


Al diseñar una pieza metálica, la elección del proceso determina el coste, el plazo de entrega y el límite de calidad. En Yonglihao Machinery, ofrecemos soporte en ambos aspectos. Mecanizado CNC y fundición de metal para producción real. Observamos el mismo patrón. El mejor método se adapta a sus tolerancias, geometría y volumen.
La fundición moldea la forma mediante la solidificación en un molde. El mecanizado moldea la forma mediante la eliminación de material de la pieza sólida. Ambos métodos permiten producir piezas excelentes, pero resuelven problemas diferentes.
Esta guía le ayuda a elegir la ruta adecuada para su pieza. Nos centramos en las diferencias que influyen en sus decisiones, como las tolerancias, el acabado superficial, la geometría, el volumen, el plazo de entrega, la estructura de costes y los riesgos de calidad.
¿Cuándo utilizar fundición, mecanizado o fundición y luego mecanizado?
La fundición funciona mejor cuando se necesita geometría compleja a gran escala. Destaca por sus cavidades internas y transiciones de espesor a espesor. Las formas casi netas reducen el tiempo de mecanizado. Una vez listas las herramientas, el coste por pieza disminuye a medida que aumenta el volumen.
El mecanizado funciona mejor cuando la precisión y la velocidad son más importantes que el coste por pieza. Es ideal para prototipos y lotes pequeños. Es adecuado para piezas con tolerancias ajustadas y un acabado superficial controlado. También es adecuado para proyectos que cambian con frecuencia. Permite actualizar un programa más rápido que revisar moldes.
El método de fundición y mecanizado suele ser más práctico para piezas industriales. Se funde la geometría en masa para ahorrar material y tiempo de ciclo. Posteriormente, se mecanizan solo las características críticas. Este método se adapta a carcasas, cuerpos de válvulas y piezas con caras de sellado, orificios o asientos de cojinetes.
Recuerda una regla: moldea para lograr forma y volumen. Mecaniza para lograr precisión. Combínalos cuando necesites ambos.
Fundamentos de fundición vs. mecanizado
La fundición crea una pieza vertiendo metal fundido en un molde. Se deja solidificar. El molde define la geometría principal. Se pueden crear formas que cuestan mucho tallar a partir de material sólido. Esto incluye conductos internos con núcleos.
El mecanizado crea una pieza eliminando material de un tocho, placa o barra. Las herramientas de corte siguen una trayectoria controlada. Alcanzan la geometría final. La principal ventaja es la precisión predecible. Además, proporciona una calidad superficial estable en las características críticas.
Para ambos métodos, es necesario aclarar algunos datos con antelación. Esta es la forma más rápida de elegir. Empezamos con el material, la cantidad y las características críticas de la pieza. Después, confirmamos los objetivos de tolerancia y acabado superficial. Con estos datos, la elección del proceso se vuelve menos subjetiva.

¿Qué es el casting?
Fundición Convierte el metal fundido en una pieza sólida dentro de un molde. Se utiliza para piezas con formas complejas. Se adapta a cavidades internas o a grandes tamaños. Puede ser la opción más económica para grandes volúmenes del mismo diseño.
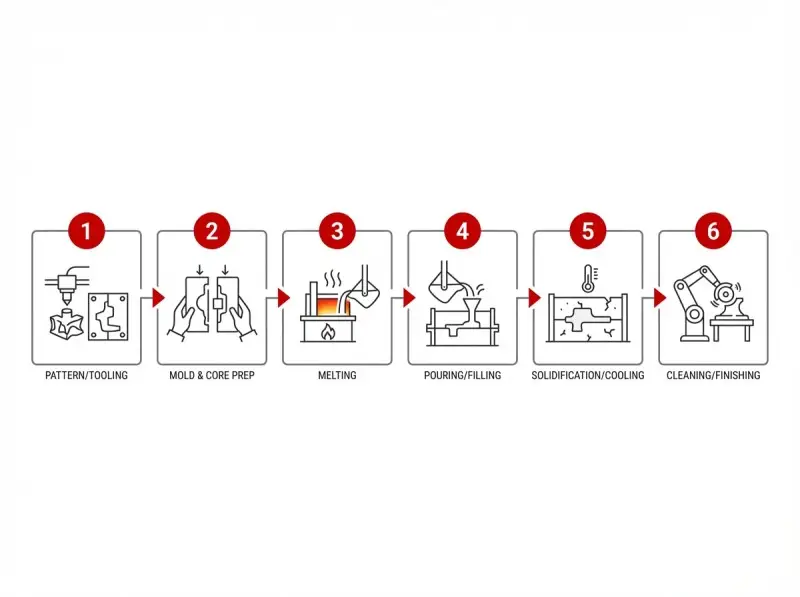
Flujo de trabajo de fundición: moldear, verter, solidificar, terminar.
La mayoría de los proyectos de fundición siguen un flujo de trabajo similar. Se empieza con un patrón o un concepto de utillaje. Se prepara el molde y los machos para las características internas. A continuación, se funde el metal. Se vierte o se inyecta en la cavidad.
Tras el llenado, la solidificación se produce a medida que el metal se enfría. La etapa de enfriamiento determina muchos resultados de calidad. Si el enfriamiento es irregular, se observan contracción, deformación o huecos internos. Una vez que la pieza se solidifica, se retira, se limpia y se prepara para cualquier acabado.
Posprocesamiento típico después de la fundición
Muchas piezas fundidas requieren un trabajo secundario antes de su envío. Los pasos comunes incluyen el recorte de las compuertas y las mazarotas. Se desbarba. Se granalla. Se limpia la superficie. El tratamiento térmico puede estabilizar las propiedades y mejorar la resistencia. Esto depende de la aleación y la aplicación.
El mecanizado ligero es común, incluso cuando la pieza está fundida. Es más rápido fundir la mayor parte. Después, mecanizar algunas caras y agujeros. Esto es mejor que mecanizar toda la pieza a partir de material sólido.
Materiales comunes para fundición
Se utiliza la fundición para metales que se funden y vierten con un comportamiento estable. En la producción, elección de material Afecta la fluidez. Influye en la contracción y el riesgo de defectos. En Yonglihao Machinery, ofrecemos fundición con acero inoxidable. Utilizamos aleaciones de acero, acero al carbono y aluminio. Esto depende de las necesidades de la aplicación.
Seleccione primero el material según su rendimiento. Luego, confirme que la ruta de fundición alcance la calidad requerida. Debe lograr repetibilidad. Si la pieza presenta características críticas de sellado o cojinetes, planifique mecanizar dichas superficies. Haga esto incluso si el cuerpo principal es de fundición.
¿Qué es el mecanizado?
Mecanizado Elimina material del material sólido. Consigue la forma final. El mecanizado CNC utiliza control por ordenador. Mueve herramientas y portapiezas con repetibilidad. Esto convierte al mecanizado en la opción preferida para tolerancias ajustadas. Proporciona un acabado superficial estable.
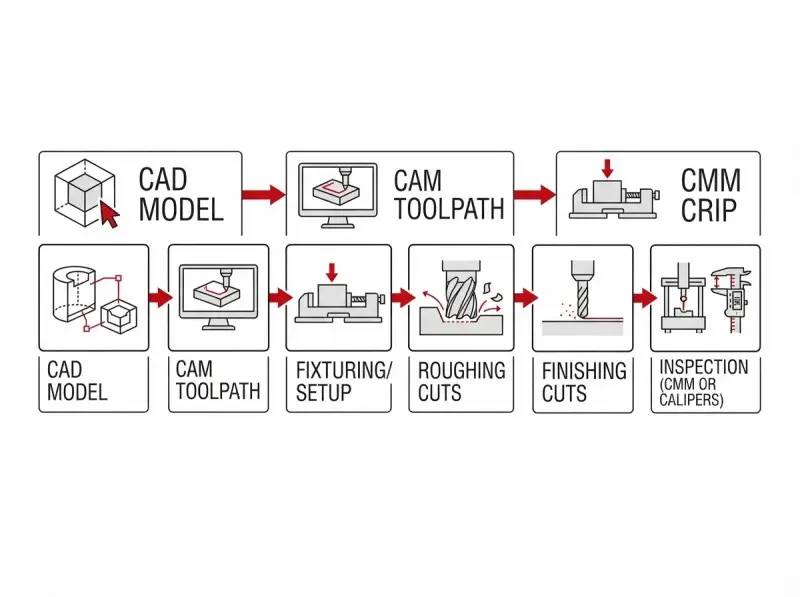
Flujo de trabajo de mecanizado: programar, configurar, retirar material, inspeccionar.
La mayoría de los proyectos CNC comienzan con un modelo CAD. Se crean trayectorias de herramientas. Se diseñan accesorios o dispositivos de sujeción. La pieza se corta por etapas. Esto gestiona la precisión, la carga de la herramienta y la calidad de la superficie.
La inspección es clave en el mecanizado. Se verifican las dimensiones críticas durante la producción y se confirman las características de aceptación final al final. Esto proporciona resultados consistentes. Funciona en prototipos y producciones cortas y medias.
Operaciones de mecanizado comunes que realmente utilizarás
El fresado CNC se adapta a piezas prismáticas, cavidades, ranuras y superficies 3D. Es compatible con soportes, placas, carcasas y geometrías externas complejas. El fresado facilita la planitud. Controla la posición de características como patrones de pernos.
El torneado CNC se adapta a piezas rotatorias. Es compatible con ejes, bujes, roscas y diámetros concéntricos. El torneado proporciona una excelente redondez. Proporciona diámetros repetibles cuando la fijación es estable.
El taladrado y el escariado crean agujeros con tamaño y acabado controlados. El rectificado mejora el acabado superficial o el control dimensional. Funciona en piezas endurecidas. Estas operaciones facilitan el último paso para adecuarlas a interfaces críticas.
Materiales comunes para el mecanizado
El mecanizado se realiza con una amplia gama de materiales. Los metales son los más comunes para piezas industriales. Sin embargo, también se pueden mecanizar plásticos, compuestos y otros materiales cuando la aplicación lo requiere. La maquinabilidad influye en la elección de la herramienta, incluyendo los avances, las velocidades y el acabado alcanzable.
Adapte el proceso a las características más exigentes de la pieza. Si la pieza requiere tolerancias ajustadas en múltiples caras o agujeros, el mecanizado ofrece una solución directa. Si la pieza presenta mayoritariamente geometría no crítica con algunas interfaces críticas, la fundición y posterior mecanizado puede reducir costes. Mantiene la funcionalidad.
Tipos principales y usos típicos
Existen diferentes métodos de fundición y mecanizado. Ningún método es adecuado para todas las piezas. Comprenda qué produce mejor cada método.
Fundición en arena
La fundición en arena se utiliza para componentes grandes. Permite cambios de diseño flexibles. Los moldes son desechables, lo que reduce la necesidad de herramientas en comparación con las matrices permanentes. Es adecuada para piezas de gran tamaño. La geometría es compleja. Las tolerancias se pueden ajustar mediante operaciones secundarias cuando sea necesario.
Espere una superficie de fundición más rugosa. Espere una mayor variabilidad dimensional que con los métodos de precisión. Al ajustar piezas funcionales mediante fundición en arena, mecanice las superficies de sellado. Mecanice los orificios y las interfaces de montaje.
Fundición a presión
Fundición a presión Ideal para producciones de alto volumen. Utiliza matrices metálicas. Ofrece alta repetibilidad. Ofrece tiempos de ciclo eficientes una vez validada la matriz. Se utiliza para piezas no ferrosas. La velocidad de producción y la consistencia de la forma son importantes.
La fundición a presión produce un buen acabado superficial. Proporciona detalles externos finos. Sin embargo, la inversión inicial en herramientas es mayor. Funciona mejor cuando el volumen y la estabilidad del diseño justifican dichas herramientas.
Fundición de precisión
La gente usa fundición de precisión Para formas intrincadas. Proporciona un acabado superficial más fino que muchas rutas de fundición. Es ideal cuando la geometría es detallada. El mecanizado sería difícil o innecesario. Es ideal cuando la complejidad de la pieza y la forma casi final reducen el procesamiento general.
Incluso con la fundición a la cera perdida, las interfaces críticas pueden requerir mecanizado. Se gana en capacidad de dar forma. Luego, se fijan las dimensiones finales donde importa.
Fundición a presión o compresión
La fundición a presión o por compresión aplica fuerza durante la solidificación. Esto mejora la densidad y reduce el riesgo de defectos. Considérelo cuando el rendimiento mecánico exija más. Minimiza la porosidad en comparación con las técnicas de fundición convencionales.
Este método se ajusta a piezas estructurales. El rendimiento y la consistencia son prioritarios. Aceptación del diseño en torno a características mecanizadas críticas. Utilice este método si la pieza debe acoplarse, sellarse o alinearse con otros componentes.
Fresado CNC
Fresado CNC Maneja geometría externa compleja. Trabaja con piezas multifunciones. Admite cavidades, ranuras y superficies moldeadas con alta repetibilidad. Adapta prototipos. La geometría se modifica actualizando el programa.
El fresado es adecuado cuando la pieza presenta múltiples características críticas relacionadas. Patrones de agujeros, datos de referencia y caras de interfaz se controlan en un solo plano.
Torneado CNC
Torneado CNC Se adapta a piezas donde la concentricidad y la redondez son determinantes. Ejes, manguitos, características roscadas y diámetros escalonados son típicos. El torneado se combina con otras operaciones. Esto ocurre cuando las piezas requieren características tanto rotacionales como prismáticas.
Si el requisito clave de la pieza es un diámetro controlado, el torneado es eficiente. Si la pieza necesita planos, cavidades o características laterales, combine el torneado con el fresado donde sea necesario.
Diferencias clave que determinan el método
Compare las dimensiones correctas. La mayoría de los debates sobre procesos se simplifican.

Tolerancias y acabado superficial
El mecanizado permite tolerancias estrictas. Controla el acabado superficial. Si su pieza requiere ajustes precisos, alineación o un sellado predecible, mecanice dichas características.
La fundición puede ser precisa en muchas aplicaciones. Esto se aplica a métodos precisos. Sin embargo, la precisión de la fundición depende del método, la aleación y la geometría de la pieza. Cuando las tolerancias son estrictas, las piezas fundidas requieren mecanizado en características críticas.
Viabilidad geométrica
La fundición crea cavidades internas. Produce formas complejas de forma eficiente. El diseño de los núcleos y moldes permite obtener formas difíciles de mecanizar a partir de sólidos. Muchas carcasas y cuerpos de manejo de fluidos se funden.
El mecanizado se ve limitado por el acceso a la herramienta y la sujeción. Los pasajes internos profundos pueden requerir configuraciones de varios pasos. Pueden resultar poco prácticos. Si la geometría bloquea las herramientas, la fundición o el mecanizado híbrido resultan prácticos.
Volumen, plazo de entrega y escalabilidad
El mecanizado comienza rápidamente. Para prototipos y lotes pequeños, pase del CAD a la pieza con una configuración mínima. El mecanizado domina las primeras etapas del desarrollo.
La fundición requiere herramientas y tiempo de validación. Sin embargo, se adapta mejor a grandes volúmenes. Una vez que las herramientas funcionan correctamente, los ciclos de producción se vuelven eficientes. Si la demanda es estable y alta, la fundición reduce el coste por pieza.
Estructura de costos y utilización de materiales
La fundición tiene un mayor costo inicial de herramientas. El costo por pieza disminuye a mayor volumen. La forma casi neta mejora el aprovechamiento del material. Se evita tener que retirar grandes cantidades de material.
El mecanizado requiere menos herramientas iniciales. Sin embargo, el costo por pieza incluye el tiempo de mecanizado y el desperdicio de material. Si una pieza elimina un gran porcentaje del material inicial, el costo aumenta.
Piense en el costo de esta manera. Si el diseño es estable y los volúmenes son altos, la fundición amortiza el herramental. Obtiene mejores resultados en costo unitario. Si el diseño cambia o las cantidades son bajas, el mecanizado gana en velocidad y flexibilidad.
Riesgos de calidad
Los riesgos de calidad de la fundición están relacionados con la solidificación. Pueden aparecer porosidad, contracción, deformación e irregularidades superficiales. Esto ocurre si el control del proceso y el diseño no están alineados. Estos riesgos implican la necesidad de planificar el control de calidad. Planifique la estrategia de acabado.
El mecanizado evita defectos de solidificación. Se parte de material sólido. Los principales riesgos son las marcas de herramienta, la distorsión por sujeción y la variación por desgaste de la herramienta si los controles son deficientes. Gestione estos riesgos mediante la planificación e inspección del proceso.
Cuando su pieza no tolera huecos internos en zonas críticas, la opción híbrida es la solución. Fundir según la forma. Mecanizar superficies donde los defectos son importantes. Controlar la aceptación según los datos mecanizados.
¿Cómo elegir?
Un buen marco convierte un dibujo en una ruta de proceso. Usamos una secuencia simple. Funciona para prototipos y producción.
- Paso 1: Comience marcando lo que debe funcionar. Ignore lo que parezca complejo. Las caras de sellado determinan el éxito. Los orificios de los cojinetes también. Los datos de alineación y las interfaces roscadas son importantes. Si son críticos, planifique mecanizarlos. O bien, diseñe para mecanizarlos después de la fundición.
- Paso 2: Divida la pieza en dos zonas. La zona A incluye características que impulsan la función y el ensamblaje. La zona B incluye características cosméticas o no críticas. Esta división evita pagar de más por la precisión en todas partes. Define dónde funciona la fundición. Indica dónde debe aplicarse el mecanizado.
- Paso 3: Elija el material según su rendimiento. Luego, confirme su viabilidad. Algunas aleaciones se funden fácilmente, pero se mecanizan con dureza. Otras se mecanizan bien, pero su calidad de fundición es inconsistente. Si el material es fijo, ajuste la ruta del proceso. Si la ruta del proceso es fija, ajuste el material o los criterios de aceptación. Tome la decisión explícita.
- Paso 4: Si necesita piezas rápidamente, el mecanizado es la mejor opción. Se adapta a los cambios de diseño. Si el diseño es estable y la demanda es alta, la fundición es atractiva. Evite límites de volumen rígidos. El punto de equilibrio depende del tamaño de la pieza. Depende de la complejidad, el coste del material y las necesidades de calidad. Calcule el coste total y el riesgo a lo largo del ciclo de vida. Incluya el prototipo, la fase piloto y la producción.
- Paso 5: Base la decisión en las características críticas y el volumen esperado. Si se trata de fundición, defina la tolerancia de mecanizado. Especifique qué características se mecanizarán hasta el tamaño final. Si se trata de mecanizado, confirme que la geometría sea accesible. Confirme que el desperdicio de material sea aceptable.
Si es híbrido, sea preciso en el alcance. El híbrido funciona mejor al lanzar geometría masiva. La máquina solo utiliza interfaces que controlan la función. Esto reduce costos y mantiene la precisión.
| Impulsor de la decisión | Fundición | Mecanizado | Fundir y luego mecanizar |
|---|---|---|---|
| Mejor para | Formas complejas, cavidades, gran volumen. | Tolerancias estrictas, prototipos, acabado controlado | Forma compleja + características críticas estrechas |
| Esfuerzo inicial | Herramientas y validación | Programación y fijación | Herramientas + plan de mecanizado definido |
| Costo por pieza a escala | Bajo | Más alto | A menudo optimizado |
| Tolerancia/acabado | Depende del método; a menudo necesita acabado. | Fuerte y predecible | Mecanizado donde importa |
| Riesgo típico | Porosidad/contracción/deformación | Acceso a herramientas, tiempo de ciclo, desperdicio | Planificación de procesos y asignaciones |
Conclusión
Si necesita velocidad, flexibilidad y tolerancias ajustadas, mecanice. Es la forma más rápida de obtener una pieza apta. Si necesita geometría compleja y grandes cantidades, fundir. Ofrece la mejor economía unitaria una vez validado el herramental. Si necesita complejidad de forma e interfaces precisas, fundir y luego mecanizar es una opción práctica.
En Yonglihao Machinery, un empresa de fundición a presión, Le ayudamos a elegir. Nos basamos en las características críticas de la pieza, el material, la cantidad y los criterios de aceptación. Comparta su modelo CAD. Indique el material objetivo, el volumen esperado y las características que controlan la función. Recomendamos una ruta de proceso que se ajuste a sus plazos y necesidades de calidad.
Preguntas frecuentes
¿Qué es más barato, la fundición o el mecanizado?
La fundición es más económica por pieza a mayor volumen. Esto ocurre después de la amortización del utillaje. El mecanizado es más económico para prototipos y lotes pequeños. No se invierte en moldes. El verdadero punto de equilibrio depende de la complejidad de la pieza, del coste del material y del material eliminado durante el mecanizado.
¿Qué es más preciso, la fundición o el mecanizado?
El mecanizado es más preciso con tolerancias ajustadas. Controla los acabados. La precisión de la fundición depende del método y el diseño. Muchas piezas fundidas mecanizan interfaces críticas. Si el diseño presenta ajustes o sellados ajustados, planifique el mecanizado en función de esas características.
¿Cuándo tiene más sentido “fundir y luego mecanizar”?
Utilice el método de fundición y mecanizado para obtener la forma principal a partir de la fundición. Utilice el mecanizado para las características que controlan el ensamblaje o el rendimiento. Esto se adapta a carcasas, cuerpos de válvulas y piezas con orificios. Se adapta a las caras de sellado y a los asientos de los rodamientos. Reduce los residuos y los costos. Mantiene la precisión donde realmente importa.
¿Qué defectos de fundición debo tener en cuenta y cómo afectan la aceptación?
Los riesgos típicos incluyen porosidad y cavidades por contracción. También deformaciones e irregularidades superficiales. Estas son importantes cerca de las superficies de sellado. Son importantes en los orificios y en las interfaces de carga. Moldee con una forma casi final. Mecanice las características críticas para eliminar defectos. Controle las dimensiones finales.
¿Qué características son difíciles de mecanizar y cuál es la solución práctica?
Las cavidades cerradas son difíciles. Los pasajes internos profundos también. Las características con acceso difícil a las herramientas son más costosas. Utilice fundición para formar la geometría interna. Luego, mecanice las interfaces críticas accesibles. En algunos casos, rediseñe para facilitar el acceso a las herramientas. Esto reduce la complejidad sin afectar la función.



