


端铣是加工过程中的主要工序之一。 CNC加工 也是任何专业人士的核心组成部分 数控铣削服务. 它能在金属或塑料零件上加工出槽、凹槽、台阶和三维形状。当零件需要的不仅仅是平面,例如槽或曲面时,端铣通常是最佳选择。许多键槽、凹槽或复杂特征都是用这种方法加工的。.
本文探讨了三个重要问题:
- 什么是端铣?它可以加工哪些特征?
- 常见的立铣刀有哪些类型?它们分别用于什么用途?
- 如何选择适合你工作的立铣刀?
什么是立铣?
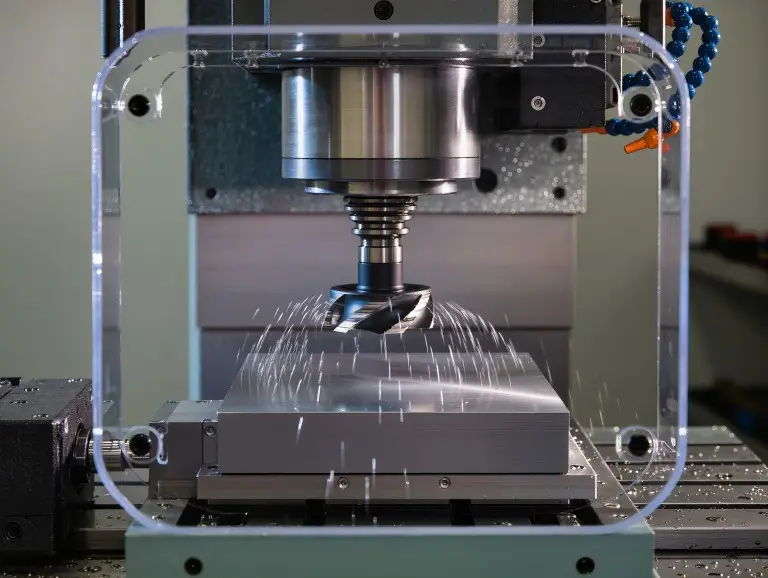
端铣使用一种称为端铣刀的旋转刀具。这种刀具既可以垂直向下切削,也可以横向切削,从而去除材料。它可以加工出槽、凹槽、肩部和三维形状。端铣则不同,它主要用于平整大面积区域。端铣可以沿不同方向移动,因此可以加工出更多样的形状。.
在数控机床中,立铣刀安装在主轴上,工件被夹紧在工作台上。数控程序控制刀具沿 X、Y 和 Z 方向移动。使用合适的刀具,立铣可以实现非常高的加工精度,特征尺寸可精确到 ±0.002 毫米。该工艺还能获得良好的表面光洁度,广泛应用于航空航天、汽车、医疗和电子等领域。.
端铣加工工艺原理
端铣加工遵循一套预设的程序。该程序结合了刀具的运动路径以及主轴转速、进给速度和切削深度等参数。机床逐层去除材料。程序指示端铣刀的行进路线、转速和切削深度。其余工作均由机床完成。.
以下是正常的工作流程:
- 设计和计算机辅助制造: 在 CAD 中对零件进行建模。然后,使用 CAM 软件创建刀具路径(开槽、轮廓加工等)。.
- 编程: CAM软件生成G代码。G代码用于设置主轴转速、进给速度和切削深度。.
- 设置: 将立铣刀装入刀柄。将工件夹在虎钳中。使用探针或手动设置工件坐标系。.
- 切割: 主轴带动立铣刀旋转。数控机床控制工件或刀具沿路径移动。切削刃产生切屑,切屑从排屑槽排出。.
- 检查: 检查键槽尺寸和表面光洁度。如有必要,进行额外的精加工工序。.
使用冷却液可以降低温度和摩擦,从而延长刀具寿命,尤其是在深切削或加工硬质材料时。清除切削区域的切屑同样重要。如果切屑堆积过多,可能会损坏刀具并损伤工件。.
立铣刀的主要部件和基本术语
立铣刀是一种旋转式刀具,可用于切入和侧切。其各部件的设计旨在排屑并保持刚性。了解每个部件将有助于您选择合适的刀具。.
主要部件:
- 胫骨: 插入刀柄的长后端。它的尺寸会影响刀具的刚度。.
- 长笛: 螺旋槽用于切割和排出切屑。.
- 切削刃(唇缘): 用于切割材料的锋利部分。这些部分位于末端和侧面。.
- 螺旋角: 刀槽的倾斜角度与刀具长度的关系决定了切削的平滑度和刀具的强度。.
- 核: 实心中心。较厚的刀芯意味着刀具刚性更强,但容纳切屑的空间更小。.
您可能还会看到以下术语:
- 切割速度: 切削刃在工件上移动的速度(以米/分钟或sfm为单位测量)。.
- 进料速率: 工具在工件上移动的速度(以毫米/分钟或英寸/分钟为单位)。.
- 轴向切削深度(ap): 每次向下切削时刀具的切削深度。.
- 切口径向宽度(ae): 刀具横向移动时的切削宽度。.
正确地组合这些设置,就能实现快速、稳定的铣削,并延长刀具寿命。.
立铣刀的主要类型及其典型用途
立铣刀种类繁多,每种都最适合用于特定的材料、加工或形状。以下是最常用的几种类型。.

方头铣刀
方头铣刀的切削刃是平的,可以铣削出平底和锐利的90°角。它们适用于开槽、侧铣、铣槽和端面加工。这类铣刀最适合加工钢、铝或塑料的平面和直线边缘,但不太适合加工三维曲面。在硬质材料上,尖角可能会崩刃。.
球头铣刀
球头铣刀的刀尖呈圆形,能够加工出平滑的曲线,而非尖锐的棱角。它们是三维轮廓加工和精细精加工(例如模具或刀片加工)的首选工具。但对于平底形状的加工,球头铣刀的效率不高。由于球体中心旋转缓慢,容易发生摩擦而非切削。.
圆角立铣刀
圆角立铣刀外形与方形立铣刀相似,但边角呈圆弧形。较小的圆角半径使刀刃更加坚固,有助于防止崩刃,延长刀具寿命。如果您不需要完美的锐角,尤其是在加工高强度结构件或进行半精加工时,建议使用圆角立铣刀。.
粗加工立铣刀
粗铣刀的刀刃呈锯齿状,切削时会将切屑切成小块。这类刀具的设计目的是快速去除大量材料,而非精加工。它们适用于加工厚板和大型金属块。由于加工后表面粗糙,因此需要使用常规铣刀进行精加工。.
专用立铣刀
特种立铣刀具有定制形状,用于加工特殊结构。例如,锥形立铣刀、燕尾槽立铣刀和雕刻立铣刀。锥形立铣刀用于加工型腔的斜面。燕尾槽立铣刀用于加工互锁接头。这些刀具是加工零件的理想选择。 快速成型公司, 例如 Yonglihao Machinery 型铣刀,尤其适用于标准立铣刀无法加工的特定区域。仅在需要特定特征时才使用。.
|
立铣刀 |
特色样式 |
主要用途 |
|---|---|---|
|
方头铣刀 |
平端,尖角(90°) |
槽口、台阶、二维轮廓 |
|
球头铣刀 |
圆头(半球形) |
三维轮廓、曲面、圆角 |
|
圆角铣刀 |
平端,小圆角 |
坚固的边角,结构性数控零件 |
|
粗铣刀 |
锯齿状边缘 |
快速、深度的库存移除 |
|
特种立铣刀 |
锥形、燕尾榫、雕刻 |
独特的、非标准的本地特色 |
如何为您的作业选择合适的立铣刀
选择合适的立铣刀意味着要使材料、加工阶段和刀具几何形状相匹配,从而确保刀具高效切削并能顺利完成加工。遵循以下四个步骤即可做出正确的选择。.
1. 了解你的工件材料
- 对于铝材:选择 2-3 刃、高螺旋角的立铣刀。.
- 对于钢材:使用 3-4 刃硬质合金立铣刀。.
- 对于不锈钢:使用 4 个或更多凹槽,并采用坚韧耐磨的涂层。.
2. 确定加工阶段
- 粗加工时:采用较大的切削深度和坚固的立铣刀。.
- 精加工时:使用更小的切削刃、更多的刀槽,并注重光滑的表面。.
3. 选择合适的刀槽数量,以利于排屑和提高刀具强度
- 2-3 刃:铝和塑料的最佳切屑清除效果。.
- 4+刃:刚性更强,适合钢材加工和侧铣。.
4. 检查工具尺寸、伸展范围和涂层
- 保持刀具悬伸长度较短,以避免刀具弯曲和颤动。.
- 对于较深的孔或腔,尽量使用多种尺寸的刀具。.
- 对于高强度或高温加工,可使用 TiN 或 TiAlN 等涂层。某些涂层不适用于铝加工,以防止切屑焊接。.
切割前的小清单
- 刀具直径和刀槽长度决定了刀具能够加工到目标特征,而不会伸出太远。.
- 工具的材质和涂层与您的零件相匹配。.
- 粗加工和精加工步骤需要使用合适的工具。.
- 槽数既有利于排屑,又能增强强度。.
- 这套装置足够坚固,可以满足你计划的切割需求。.
延伸阅读: 如何选择数控加工所需的切削刀具?
端铣的优点、局限性及适用场景
当您需要加工精细形状、内部特征或三维立体造型时,端铣是最佳选择。其最大的优势在于灵活性。一台数控机床和几把端铣刀即可加工出大多数特征。.
优点:
- 制作槽口、口袋、台阶和 3D 形状。.
- 适用于多种材料,无论是软性材料还是硬质材料。.
- 可实现高精度和光滑的表面处理。.
- 与现代CAM软件配合使用,在规划刀具路径方面表现出色。.
局限性:
- 对于大面积平面来说,速度不如端面铣削快。.
- 如果伸手够得深或者使用长工具,可能会发出咔嗒声。.
- 过热和碎屑若控制不当,会引发问题。.
与其他加工方式相比:
- 面铣削最适合加工大面积的平面,但不能加工槽或深结构。.
- 钻孔是制作圆孔最快的方法,但不能…… 侧铣 或者加工成各种形状。对于不仅仅是简单孔的结构,则需要使用端铣刀进行加工。.
如果要快速铣削大面积平面,请选择面铣。对于简单的孔,请使用钻孔。对于几乎所有精细的零件特征,请使用端铣。.
结论
端铣是加工零件上大多数功能细节(从键槽和型腔到复杂的三维型腔)的主要加工工艺。要有效地使用端铣,主要需要了解什么是端铣刀,常见类型之间的区别,以及如何根据材料和加工阶段选择合适的刀具。.
一个切实可行的工作流程是:
- 确定端铣、面铣还是钻孔是加工该特征最合适的操作方式。.
- 根据材料以及是粗加工还是精加工,选择合适的立铣刀类型和刀槽数。.
- 调整悬伸、工件夹持和参数,以确保刚性、切屑流动和温度控制,并通过短切测试进行验证。.
通过反复使用,这些决策会变成流程直觉,并帮助您规划稳定、可预测且经济的端铣加工操作。.
常问问题
决定我应该使用哪种铣刀的因素是什么?
考虑一下零件的材料、要加工的特征以及是粗加工还是精加工。方头铣刀适用于钢材的槽加工。球头铣刀最适合加工曲面和模具。刀刃数量、切削长度和涂层也很重要。.
刀槽数量如何影响立铣刀的工作方式?
刀刃越多,加工表面光洁度越好,刀具也越坚固。刀刃越少,排屑效率越高。加工铝或塑料时,使用2或3刃刀具;加工钢材时,使用4刃或更多刃刀具。.
什么时候应该使用圆角铣刀,而不是直角铣刀?
如果需要更坚固的拐角且不需要锐利的边缘,请使用圆角。小圆角可以降低应力并延长刀具寿命,尤其是在处理较硬的钢材时。如果需要真正的锐角,则需要使用方头铣刀。.
硬质合金立铣刀和高速钢立铣刀有何区别?
硬质合金立铣刀比高速钢立铣刀更硬,耐热性更好。这意味着更快的切削速度和更长的刀具寿命。它们适用于钢材或高硬度工件。高速钢刀具抗冲击性更强,价格更低,因此适用于软质材料或低速切削。.
球头铣刀最适合用于哪些用途,以及何时应该避免使用?
球头铣刀适用于加工三维曲面和光滑曲线,例如模具。它们不适用于加工平底或尖锐的凹槽。由于中心转速慢,如果没有合适的设置,它们可能会摩擦而不是切削。.



