.
Symbolen en afkortingen voor oppervlakteruwheidsgrafieken
Als u het concept van het bewerken van oppervlakteruwheidsgrafieken in detail wilt begrijpen, kan het zijn dat u sommige gegevens moeilijk te begrijpen vindt. Als u de gegevens niet nauwkeurig kunt interpreteren, is het ook lastig om in een later stadium metingen te doen.
Om u te helpen het beter te begrijpen, hebben we de relevante concepten en de bijbehorende diagrammen voor u geordend.

Ra – Gemiddelde oppervlakteruwheid
Ra is de meest gebruikte parameter voor oppervlakteruwheid. Deze meet de gemiddelde afwijking van de oppervlaktehoogte ten opzichte van de hartlijn. Door het gemiddelde van kleine schommelingen te berekenen, biedt Ra een eenvoudige indicator voor de algehele afwerking van een oppervlak. Het is een veelgebruikte indicator bij oppervlaktekwaliteitscontrole. Het is vooral belangrijk bij onderdelen met hoge eisen aan gladheid of slijtvastheid.
Rmax – Maximale verticale afstand van piek tot dal
Rmax geeft de maximale verticale afstand tussen de hoogste piek en het laagste dal van een oppervlak weer. Deze parameter geeft informatie over de extreme ruwheid van een oppervlak. Hij markeert de hoogste en laagste punten en wordt vaak gebruikt om extreme defecten te beoordelen. Bijzonder geschikt voor producten die een strikte gladheid vereisen. Rmax identificeert potentiële problemen die de functionaliteit beïnvloeden en zorgt ervoor dat het oppervlak niet overmatig ruw is.
Rz – Gemiddelde maximale hoogte van de contour
Rz berekent een gemiddelde waarde door het verschil in maximale hoogte over meerdere bemonsteringssegmenten te meten. Het weerspiegelt het hoogteverschil van onregelmatige contouren op het oppervlak en biedt meer gedetailleerde informatie over lokale pieken en dalen dan Ra. Rz is geschikt voor toepassingen waarbij gedetailleerde oppervlakteanalyse vereist is. Het kan helpen bij het identificeren van lokale defecten en het beoordelen van de algehele gladheid, waardoor de duurzaamheid en functionaliteit van onderdelen worden gewaarborgd.

Oppervlakteruwheidsgrafiek
De oppervlakteruwheidsgrafiek is een algemene toolgrafiek voor oppervlaktekwaliteit. Deze biedt een duidelijke visuele referentie voor ingenieurs en fabrikanten. De grafieken geven de gebruiker inzicht in het typische bereik van de oppervlakteruwheid (bijv. Ra, Rz, enz.) dat met elk proces kan worden bereikt. Deze grafieken worden gebruikt tijdens het ontwerp- en productieproces om te garanderen dat de oppervlakteafwerking voldoet aan de eisen. Dit verbetert op zijn beurt de productprestaties en betrouwbaarheid.

Oppervlakteafwerking conversietabel
De oppervlakteafwerkingsconversietabel is een hulpmiddel om de oppervlaktekwaliteit van verschillende bewerkingsprocessen te vergelijken. Het helpt fabrikanten bij het omrekenen van metrische en imperiale eenheden om ervoor te zorgen dat de oppervlakteafwerking aan de eisen voldoet.
Uitleg van veelvoorkomende ruwheidsparameters:
Ra: Gemiddelde ruwheid, waarmee de gladheid van het oppervlak wordt aangegeven.
RMS: Root Mean Square Roughness, vergelijkbaar met Ra.
Rt: Afstand tussen het hoogste en laagste punt op het oppervlak.
N-klasse: Gestandaardiseerde klasse voor oppervlakteruwheid.
Afsnijdlengte: De lengte van het monster dat nodig is om de oppervlakteruwheid te meten.
| Ra (Micrometer) | Ra (micro-inches) | RMS (micro-inches) | N-klasse | Rt (Micrometer) | Afsnijlengte (millimeters) |
| 0.025 | 1 | 1.1 | 1 | 0.3 | 0.08 |
| 0.05 | 2 | 2.2 | 2 | 0.5 | 0.25 |
| 0.1 | 4 | 4.4 | 3 | 0.8 | 0.25 |
| 0.2 | 8 | 8.8 | 4 | 1.2 | 0.25 |
| 0.4 | 16 | 17.6 | 5 | 2 | 0.25 |
| 0.8 | 32 | 32.5 | 6 | 4 | 0.8 |
| 1.6 | 63 | 64.3 | 7 | 8 | 0.8 |
| 3.2 | 125 | 137.5 | 8 | 13 | 2.5 |
| 6.3 | 250 | 275 | 9 | 25 | 2.5 |
| 12.5 | 500 | 550 | 10 | 50 | 2.5 |
| 25 | 1000 | 1100 | 11 | 100 | 8 |
| 50 | 2000 | 2200 | 12 | 200 | 8 |
Spiekbriefje voor oppervlakteruwheidsgrafiek
| Micrometerkwaliteit | Microinch-classificatie | Beschrijving | Sollicitatie |
| 25 | 1000 | Ruw oppervlak geproduceerd door smeed- of zaagprocessen | Geschikt voor onafgewerkte openingen of ruw bewerkte constructiedelen |
| 12.5 | 500 | Oppervlakteruwheid door zwaar snijden of grof voeren | Wordt gebruikt voor spleetoppervlakken, vaak in gebieden waar spanning vereist is |
| 6.3 | 250 | Veel voorkomend bij frees-, boor- of slijpprocessen, met een ruwer oppervlak | Geschikt voor mechanische onderdelen met spanningsvereisten |
| 3.2 | 125 | Ruwere oppervlaktebehandeling, geschikt voor onderdelen die een hoge belasting dragen | Wordt vaak gebruikt voor onderdelen die onderhevig zijn aan trillingen en hoge spanning |
| 1.6 | 63 | Betere oppervlakteafwerking, veelgebruikt bij precisiebewerking | Geschikt voor onderdelen die onder gecontroleerde omstandigheden zijn geproduceerd |
| 0.8 | 32 | Hoognauwkeurige bewerking, waarbij doorgaans strikte controle en oppervlaktebehandeling vereist zijn | Geschikt voor onderdelen die geen zware lasten of continue beweging hoeven te ondersteunen |
| 0.4 | 16 | Fijn slijpen of polijsten, geschikt voor toepassingen met hoge eisen aan gladheid | Wordt gebruikt voor oppervlakken die een hoge gladheid nodig hebben |
| 0.2 | 8 | Oppervlak verkregen door nauwkeurig polijsten, gebruikt voor schuifcomponenten of speciale onderdelen | Onderdelen waar ringen en afdichtingen soepel moeten glijden |
| 0.1 | 4 | Extreem hoogwaardige oppervlaktebehandeling, veelgebruikt in precisie-instrumenten en zeer gevoelige apparaten | Wordt gebruikt voor precisie-instrumenten en meters |
| 0.05-0.025 | 2-1 | Het meest verfijnde oppervlak, bereikt door superfinishing of polijsten | Geschikt voor precisiemeetinstrumenten en gevoelige meetinstrumenten |
Het memoblad Oppervlakteruwheidstabel helpt ingenieurs snel inzicht te krijgen in de verschillende eisen voor oppervlakteafwerking en deze toe te passen op specifieke scenario's. Hieronder vindt u een beknopte beschrijving van de verschillende oppervlakteruwheidsklassen en toepassingen:
Ruw oppervlak: 25 micron kwaliteit. Wordt vooral gebruikt voor het ruwen van oppervlakken zoals grote onderdelen en structurele componenten die geen hoge precisie vereisen.
Gemiddelde ruwheid: 6,3 tot 3,2 micron. Veelgebruikt voor het bewerken van mechanische onderdelen, geschikt voor onderdelen die onderhevig zijn aan spanning en aan bepaalde nauwkeurigheidseisen voldoen.
Fijn oppervlak: 1,6 tot 0,4 micron. Geschikt voor onderdelen die een goede pasvorm en nauwkeurige controle vereisen, zoals precisiemachines en transmissies.
Ultrafijn oppervlak: 0,2 micron of minder. Toegepast op zeer nauwkeurige gebieden, zoals instrumentatie, optische apparatuur en precisiemeters.
Welke factoren beïnvloeden de oppervlakteafwerking?
De belangrijkste factoren die de oppervlakteafwerking beïnvloeden, zijn:
Type koelvloeistof : Verschillende koelmiddelen beïnvloeden hoe warm en soepel het snijproces verloopt. Het juiste koelmiddel kan de warmte verminderen en het oppervlak gladder maken.
Snij-instellingen : Hoe snel het gereedschap beweegt, hoeveel materiaal het snijdt en hoe diep het snijdt, heeft allemaal invloed op de oppervlaktekwaliteit. Hogere snijsnelheden en kleinere sneden geven meestal een gladdere afwerking.
Bewerkingsproces : Verschillende processen zoals frezen, draaien en slijpen zorgen voor verschillende oppervlakteafwerkingen. Precisiemethoden zoals slijpen en polijsten zorgen meestal voor de gladste oppervlakken.
Trilling : Wanneer machines of materialen trillen tijdens het snijden, kan dit hobbels veroorzaken en het oppervlak ruw maken. Het verminderen van trillingen is belangrijk om een mooi, glad oppervlak te krijgen.
Hoe de oppervlakteruwheid te verbeteren
Veelgebruikte methoden om de oppervlakteruwheid te verbeteren zijn onder meer:
Verbetering van de snijomstandigheden: Het aanpassen van de snijsnelheid, voedingssnelheid en snijdiepte. Hogere snijsnelheden en kleinere voedingen verbeteren doorgaans de oppervlakteafwerking. Daarnaast kan het gebruik van de juiste gereedschapshoeken en het scherp houden van het gereedschap de ruwheid aanzienlijk verbeteren.
De juiste bewerkingstechniek kiezen: Verschillende bewerkingsmethoden kunnen van invloed zijn op hoe glad het oppervlak uiteindelijk wordt. Precisietechnieken zoals slijpen, polijsten of honen kunnen een gladdere afwerking creëren.
Kies de juiste grondstof: De hardheid en taaiheid van het materiaal kunnen bepalen hoe ruw of glad het oppervlak zal zijn. Door materialen te kiezen die gemakkelijker te bewerken zijn, kunt u de oppervlakteruwheid beheersen en het eindresultaat verbeteren.
Samenvatten
Bij Yonglihao Machinery begrijpen we dat oppervlakteafwerking cruciaal is voor de productprestaties. Het heeft een directe invloed op de duurzaamheid, betrouwbaarheid en uitstraling. Daarom zetten we ons volledig in om ervoor te zorgen dat elke oppervlakteafwerking voldoet aan zowel ontwerp- als functionele eisen.
Met behulp van geavanceerde meetmethoden en -instrumenten helpen we onze klanten een strikte kwaliteitscontrole te handhaven, zelfs in de meest complexe productieomgevingen. Ons team verfijnt voortdurend processen en maakt gebruik van oppervlakteruwheidsgrafieken en afwerkingsconversietabellen om ervoor te zorgen dat elk product aan de hoogste normen voldoet.
Als experts in CNC-bewerkingsdiensten, We weten hoe belangrijk oppervlakteafwerking is voor het succes van uw product. Als superieure prestaties uw doel zijn, neem dan vandaag nog contact met ons op. Laat ons u helpen uitzonderlijke resultaten te leveren met precisie en kwaliteit waarop u kunt vertrouwen.



