


CNC铣削珠宝的第一步是明确目标。您是要制作蜡模、模具零件,还是成品金属制品?在初期就规划好工作流程至关重要。珠宝包含精细的细节、闪亮的表面,并且必须经得起磨损——所有这些都浓缩在一个小小的物件中。明确目标后,您可以避免使用那些在CAD中看起来不错,但在铸造、镶嵌或抛光过程中却会失败的刀具路径。.
珠宝铣削工艺的选择取决于每个部件的尺寸和加工便利性,而不仅仅是零件的整体尺寸。例如,戒指托架、密镶底座和雕刻线条通常采用不同的铣削方式。 数控铣削刀具 并且需要不同的精加工方案。决定哪些部分需要精密机械加工,哪些部分可以在铸造后手工打磨。.
机器无法取代手工技艺,但它们能让你更好地运用这些技艺。你可以使用数控机床来确保每次制作的对称性、均匀间距和可重复的设计。在真正能体现细节的地方,留一些材料进行手工精修。这种方案既能加快制作速度,又能保持珠宝的独特性。.
好的珠宝设计项目需要清晰明确的信息,而不仅仅是草图。务必询问宝石的确切尺寸、戒指的尺寸、计划的成品样式以及任何必须保持不变的设计细节。在动工前,将这些信息转化为可核对的步骤和详细的报价。.
CNC铣削技术的应用场景是什么?
数控铣削 它可用于珠宝制作的三项任务:制作铸造蜡模、制作可重复使用的模具或生产成品金属件。务必尽早确定最终目标。废料风险、表面处理需求和预期效果都取决于您计划交付的产品。为了获得最佳结果,请确保您的流程与最终目标相匹配。.

铸造用母模
蜡模铣削是CNC珠宝加工的入门级方法。加工后的蜡模能很好地保持边缘和细节,减少铸造后的清理工作。在隐蔽面上添加支撑片和操作区域,可以保护易碎的蜡模。.
用蜡制作模具可以避免使用昂贵的材料,并将重点放在模型强度上。薄壁和尖锐的过渡处容易开裂。处理精细细节时,务必用试件检查最小壁厚。.
铸造过程遵循一定的步骤:首先制作蜡模或树脂模型,然后制作模具,烧制模型,倒入熔融金属,最后清理并抛光铸件。检查模型中需要浇口和排气孔的位置。它们的位置会随着清理痕迹的出现而改变。.

模具和可重复复制品
添加可重复使用的蜡模,可以轻松地反复制作类似物品。在坚硬的模具材料上切割阴模,可以制作大量用于收藏或套装尺寸的复制品。拔模斜度、排气孔和分型孔必须仔细规划——在开始切割模具之前解决这些问题。.
模具不仅仅用于制作蜡模。. 软模具与硬模具 这是一种有效的选择方法,可以在小批量生产所需的快速、低成本模具方案和用于大批量重复复制的更耐用模具方案之间进行选择。您可以使用它们来浇铸塑料或低熔点材料,而无需高温金属浇铸。在这些应用中,模具表面和分型线将决定产品的最终外观——有时甚至比 CAD 设计更重要。切割前,请确认零件的脱模方式,以免损坏可见表面。.

零件直接加工
你可以使用数控机床直接加工金属首饰零件,无需铸造。这种方法适用于螺丝扣、吊牌、铰链和某些戒指等配件。由于材料成本可能很高,因此只有在你计划收集和回收切屑的情况下才建议直接加工。.
直接机械加工可以制造铸造难以实现的复杂形状,例如榫卯结构、紧密配合或尖锐的内角。在加工这些部件之前,务必进行仔细的模拟。即使是微小的碰撞也可能破坏成品的表面外观。.
铣削、车削和雕刻
现代数控珠宝制作不仅仅使用铣床。快速浏览一下 数控铣削历史 这有助于解释为什么这些专用机器和工艺步骤对于制作出细节丰富、效果稳定的珠宝至关重要。车削适用于圆形工件。旋转雕刻可以以稳定的深度添加名称或图案。在规划时应将这些工序分开,以便为每项工序选择合适的工具和速度。.
CNC也用于准备宝石镶嵌底座,包括雕刻用于镶嵌宝石的小孔或凹槽。这些步骤不仅仅是为了装饰,更是为了确保宝石牢固地镶嵌在底座上。务必检查是否有足够的空间供宝石镶嵌师操作,以免他们强行将宝石塞入。.
宝石切割等特殊工序通常需要专门的工艺和工具。有些珠宝商会将这项工作外包,但您始终应该根据金属或蜡模的真正需求来制定数控加工方案。.
CAD到CAM工作流程
一个优秀的珠宝设计项目始于一份高质量的CAD文件。确保CAD文件能够清晰地展现零件的实际形状、表面和特征。CAD文件是CAM加工的“交接板”。如果CAD文件整洁清晰,就能避免浪费时间的猜测。.
许多珠宝设计既要兼顾流畅的曲线,又要满足一些严苛的功能需求——例如,爪镶既要美观又要坚固。务必标明哪些部分只是为了美观,哪些部分是功能性的关键所在。.
使用STEP等标准文件格式可以修正测量或比例错误,从而保留设计细节。在选择任何机床之前,务必检查比例、戒指尺寸和宝石尺寸。.
工具和步骤名称要简洁明了,并使用版本控制,以便重复工作或快速查找错误。工具库可以简化重复操作,避免混淆。.
选择合适的刀具,将形状转化为加工步骤。不要指望细小的立铣刀能铣削出锐利的内角。加工薄壁时,使用短刀具可以避免颤动。确定哪些区域需要加工到接近最终尺寸,留出一些余量进行手工精加工。.
进一步阅读:CNC铣削代码示例

粗加工和精加工
粗加工的目的是去除多余的材料,而无需考虑外观。用轻柔的切削去除大部分多余材料,以便精加工工具能够均匀地进行加工。这可以避免因突然施加压力而导致小型刀具断裂。.
精加工是控制表面质量的关键环节。刀具的移动方式、每次切削的重叠部分以及刀具的选择都会产生影响。如果工件需要镜像处理或带有清晰的文字,最好先在小面积区域进行测试。.
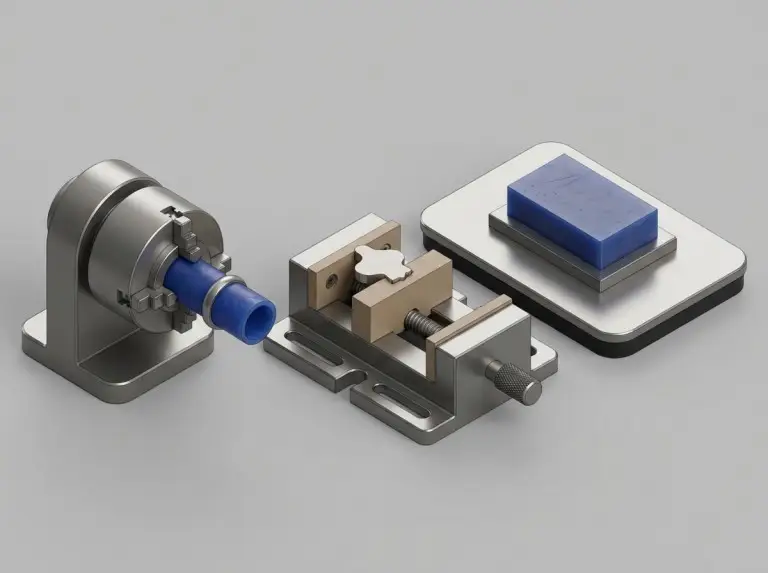
工件夹持和夹具选择
零件的固定方式至关重要。环形零件最适合使用旋转夹具。扁平零件则适合使用卡扣和平面夹具。切割前务必先在模拟和实际操作中检查配合情况。.
珠宝夹具看似简单,但必须能够经受住振动和冷却。根据坯料选择合适的固定方法:
- 使用旋转芯轴制作蜡管或蜡环。.
- 当夹具无法使用时,可采用真空或胶水方式固定大块扁平蜡。.
- 适用于多种金属坯料的软爪,确保精确定位。.
- 隐藏面上的卡舌或侧浇口可以保持可见区域清洁。.
在批量生产之前,先测试一下第一刀。快速检查深度、中心位置和雕刻效果,可以节省时间并防止出现大面积错误。.
切割前的最终检查
- 仔细核对单位、比例尺和所有主要尺寸。.
- 务必在模拟中检查切割器伸展范围和碰撞风险。.
- 检查所有薄弱区域或风险较高的过渡区域。.
- 检查卡榫和浇口的位置,确保安全脱模。.
- 建立成品检验方法。.
机器设置和材料
选择数控机床时,要考虑其功能以及工件夹持的便捷程度,而不要仅仅根据尺寸来选择。还要检查机床能够加工哪些面,以及加工过程中是否需要重新装夹。.
轴向访问和旋转
三轴机床适用于大多数简单的珠宝首饰。旋转轴则对戒指和雕刻指环的制作至关重要。保持工件居中对齐可以防止切割不均匀。.
当需要加工难以触及的位置、较深的侧面或倾斜的表面时,请使用多轴刀具路径。只有当多轴刀具路径确实能使工作更轻松、更安全时,才应选择它。.
珠宝中的机械造型
珠宝店通常会用到不止一台机器。小型雕刻机非常适合加工蜡或塑料。铣床用来塑造底座形状,雕刻机用来添加精细的细节,车床则能快速切割戒指。务必将每项工作分配给合适的机器。不要让小型刀具进行过多或过大的切削。.
单独的雕刻功能有助于保持主刀具的锋利。所有徽标和精细文字均可在专为标记而设计的同一装置中完成,并仔细检查文字或序列号是否清晰可见。.
微型工具可靠性
小型易碎刀具若使用不当很容易损坏。务必清洁刀柄,尽量缩短刀具长度,并使用合适长度的刀刃。这样做可以保护零件表面,避免留下难看的划痕。.
根据材料和最终效果要求选择是否使用冷却液。金属通常需要冷却或使用轻质油。对于蜡或塑料,建议干磨或使用轻柔的气流,以免留下污渍。使用气枪或吸尘器清除碎屑,避免划伤表面。.
急转弯、急切或长悬垂对小型工具来说都很危险。使用时应轻柔切割,并在棘手区域进行测试,以避免出现问题。.
蜡、树脂和图案材料
蜡的特性与金属截然不同。薄的蜡片可能会因受热而变形。切割时要保持浅切,避免长时间停留在同一位置,并使用冷却装置。有些珠宝商会用水刀切割蜡,以避免高温。在进行大工程之前,最好先用废料测试一下最佳工艺。.
树脂或塑料模型也适用于某些模具。这些材料切割性能良好,但如果刀具钝化或加工温度过高,则可能会熔化或崩裂。建议先在小面积区域进行测试。.
贵金属
金、铂金和银都会给每一个失误增加额外成本。在开始之前,务必规划好芯片的收集和回收。控制废料是保证质量和盈利的关键。.
软金属加工时容易产生毛刺,这些毛刺很难清理。使用切削锋利且留有一定余量的刀具,以便最终加工出光滑的表面。先进行试切,调整好刀具设置。.
高强度合金和钛
不锈钢或钛合金外观精美且经久耐用,但加工和精加工难度较大。它们加工时会发热,磨损刀具,并且随着加工的进行硬度也会增加。因此,在报价前,务必选择合适的刀具和冷却设备,并确认您期望的加工表面效果。.
根据金属材质选择最终抛光方式。亮面抛光会显露细小的工具痕迹;拉丝或缎面抛光能更好地掩盖痕迹,但划痕会比较明显。选择抛光方式时要同时考虑金属材质,以确保最终效果符合预期。.
珠宝数控加工的关键设计规则
为数控机床设计的珠宝必须符合刀具和精加工工序的能力范围。规划所有微小特征时,要考虑到最小的实体刀具及其可加工的角度。这样可以避免后期出现“未加工”的问题区域。.
边角、曲线和字母
内角应该是圆弧形而不是尖角,因为切割时总是会留下圆角。这种圆角不仅美观,还能防止断裂或受力过大。.
文字和图案应足够醒目和深邃,以经受住抛光处理。先测试小尺寸的文字或标志,看看它们能否在抛光过程中保持完好。.
底切和零件分割
许多珠宝制作项目失败的原因在于切割工具无法触及“阴影区域”。如果切割区域受阻,可以重新设计以便于切割,将零件拆分以便后续组装,或者仅在必要时使用多轴切割方法。.
将零件分成几个部分可以使铸造和精加工更加干净利落。如果这样做,请确保接缝或榫头清晰可见,以便组装后完美契合。.
壁厚和连接
了解每个区域的厚度要求,以避免断裂或弯曲。在内部预留一些支撑结构,并留出一些余量以便手工精修。.
连接部件时,应采用曲线或过渡方式,避免使用尖锐的连接点。这样可以分散受力,使手工抛光更容易。.
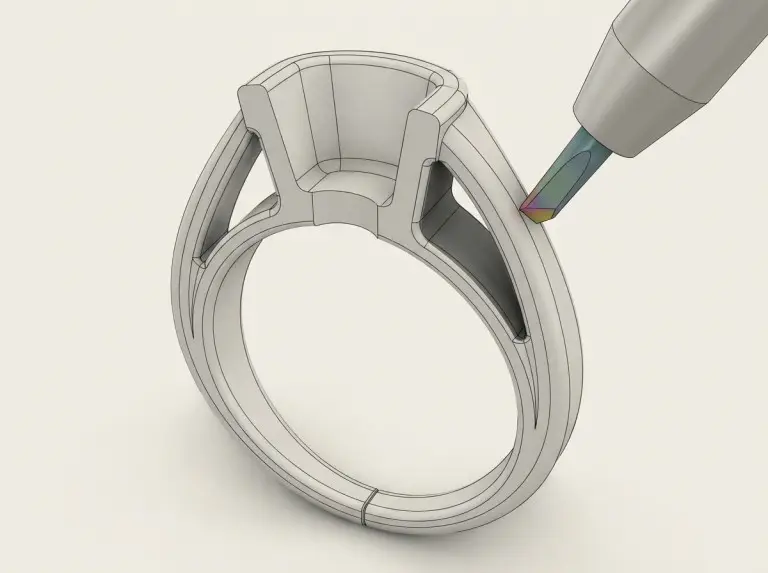
宝石镶嵌和微型特征
采用数控机床加工的宝石镶嵌,在底座和孔洞尺寸精确且易于测量的情况下效果最佳。这种切割方式能够使宝石牢固地嵌入底座,并加快镶嵌速度。最后的修饰工作则留给手工完成。.
确认工具能够触及宝石镶嵌处——否则,即使是完美的CAD设计也无济于事。尽早与镶嵌师傅沟通需求。.
舒适性和边缘设计
在设计珠宝时,舒适度必须贯穿始终,而不仅仅是在抛光阶段。即使外观精美,钝边或隐藏的尖锐部分也可能造成伤害。在可见部分保持清晰的细节,而在珠宝与皮肤接触的部位则要进行柔化和打磨。.
规划文字和图案时,要确保它们在表面处理过程中保持完好。在 CAD 设计阶段选择合适的深度和浮雕效果,有助于避免在清理过程中丢失这些细节。.
铸造过程中尺寸往往会略有变化——尤其是在公差要求严格的情况下,务必与铸造合作伙伴确认。如果作品需要镶嵌宝石,请务必先进行测试。.
质量控制和成品
在最终抛光之前,必须检查几何形状、贴合度和款式。重点关注戒指尺寸、戒面位置以及两侧的匹配情况,以免边缘锋利度在抛光过程中受损。.
智能检测选择
选择与珠宝尺寸相匹配的工具和量规——简单的芯棒和针通常比复杂的套装更好用。确定保护最重要的部分所需的最小“必测”尺寸。.
开始抛光之前,先检查一些关键标志,比如座椅是否排列整齐、乐队是否圆润。及早发现并纠正这些问题要容易得多。.
表面处理顺序
表面处理工艺总会改变最终效果。提前规划好哪些地方需要抛光或喷砂去除金属,哪些地方必须保留清晰的细节。在样品上进行表面处理测试,以检查结果是否符合设计。.
明确你想要缎面、光泽还是纹理效果,以免细微瑕疵影响最终效果。去除毛刺和尖锐边缘应在计划之初就考虑在内,而不是事后补救。.
电镀、涂层和外观
特殊涂层或电镀通常是最后一步。这些工序需要清洁且预处理良好的表面,否则颜色和光泽会褪色或剥落。如果您的设计依赖于纹理或精细细节,请先进行电镀测试。.
电镀可能会柔化一些精细的细节,或者改变锐利的边角。最好提前检查,以免最终结果令人意外。.
组装和包装
抛光前,务必仔细检查活动部件、锁扣和宝石底座,以免维修损坏表面。包装和搬运时,要做好周全的安排,避免部件之间相互刮擦或沾染指纹。.
结论
在 Yonglihao Machinery,我们深知,要实现 CNC 珠宝铣削的最佳效果,需要对项目范围、工艺设置和最终加工进行周密的规划。在开始之前,明确目标至关重要——无论是制作蜡模、模具,还是直接加工成品金属部件。根据设计复杂程度和材料成本选择最合适的加工方法同样重要。此外,通过模拟、试切和详细检查来验证方案,可以确保每个复杂的设计都能完美呈现。.
如果您正在寻找高精度、高质量的产品 CNC加工服务, Yonglihao Machinery竭诚为您服务。从复杂的铣削工艺到珠宝原型制作,我们专业的团队和先进的设备都能满足您的需求。 CNC铣削服务 我们的产品均按照珠宝级精度和表面处理标准打造,无论您需要蜡模、模具组件还是直接加工的金属零件。立即联系我们,将您的设计愿景变为现实!
常问问题
对于蜡材加工来说,CNC 比 3D 打印更好吗?
CNC蜡模通常最适合制作棱角分明的边缘和精细的铸件。建议您在样品上测试CNC和3D打印两种方法,以确定哪种方法更符合您的需求和最终的清理目标。.
我应该研磨蜡模还是切割最终的金属成品?
对于定制珠宝而言,使用蜡模进行加工是最安全的,而且即使出现问题也能控制成本。如果尺寸、对称性或完美重复至关重要,则可以直接使用金属,这样可以回收任何缺损。.
什么会限制细节的完善?
刀具尺寸小,刀具伸展范围短, 数控铣削主轴 跳动量和预留的加工空间是主要的限制因素。检查CAD图纸,找出狭窄区域,测试雕刻效果,并在全面生产前制作原型。.
需要四轴还是五轴机床?
戒指和指环通常只需要一个旋转轴即可实现平滑的包覆或雕刻。多轴加工仅在难以触及的部位才需要。开始加工前,请使用仿真和碰撞检测工具进行检查。.
如何防止微型工具损坏?
刀具伸出长度要尽可能短,使用状况良好的刀柄,并先进行轻切削。测试第一次切削后是否有不必要的振动或颤动。刀具磨损很快,务必经常检查其锋利度。.
我应该如何处理贵金属碎屑?
收集并标记所有金属屑,分离不同金属,并跟踪整个回收过程。与客户确认预期回收量和金属屑提炼计划。.



