


Bij het ontwerpen van een metalen onderdeel bepalen de proceskeuze de kosten, de doorlooptijd en de maximale kwaliteit. Bij Yonglihao Machinery ondersteunen we beide. CNC-bewerking En metaalgieten voor daadwerkelijke productie. We zien hetzelfde patroon. De beste methode sluit aan bij uw toleranties, geometrie en volume.
Gieten geeft vorm door stolling in een mal. Verspanen geeft vorm door materiaal van een massief stuk metaal te verwijderen. Beide methoden kunnen uitstekende onderdelen opleveren. Maar ze lossen verschillende problemen op.
Deze handleiding helpt u bij het kiezen van de juiste route voor uw onderdeel. We richten ons op de verschillen die van invloed zijn op de besluitvorming. Deze omvatten toleranties, oppervlakteafwerking, geometrie, volume, levertijd, kostenstructuur en kwaliteitsrisico's.
Wanneer is gieten, bewerken of eerst gieten en dan bewerken de beste methode?
Gieten is het meest geschikt voor complexe geometrieën op grote schaal. Het blinkt uit bij interne holtes en overgangen van dik naar dun. Vormen die al bijna de uiteindelijke vorm hebben, verkorten de bewerkingstijd. Zodra de matrijs gereed is, dalen de kosten per onderdeel naarmate de productie toeneemt.
Verspanen werkt het best wanneer precisie en snelheid belangrijker zijn dan de kosten per onderdeel. Het is geschikt voor prototypes en kleine series. Het is ideaal voor onderdelen met nauwe toleranties en een gecontroleerde oppervlakteafwerking. Het is ook geschikt voor projecten die regelmatig veranderen. Je kunt een programma sneller bijwerken dan matrijzen aanpassen.
Gieten en vervolgens bewerken blijkt vaak de meest praktische methode voor industriële onderdelen. Je giet de bulkvorm om materiaal en bewerkingstijd te besparen. Vervolgens bewerk je alleen de kritische onderdelen. Deze aanpak is geschikt voor behuizingen, klephuizen en onderdelen met afdichtingsvlakken, boringen of lagerzittingen.
Onthoud één regel: giet voor vorm en volume, machinaal voor nauwkeurigheid. Combineer ze wanneer je beide nodig hebt.
Gieten versus machinale bewerking: basisprincipes
Bij gieten wordt een onderdeel gemaakt door gesmolten metaal in een mal te gieten. Je laat het vervolgens stollen. De mal bepaalt de hoofdgeometrie. Je kunt vormen creëren die veel duurder zijn om uit massief materiaal te frezen. Dit omvat ook interne kanalen met kernen.
Verspanen creëert een onderdeel door materiaal te verwijderen van een blok, plaat of staaf. Snijgereedschappen volgen een gecontroleerd pad en bereiken zo de uiteindelijke geometrie. Het belangrijkste voordeel is de voorspelbare nauwkeurigheid. Het zorgt bovendien voor een stabiele oppervlaktekwaliteit over kritische onderdelen.
Voor beide methoden is het belangrijk om vroegtijdig een aantal belangrijke factoren vast te stellen. Dit is de snelste manier om een keuze te maken. We beginnen met het materiaal, de hoeveelheid en de kritische eigenschappen van het onderdeel. Vervolgens bevestigen we de toleranties en de gewenste oppervlakteafwerking. Met deze gegevens wordt de proceskeuze minder subjectief.

Wat is casten?
Gieten Het proces zet gesmolten metaal om in een vast onderdeel in een mal. Het wordt gebruikt voor onderdelen met complexe vormen. Het is geschikt voor interne holtes of grote afmetingen. Het kan de goedkoopste manier zijn om grote aantallen van hetzelfde ontwerp te produceren.
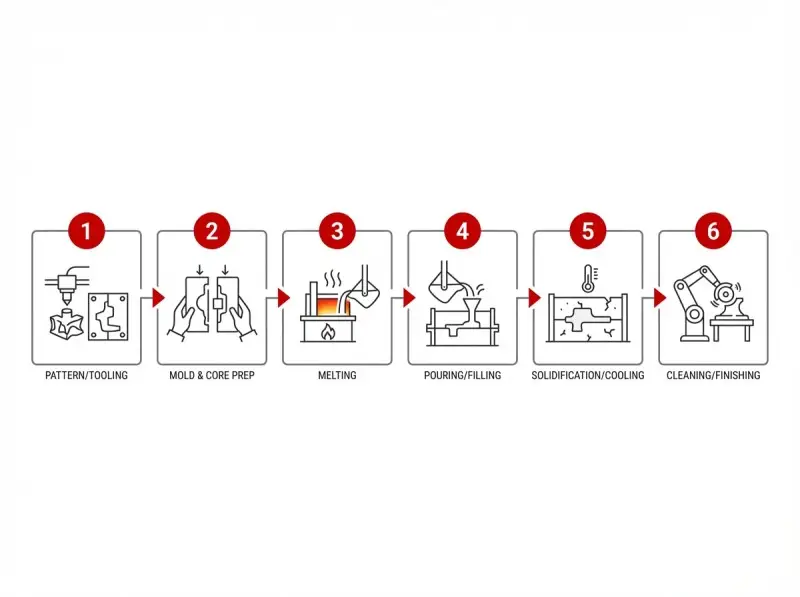
Gietproces: vormgeven, gieten, stollen, afwerken.
De meeste gietprojecten volgen een vergelijkbare workflow. Je begint met een model of een matrijsontwerp. Je bereidt de mal en eventuele kernen voor interne structuren voor. Vervolgens smelt je het metaal. Je giet of spuit het in de matrijs.
Na het vullen vindt de stolling plaats tijdens het afkoelen van het metaal. De afkoelfase is bepalend voor veel kwaliteitsaspecten. Bij ongelijkmatige afkoeling ontstaan krimp, vervorming of interne holtes. Zodra het onderdeel is gestold, wordt het verwijderd. Het wordt schoongemaakt en voorbereid op eventuele nabewerking.
Typische nabewerking na het gieten
Veel gegoten onderdelen vereisen nabewerking voordat ze verzonden kunnen worden. Gangbare stappen zijn onder andere het bijwerken van aanspuitpunten en opstijgers. Ontbramen, stralen en het reinigen van het oppervlak behoren ook tot de mogelijkheden. Warmtebehandeling kan de eigenschappen stabiliseren en de sterkte verbeteren. Dit is afhankelijk van de legering en de toepassing.
Lichte nabewerking is gebruikelijk, zelfs bij gegoten onderdelen. Het is sneller om het grootste deel te gieten en vervolgens een paar vlakken en boringen te bewerken. Dit is beter dan het hele onderdeel uit massief materiaal te frezen.
Gangbare materialen voor gieten
Mensen gebruiken gieten voor metalen die zich stabiel smelten en gieten. Bij de productie, materiaalkeuze Dit beïnvloedt de vloeibaarheid. Het beïnvloedt de krimp en het risico op defecten. Bij Yonglihao Machinery ondersteunen we gieten met roestvrij staal. We gebruiken staallegeringen, koolstofstaal en aluminium. Dit is afhankelijk van de toepassingsbehoeften.
Kies eerst het materiaal op basis van prestaties. Controleer vervolgens of het gietproces de vereiste kwaliteit oplevert. Het moet reproduceerbaar zijn. Als het onderdeel kritische afdichtings- of lagerelementen bevat, plan dan om die oppervlakken te bewerken. Doe dit zelfs als het hoofdgedeelte gegoten is.
Wat is verspanen?
Bewerking CNC-bewerking verwijdert materiaal uit massief materiaal en bereikt zo de uiteindelijke vorm. Het maakt gebruik van computerbesturing, waarbij gereedschappen en opspanmiddelen nauwkeurig en herhaalbaar bewegen. Dit maakt bewerking de standaardkeuze voor nauwe toleranties en zorgt voor een stabiele oppervlakteafwerking.
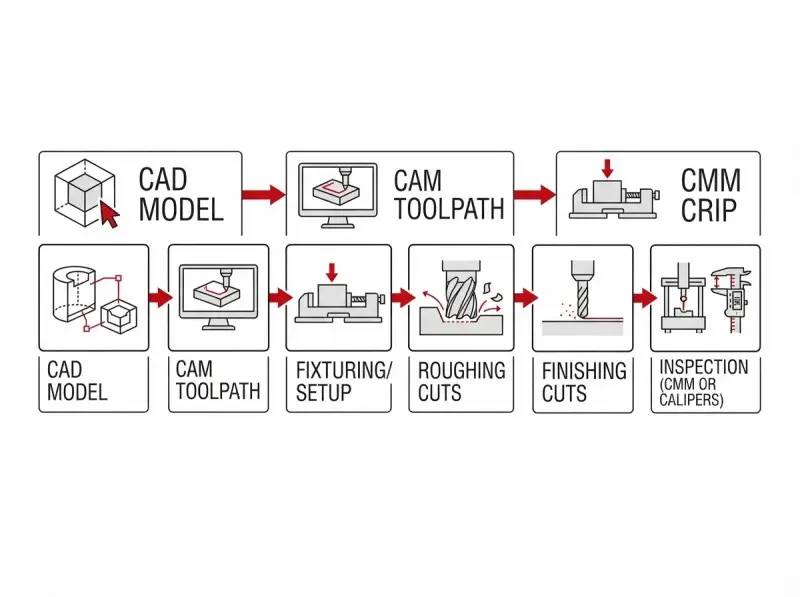
Werkproces van de bewerking: programmeren, instellen, materiaal verwijderen, inspecteren.
De meeste CNC-projecten beginnen met een CAD-model. Je maakt gereedschapspaden. Je ontwerpt opspaninrichtingen of werkstukklemmen. Het onderdeel wordt in fasen gefreesd. Dit zorgt voor nauwkeurigheid, gereedschapsbelasting en oppervlaktekwaliteit.
Inspectie is essentieel bij machinale bewerking. Tijdens het productieproces worden kritische afmetingen gecontroleerd. Aan het eind worden de uiteindelijke acceptatiekenmerken bevestigd. Dit zorgt voor consistente resultaten. Het werkt zowel voor prototypes als voor kleine tot middelgrote productieseries.
Veelvoorkomende bewerkingsprocessen die je daadwerkelijk zult gebruiken
CNC-frezen is geschikt voor prismatische onderdelen, uitsparingen, sleuven en 3D-oppervlakken. Het is ideaal voor beugels, platen, behuizingen en complexe externe geometrie. Frezen garandeert vlakheid. Het maakt nauwkeurige positionering mogelijk voor bijvoorbeeld boutpatronen.
CNC-draaien is geschikt voor roterende onderdelen. Het is ideaal voor assen, bussen, schroefdraad en concentrische diameters. Draaien levert een uitstekende rondheid op. Bij een stabiele opspanning zorgt het voor herhaalbare diameters.
Boren en ruimen creëren gaten met een gecontroleerde afmeting en afwerking. Slijpen verbetert de oppervlakteafwerking of dimensionale nauwkeurigheid nog verder. Het is geschikt voor geharde onderdelen. Deze bewerkingen ondersteunen de laatste stap om het onderdeel geschikt te maken voor kritische aansluitingen.
Gangbare materialen voor bewerking
Verspanen is mogelijk met een breed scala aan materialen. Metalen worden het meest gebruikt voor industriële onderdelen. Maar ook kunststoffen, composieten en andere materialen kunnen worden bewerkt, afhankelijk van de toepassing. De bewerkbaarheid is van invloed op de gereedschapskeuze, de voeding, de snelheid en de gewenste oppervlakteafwerking.
Stem het proces af op de meest veeleisende eigenschappen van het onderdeel. Als het onderdeel nauwe toleranties vereist op meerdere vlakken of boringen, biedt machinale bewerking een directe oplossing. Als het onderdeel voornamelijk bestaat uit niet-kritische geometrie met slechts enkele kritische raakvlakken, kan gieten en vervolgens machinaal bewerken de kosten drukken. De functionaliteit blijft behouden.
Belangrijkste typen en typische toepassingen
Er bestaan verschillende giet- en bewerkingsmethoden. Geen enkele methode is geschikt voor elk onderdeel. Begrijp wat elke methode het beste oplevert.
Zandgieten
Mensen kiezen voor zandgieten voor grote onderdelen. Het maakt flexibele ontwerpwijzigingen mogelijk. De mallen zijn wegwerpbaar. Dit vermindert de investering in gereedschap in vergelijking met permanente matrijzen. Het is geschikt voor grote afmetingen. Complexe geometrieën. Toleranties kunnen indien nodig worden afgewerkt met nabewerkingen.
Verwacht een ruwer oppervlak na het gieten. Verwacht een grotere maatafwijking dan bij precisiegietmethoden. Wanneer zandgieten functionele onderdelen betreft, moeten de afdichtingsvlakken machinaal worden bewerkt. Boringen en montage-interfaces moeten machinaal worden bewerkt.
Spuitgieten
Spuitgieten Geschikt voor massaproductie. Het maakt gebruik van metalen matrijzen. Het biedt een hoge herhaalbaarheid. Het zorgt voor efficiënte cyclustijden zodra de matrijs gevalideerd is. Men gebruikt het voor non-ferro onderdelen. Productiesnelheid en consistente vorm zijn belangrijk.
Spuitgieten levert een goede oppervlakteafwerking op. Het zorgt voor fijne details aan de buitenkant. Maar de initiële investering in de matrijs is hoger. Het werkt het beste wanneer de productieomvang en de ontwerpstabiliteit die matrijsinvestering rechtvaardigen.
Investeringsgieten
Mensen gebruiken investeringsgieten Voor complexe vormen. Het geeft een fijnere oppervlakteafwerking dan veel andere gietmethoden. Het is geschikt wanneer de geometrie gedetailleerd is en nabewerking moeilijk of inefficiënt zou zijn. Het is geschikt wanneer de complexiteit van het onderdeel en de vorm die dicht bij het eindresultaat ligt, de totale verwerkingskosten verlagen.
Zelfs bij precisiegieten moeten kritische raakvlakken mogelijk nog worden nabewerkt. Je krijgt daardoor meer vormvastheid. Vervolgens leg je de uiteindelijke afmetingen vast waar dat nodig is.
Druk- of persgieten
Bij persgieten wordt tijdens de stolling kracht uitgeoefend. Dit verbetert de dichtheid en vermindert het risico op defecten. Overweeg deze methode wanneer hogere mechanische eisen gelden. De porositeit wordt bovendien geminimaliseerd in vergelijking met conventionele gietmethoden.
Deze methode is geschikt voor structurele onderdelen. Prestatie en consistentie hebben prioriteit. Ontwerpacceptatie is afhankelijk van kritische bewerkte kenmerken. Gebruik deze methode als het onderdeel moet aansluiten, afdichten of uitgelijnd moeten worden met andere componenten.
CNC-frezen
CNC-frezen Het kan complexe externe geometrie verwerken. Het kan onderdelen met meerdere kenmerken aan. Het ondersteunt uitsparingen, sleuven en gevormde oppervlakken met een hoge herhaalbaarheid. Het is geschikt voor prototypes. U kunt de geometrie wijzigen door het programma bij te werken.
Frezen is geschikt wanneer het onderdeel meerdere kritische, onderling samenhangende kenmerken heeft. Gatenpatronen, referentiepunten en interfacevlakken moeten in één ontwerp worden gecontroleerd.
CNC draaien
CNC draaien Geschikt voor onderdelen waarbij concentriciteit en rondheid de functionaliteit bepalen. Assen, bussen, schroefdraadverbindingen en getrapte diameters zijn typische voorbeelden. Draaien wordt gecombineerd met andere bewerkingen. Dit gebeurt wanneer onderdelen zowel roterende als prismatische eigenschappen vereisen.
Als een nauwkeurige diameter de belangrijkste eis is, is draaien efficiënt. Als het onderdeel vlakken, uitsparingen of zijprofielen nodig heeft, combineer dan draaien met frezen waar nodig.
Belangrijkste verschillen die de methode bepalen
Vergelijk de juiste dimensies. De meeste discussies over processen worden dan een stuk eenvoudiger.

Toleranties en oppervlakteafwerking
Verspanen leidt tot nauwe toleranties. Het bepaalt de oppervlakteafwerking. Als uw onderdeel nauwkeurige passingen, uitlijning of een voorspelbare afdichting vereist, laat het dan verspanen.
Gieten kan voor veel toepassingen nauwkeurig zijn. Dit geldt met precieze methoden. De nauwkeurigheid van het gietproces hangt echter af van de methode, de legering en de geometrie van het onderdeel. Bij strikte toleranties moeten gegoten onderdelen op kritische punten worden nabewerkt.
Geometrische haalbaarheid
Gieten creëert interne holtes. Het maakt het mogelijk om efficiënt complexe vormen te produceren. Kernen en matrijsontwerp maken vormen mogelijk die moeilijk uit massief materiaal te bewerken zijn. Veel behuizingen en vloeistofverwerkende onderdelen worden gegoten.
De bewerkingsmogelijkheden worden beperkt door de toegang tot het gereedschap en de opspanning van het werkstuk. Diepe interne kanalen kunnen meerstapsinstellingen vereisen. Deze kunnen onpraktisch zijn. Als de geometrie de gereedschappen blokkeert, worden gieten of een hybride bewerking een praktische oplossing.
Volume, doorlooptijd en schaalbaarheid
De bewerking start snel. Voor prototypes en kleine series kan men met minimale voorbereiding van CAD-ontwerp naar onderdeel gaan. De bewerking domineert de vroege ontwikkelingsfase.
Gieten vereist tijd voor de ontwikkeling van matrijzen en validatie. Maar het is beter schaalbaar voor grote volumes. Zodra de matrijzen hun waarde hebben bewezen, worden de productiecycli efficiënter. Bij een stabiele en hoge vraag verlaagt gieten de kosten per onderdeel.
Kostenstructuur en materiaalgebruik
Gieten brengt hogere gereedschapskosten met zich mee. De kosten per onderdeel dalen bij hogere volumes. De vorm die al bijna de uiteindelijke vorm heeft, verbetert het materiaalgebruik. Je bespaart op de kosten voor het verwijderen van grote hoeveelheden materiaal.
Verspanen vereist minder gereedschap vooraf. De kosten per onderdeel omvatten echter machinetijd en materiaalverlies. Als een onderdeel een groot percentage van de beginvoorraad vervangt, stijgen de kosten.
Bekijk de kosten eens op deze manier. Als het ontwerp stabiel is en de volumes hoog, worden de gereedschapskosten door gieten afgeschreven. Het is voordeliger qua kostprijs per eenheid. Als het ontwerp verandert of de aantallen laag zijn, is machinale bewerking voordeliger vanwege de snelheid en flexibiliteit.
Kwaliteitsrisico's
Kwaliteitsrisico's bij gietstukken hangen samen met de stolling. Porositeit, krimp, kromtrekking en oneffenheden in het oppervlak kunnen ontstaan. Dit gebeurt als de procesbeheersing en het ontwerp niet op elkaar zijn afgestemd. Deze risico's betekenen dat u kwaliteitscontrole moet plannen. Plan een afwerkingsstrategie.
Verspanen voorkomt stollingsdefecten. Je begint met massief materiaal. De belangrijkste risico's zijn gereedschapssporen, vervorming door het klemmen en variaties door gereedschapslijtage als de controle onvoldoende is. Beheers deze risico's door middel van procesplanning en inspectie.
Als uw onderdeel geen interne holtes in kritieke zones kan verdragen, is een hybride constructie de juiste keuze. Giet de onderdelen in de juiste vorm. Bewerk de oppervlakken waar defecten een rol spelen. Controleer de acceptatie op basis van de bewerkte referentievlakken.
Hoe maak je de juiste keuze?
Een goed raamwerk zet een tekening om in een procesroute. Wij gebruiken een eenvoudige volgorde. Dat werkt voor prototypes en productie.
- Stap 1: Begin met het bepalen van wat moet werken. Negeer wat er complex uitziet. Afdichtingsvlakken zijn bepalend voor het succes. Lagerboringen spelen ook een rol. Uitlijningspunten en schroefdraadverbindingen zijn belangrijk. Als deze cruciaal zijn, plan dan om ze te bewerken. Of ontwerp ze zo dat ze na het gieten bewerkt kunnen worden.
- Stap 2: Deel het onderdeel op in twee zones. Zone A omvat de kenmerken die de functionaliteit en de montage bepalen. Zone B omvat de cosmetische of niet-kritische kenmerken. Deze opdeling voorkomt dat er overal te veel wordt betaald voor precisie. Het definieert waar gieten werkt en waar machinale bewerking noodzakelijk is.
- Stap 3: Kies het materiaal op basis van de prestaties. Controleer vervolgens de haalbaarheid. Sommige legeringen zijn gemakkelijk te gieten, maar moeilijk te bewerken. Andere zijn goed te bewerken, maar gieten met een inconsistente kwaliteit. Als het materiaal vastligt, pas dan de procesroute aan. Als de procesroute vastligt, pas dan het materiaal of de acceptatiecriteria aan. Maak de beslissing expliciet.
- Stap 4: Als je snel onderdelen nodig hebt, is machinale bewerking het beste. Het is flexibel in het aanpassen van het ontwerp. Als het ontwerp stabiel is en de vraag hoog, is gieten aantrekkelijk. Vermijd rigide volumelimieten. Het break-evenpunt hangt af van de grootte van het onderdeel. Het hangt ook af van de complexiteit, materiaalkosten en kwaliteitseisen. Schat de totale kosten en risico's gedurende de gehele levenscyclus. Neem prototype, pilot en productie mee in de berekening.
- Stap 5: Baseer de beslissing op de kritische kenmerken en het verwachte volume. Bij gieten, definieer de bewerkingsmarge. Specificeer welke onderdelen tot de uiteindelijke afmetingen bewerkt moeten worden. Bij bewerking, controleer of de geometrie toegankelijk is. Controleer of materiaalverlies acceptabel is.
Als je kiest voor een hybride methode, wees dan nauwkeurig over de reikwijdte. Een hybride methode werkt het beste wanneer je grote hoeveelheden materiaal giet. De machine bedient alleen de interfaces die de functionaliteit aansturen. Dit verlaagt de kosten en behoudt de precisie.
| Beslissingsstuurder | Gieten | Bewerking | Gieten en dan bewerken |
|---|---|---|---|
| Het beste voor | Complexe vormen, holtes, groot volume | Strikte toleranties, prototypes, gecontroleerde afwerking | Complexe vorm + nauwe kritische kenmerken |
| Voorafgaande inspanning | Gereedschap en validatie | Programmeren en opspaninrichtingen | Gereedschap + gedefinieerd bewerkingsplan |
| Kosten per onderdeel op schaal | Laag | Hoger | Vaak geoptimaliseerd |
| Tolerantie/afwerking | Afhankelijk van de methode; moet vaak nog worden afgewerkt. | Sterk en voorspelbaar | Bewerkt waar het ertoe doet |
| Typisch risico | Porositeit/krimp/vervorming | Toegang tot gereedschap, cyclustijd, afval | Procesplanning en budgetten |
Conclusie
Als snelheid, flexibiliteit en nauwe toleranties vereist zijn, kies dan voor machinale bewerking. Dit is de snelste weg naar een goedgekeurd onderdeel. Voor complexe geometrie en grote aantallen is gieten de beste optie. Dit levert de beste kosten per eenheid op, zodra de matrijs gevalideerd is. Als zowel complexe vormen als nauwkeurige interfaces nodig zijn, is gieten en vervolgens machinaal bewerken een praktische oplossing.
Bij Yonglihao Machinery, een spuitgietbedrijf, Wij helpen u bij uw keuze. We baseren onze keuze op de kritische kenmerken van het onderdeel, het materiaal, de hoeveelheid en de acceptatiecriteria. Deel uw CAD-model. Geef aan welk materiaal u wilt gebruiken, wat het verwachte volume is en welke kenmerken de functionaliteit bepalen. Wij adviseren u een productieproces dat aansluit op uw planning en kwaliteitseisen.
Veelgestelde vragen
Wat is goedkoper, gieten of bewerken?
Gieten is per onderdeel goedkoper bij hogere volumes. Dit gebeurt nadat de matrijskosten zijn afgeschreven. Verspanen is goedkoper voor prototypes en kleine series. Er is geen investering in matrijzen nodig. Het werkelijke break-evenpunt hangt af van de complexiteit van het onderdeel, de materiaalkosten en de hoeveelheid materiaal die tijdens het verspanen wordt verwijderd.
Wat is nauwkeuriger, gieten of bewerken?
Verspanen is nauwkeuriger bij nauwe toleranties. Het geeft controle over de afwerking. De nauwkeurigheid van gieten hangt af van de methode en het ontwerp. Veel gegoten onderdelen vereisen nauwkeurige passingen of afdichtingen. Als het ontwerp nauwe passingen of afdichtingen vereist, plan de bewerking dan op die punten.
Wanneer is de methode "eerst gieten, dan bewerken" het meest zinvol?
Gebruik de giet- en bewerkingstechniek voor de hoofdvorm uit het gietstuk. Gebruik machinale bewerking voor details die de montage of prestaties bepalen. Deze techniek is geschikt voor behuizingen, klephuizen en onderdelen met boringen. Het past op afdichtingsvlakken en lagerzittingen. Het vermindert afval en kosten. Het behoudt de precisie waar het ertoe doet.
Met welke gietfouten moet ik rekening houden en welke invloed hebben die op de acceptatie?
Typische risico's zijn porositeit en krimpholtes. Ook kromtrekken en oneffenheden in het oppervlak spelen een rol. Deze zijn van belang in de buurt van afdichtingsvlakken. Ze spelen een rol bij boringen en dragende verbindingen. Giet in een vorm die dicht bij de uiteindelijke vorm ligt. Bewerk kritische onderdelen om defecten te verwijderen. Controleer de eindafmetingen.
Welke onderdelen zijn moeilijk te bewerken en wat is de praktische oplossing daarvoor?
Gesloten holtes zijn lastig. Diepe interne kanalen ook. Onderdelen met slechte gereedschapstoegang kosten meer. Gebruik gieten om de interne geometrie te vormen. Bewerk vervolgens de toegankelijke kritische interfaces. Herontwerp in sommige gevallen voor betere gereedschapstoegang. Dit vermindert de complexiteit zonder de functionaliteit te veranderen.



