
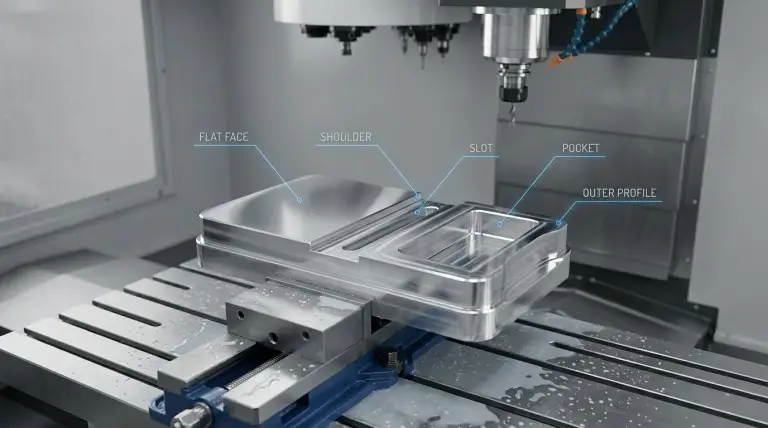

铣削加工操作选择 CNC零件 将每个加工名称与特定特征、基准参考和刀具访问约束关联起来,效果最佳。许多报价和制造问题都源于人们将“铣削”视为单一步骤,而不是逐个特征地进行规划。本文以决策优先的方式解释了铣削加工类型,这有助于询价、工艺规划和原型制造。.
铣削加工是指旋转刀具如何切削材料以形成特定表面或特征。端面铣削加工出宽阔的平面,而槽铣削加工出狭窄的沟槽,排屑受到限制。这些差异会影响加工稳定性风险、毛刺产生情况以及检测策略。.
在 Yonglihao Machinery,我们使用铣削工序名称作为数控加工服务评价的通用语言。我们力求语言具体明确,将每道工序与其最终效果以及您需要验证的首要条件关联起来。这种方法可以减少编程和设置开始前的假设。.
什么是铣削作业?
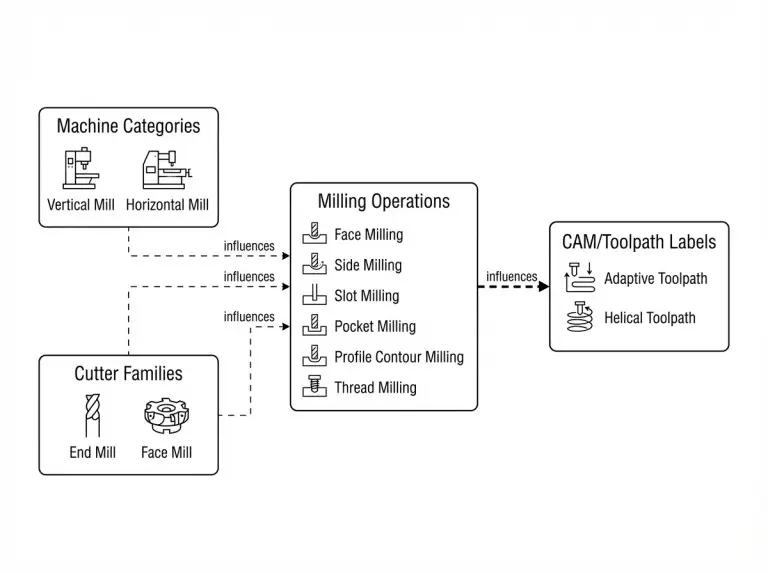
铣削作业 加工类型由刀具啮合方式和加工结果决定,而非由机床类型、刀具系列或CAM软件标签决定。加工类型应描述产生平面、壁、槽、螺纹或轮廓的切削动作。机床类别和刀具路径策略会影响加工可行性,但它们并非加工类型。.
机床标签,例如立式铣床或卧式铣床,描述的是平台和典型的主轴方向。刀具标签,例如立铣刀或面铣刀,描述的是具有多种几何形状和加工极限的刀具系列。CAM 标签描述的是刀具路径的生成方式。这在实际操作中可能很重要,但标签本身并不指定最终加工出的特征。.
当零件变得复杂时,两个分类框架可以保持术语的稳定性。第一个框架是刀具的主要啮合方式。它将切削方式分为端面啮合、周边啮合和混合啮合。第二个框架是特征几何形状。它将加工操作按平面、台阶、壁、槽、型腔、轮廓、螺纹和齿轮齿形进行分组。.
铣削作业与机床类别
铣削加工名称应明确指出要加工的表面或特征,并说明刀具如何进行加工。“端面铣削基准面”是一个可验证的加工描述,因为结果清晰且可衡量。“使用立式铣床”并非铣削加工,因为它没有描述要加工的特征。.
在刀具系列名称能够付诸实践之前,必须将其细化为具体的加工操作说明。“端铣”可能意味着槽铣、型腔铣、轮廓铣削或各种精加工工序,而这些工序的风险各不相同。工艺方案应首先阐明最终加工特征,然后才是刀具系列和加工策略。.
按刀具啮合方式和几何形状分类
基于切削啮合的分类有助于预测稳定性及加工效果。切削面啮合通常取决于切削过程中的支撑情况以及刀具的进出料条件。周边啮合则取决于刀具刚度、壁高以及沿切削方向的啮合一致性。.
基于特征的分类使选择能够基于图纸进行。即使深槽和宽凹槽都是“内部特征”,但它们的作用也不同。螺纹或齿轮齿是具有独特检验和配合约束的特征类。您应该明确地说明这些约束。.
磨粉机选择中的常见误解
大多数铣削操作错误都源于将标签当作捷径。人们常常忽略对几何形状、加工路径和检查意图的验证。读者死记硬背操作列表,然后因为没有检查特征约束而应用了错误的操作。最快的改进方法是纠正这种习惯,而不是添加更多术语。.
另一个反复出现的问题是将参数表作为起点。切削速度和进给量取决于材料、刀具几何形状、刚度、冷却液策略和排屑方式。一个稳定的方案始于特征可行性分析,并将参数作为可控的调整步骤。.
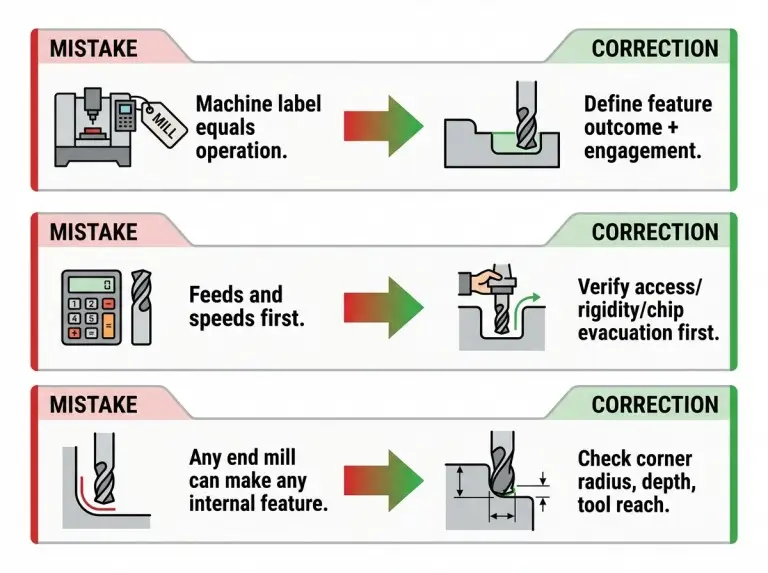
混淆机器术语和操作类型
机床类型术语掩盖了真正控制可行性的决策变量。一台三轴数控铣床可以进行端面铣削、型腔铣削和轮廓铣削。然而,由于刀具行程和夹具干涉,它仍然可能在加工深型腔时失败。加工操作的选择应该从特征约束开始。只有这样,才能验证机床的性能。.
诸如“通用铣削”之类的术语描述的是机器的灵活性,而非具体的切削动作。它们无法告诉检验员正在加工的是哪个表面或正在创建什么样的几何形状。这种信息缺失通常会导致验收标准不明确。.
验证进给量和速度
进给速度和切削速度取决于经过验证的设置和加工方案。从参数表入手容易产生错误的确定性。真正的限制因素通常是刀具悬伸、壁厚顺应性或深槽内的切屑堆积。验证应首先关注切削深度、间隙和支撑。.
一个稳定的铣削方案应该识别并预防主要的失效模式。颤动、偏转和毛刺的形成通常与刀具刚度和啮合条件有关。在开始数值调优之前,应该控制好这些条件。.
CAM标签并非操作类型
CAM 是一种生成刀具路径的工作流程,它并非描述特征加工结果的铣削操作类型。便于报价的操作说明应明确特征及其加工方式。例如,“型腔铣削型腔底部”或“内螺纹铣削”。您可以稍后将 CAM 策略作为实现选项添加。.
这种区别至关重要,因为CAM的选择会改变工艺流程和风险。然而,CAM并不能取代特征要求。如果特征本身存在歧义,CAM标签也无法消除歧义。工艺流程计划仍然需要几何形状、基准和检验意图。.
主要的铣削操作类型
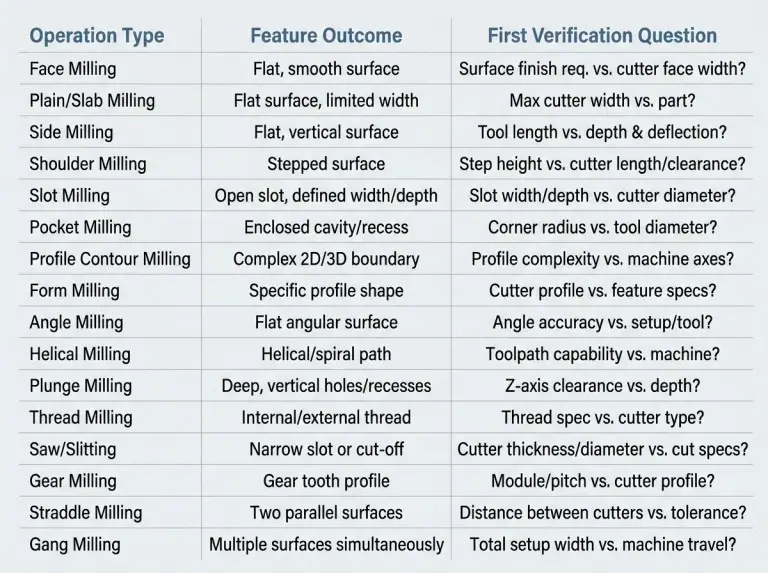
一份实用的铣削加工类型列表必须将每项加工操作与其创建的特征关联起来,并与您首先需要验证的约束条件关联起来。目标不是死记硬背名称,而是选择与几何形状、加工范围和尺寸相匹配的加工操作。下面的简短对比表突出了询价单中常见的混淆之处。.
|
容易混淆的操作 |
特征结果有何不同 |
选择前需要核实什么 |
|---|---|---|
|
面铣削与平铣削 |
端面铣削加工的是宽阔的平面,切削面与工件接触。平铣加工的是平坦的表面,切削面与工件边缘接触。. |
支撑结构、参与度、以及最终效果是功能性的还是装饰性的。. |
|
侧铣与肩铣 |
侧铣加工出的壁面较宽。肩铣加工则旨在加工出具有清晰90度肩部的特定台阶。. |
墙高以步进基准、肩高控制和工具刚度为指标。. |
|
槽铣与锯切 |
槽铣加工使用立铣刀或槽铣刀加工沟槽。锯铣加工则用于加工薄缝隙和实现零件分离。. |
槽宽、槽深、切屑出口路径,以及是否需要细切缝。. |
|
轮廓线与铣削成形 |
轮廓铣削沿着特定路径生成形状。成形铣削则将预先设定的刀具形状压印到零件上。. |
拐角要求、轮廓测量方法以及成形几何形状的磨损敏感性。. |
|
螺旋铣削与插铣 |
螺旋铣削斜坡用于加工孔或腔。插铣主要沿轴向去除材料。. |
机器刚性、排屑、特征深度以及斜坡或下切入口的间隙。. |
平面表面铣削
选择 面铣 当您需要在较大区域内生成或清理具有可控平整度的平面时,首要的验证问题是:您能否在不发生变形或振动的情况下支撑切削面下方的零件?一个完善的方案会明确指出哪个面是基准面,并说明在夹紧过程中如何保护该基准面。.
平面铣削
使用 普通铣削 去除材料并形成平面,刀具轴线与工件平行。主要验证问题是:切削长度方向上的切削力能否保持一致,而不会因偏转而产生锥度?此操作通常与板坯铣削术语一起出现。工艺方案应明确切削力和加工结果,而不仅仅是名称。.
墙体侧铣
侧铣 利用周边切削刃加工垂直壁面、肩部和侧面。主要验证问题:壁高和刀具悬伸长度能否保持足够的刚度,以避免壁面弯曲或颤动?可靠的加工方案应明确是否需要精加工来控制壁面几何形状。.
肩部铣削台阶
肩部铣削的目标是加工出一个具有平坦底面和垂直墙面的台阶,并在一个清晰的拐角处相交。主要验证问题是:哪些表面控制着台阶的走向?如何测量肩部相对于基准面的位置?当肩部用于装配时,此操作需要进行明确的加工余量规划。.
混合特征端铣
端铣 描述了一系列用于通过轴向和径向啮合来创建特征的广泛操作。主要验证问题是:目标特征类型是什么?端铣可以指槽、型腔、轮廓或精加工。工艺计划应明确特征的最终结果和测量目标,而不是仅使用“端铣”作为完整的计划。.
槽铣
槽铣 形成宽度为控制尺寸的狭窄通道。主要验证问题是:芯片能否在不发生堆积的情况下从插槽中取出,尤其是在深度增加的情况下?检测计划还应明确如何测量插槽宽度以及相对于基准方案的位置。.
内部空腔的型腔铣削
型腔铣削加工可形成内部型腔,并加工出达到特定深度的型腔底部。主要验证问题在于:拐角半径、深度和刀具间隙是否能保证刀具稳定进给,且不会发生夹具干涉?对于具有密封或轴承功能的型腔底部,应将其视为受控表面,并设置明确的验证检查点。.
边缘轮廓铣削
轮廓铣削可生成外部形状和受控边缘路径,从而定义零件的尺寸和配合。主要验证问题是:哪条边缘对尺寸至关重要,哪条边缘仅影响外观?针对不同的情况,精加工策略和检测重点也各不相同。夹具必须使零件始终以稳定的基准为参考,以防止轮廓偏移。.
特定半径的成形铣削
成形铣削使用具有特定轮廓的刀具在工件上铣削出相应的轮廓。主要验证问题是:轮廓公差和测量方法能否控制刀具磨损的影响?当几何形状一致且可作为成形特征进行检测时,此操作才有意义。.
用于倒角的角铣削
角度铣削加工中,刀具以一定角度切削工件,从而形成倒角、沟槽或燕尾槽等几何形状。主要验证问题在于:该角度特征是否由基准控制?刀具能否在不发生碰撞的情况下进行加工?工艺方案应明确指出哪个角度面是功能面,以及如何测量该角度面。.
用于圆形特征的螺旋铣削
螺旋铣削通过刀具沿螺旋路径的斜坡运动来加工孔或圆形凹槽。主要验证问题是:机床和工装能否在斜坡运动过程中保持稳定的切削,避免排屑故障?当控制进刀和圆弧插补对特征质量至关重要时,应选择此方法。.
轴向去除的下铣加工
插铣主要通过轴向进给去除材料。这有助于加工深腔或侧向加工空间受限的工件。主要验证问题是:刀具和工装能否在不损坏工件特征壁的情况下承受轴向载荷并排出切屑?应从加工空间限制和稳定性风险的角度来评估此操作,而不是将其视为一种通用的粗加工捷径。.
可加工螺纹的螺纹铣削
螺纹铣削通过刀具沿螺旋路径移动来加工螺纹,该螺旋路径定义了螺纹的几何形状。主要的验证问题是:螺纹规格、特征访问和检测方法是否定义得足够清晰,足以验证螺纹的有效性?工艺方案应明确螺纹的加工意图,例如配合预期和验证方法。切勿假定存在单一的“标准”结果。.
用于分切的锯铣
锯铣(或称分切)使用薄圆刀切割出狭窄的缝隙或分离出多个部件。主要验证问题:是否需要细缝和可控的切割路径?设置是否能防止部件在分离过程中振动?此操作对工件夹持和部件在切割变薄时的变形非常敏感。.
齿轮铣削加工齿形
齿轮铣削利用专为齿轮几何形状设计的刀具和刀具路径来加工齿轮齿。主要的验证问题是:哪种齿轮几何形状和测量方法可以作为应用验收标准?由于齿轮特征是功能性的,并且以检测为导向,因此询价单 (RFQ) 应明确说明齿轮的验证方法,并阐明哪些约束条件最为重要。.
跨铣平行面
跨铣床可同时加工两个平行面。当间距和平行度至关重要时,这可以减少装夹次数。主要验证问题是:对准和基准方案能否在一次装夹中可靠地控制两个面?检测计划应将间距控制与平行度控制分开,以便诊断偏差。.
多联铣削功能
组合铣削通过安装多个刀具,一次走刀即可加工出多个特征。主要的验证问题是:特征公差是否与刀具间的对准误差和跳动效应相兼容?当重复性和减少操作步骤比增加的对准验证步骤更重要时,这种方法最为有效。.
选择铣削作业的标准
在选择工具或参数之前,验证几何形状、基准和检测目标,才能确保操作选择的合理性。读者应将选择视为一种约束检查,而非偏好陈述。正确的操作是在操作空间和刚度限制下能够执行和测量的操作。.
几何形状决定了刀具直径和切削距离,进而影响刀具偏转风险。基准决定了误差累积方式以及特征验证方法。需求决定了是否需要粗加工和精加工工序,也决定了哪些表面需要进行受控精加工。.
特征驱动选择
特征分类应从控制功能的表面开始。密封面和外观面都可以是平面的,但它们的验证优先级和精加工方法却有所不同。螺纹或齿轮齿是需要明确命名的特征类别,因为验收是由检验驱动的。.
加工工艺的选择应明确每个特征的控制面。槽铣通常控制槽宽。型腔铣通常控制底面深度和型腔间隙。螺纹铣和齿轮铣需要定义如何验证特征。仅凭几何形状可能无法判断功能是否合格。.
数据逻辑和可行性
基准策略决定了工件的参考位置和公差锚定点。端面铣削通常会在早期形成一个稳定的基准面。后续加工的壁和轮廓都以此为基准。如果基准策略不完善,即使零件尺寸一致,也可能因为基准堆叠错误而导致装配失败。.
装配可行性取决于工件夹持和加工空间。理论上,深型腔可能可以加工,但如果夹具阻碍刀具进入或导致过大的悬伸,则实际加工可能根本无法实现。一个可靠的方案应明确夹具区域、间隙假设以及用于验证装配稳定性的检测面。.
公差和表面意图
公差意图决定了您是一次性完成特征加工,还是将其分成粗加工和精加工两道工序。控制配合的壁面通常受益于能够控制挠度并保持一致公差的精加工策略。控制装配高度的底板通常需要稳定的精加工条件,以避免出现颤动。.
表面处理意图也会影响风险管理。毛刺特性和边缘质量取决于材料和刀具出口条件。加工方向的选择和精加工顺序会影响这些条件。这些决策应被视为验证性选择,并取决于机床性能和装配刚度。.
稳定性和风险之间的权衡
铣削加工的权衡取舍,比加工名称本身更为重要,主要取决于加工稳定性、切屑控制和加工范围限制。颤动和偏转与刀具悬伸、壁面顺应性和切削模式密切相关。可靠的加工方案应识别主要风险,并选择能够降低该风险的加工方式。.
不同的加工工艺对排屑的要求也不同。槽铣和深槽铣削会将切屑集中在狭小的空间内,而端面铣削则通常能更自由地排出切屑。这些差异会影响散热、毛刺的产生,以及能否在避免二次清理风险的情况下加工出所需的特征。.
参与度和僵化程度的限制
刚度极限取决于整个系统,包括主轴、刀架、刀具和工件夹紧装置。长柄刀具会放大挠度,从而影响墙面直线度或地面平整度。稳定的设计方案可以最大限度地减少悬伸,避免对工件造成不必要的咬合力。.
间断啮合和薄壁截面会增加振动风险。当零件在切削区域附近提供的支撑有限时,周边和侧面啮合可能会变得不稳定。验证应重点关注支撑位置以及特征几何形状是否使零件变成柔性弹簧。.
芯片排出和毛刺管理
在排屑路径受限的深槽和凹槽中,切屑堆积的风险最高。切屑堆积会导致重复切削、过热和边缘损伤,最终表现为表面粗糙度差或尺寸偏差。操作方案应明确切屑排出路径,并确定是否可行采用冷却液或空气辅助排屑。.
毛刺风险取决于材料特性和刀具在边缘的出口方向。诸如顺铣或逆铣之类的方向选择会改变刀具对工件的加载方式,也会改变边缘的断裂方式。合适的选择取决于机床间隙控制、工件夹具刚度和边缘质量要求。应将其视为一个可验证的决策。.
工具行程和拐角约束
当特征深度需要较长的刀具或夹具阻碍操作时,就会出现加工范围限制。较小的内角半径可能导致使用小直径刀具,从而增加刀具偏转的风险。工艺方案应明确规定最小可接受的内角半径。这一限制条件可能会改变整个加工路线。.
拐角和通道限制也会影响型材的加工性能。较小的半径会改变接合方式,并造成局部表面差异。验证应明确哪些拐角是功能性的,以及如何检查这些拐角。.
结论
可靠的铣削加工操作选择源于将加工类型与特征几何形状、基准意图和已验证的刀具访问方式相匹配。 Yonglihao Machinery, 我们将操作列表视为我们决策的工具。 铣削服务, 这不是词汇表。在确定工艺路线之前,我们会审核图纸,包括圆角半径、加工范围限制和检验优先级。如果某项要求依赖于夹具刚性或排屑,我们会明确说明这种依赖关系,并使用预定的夹紧和测量方法进行验证。尽早共享关键数据、功能表面和可及性限制。这样,我们就可以将操作选择与零件必须达到的结果相匹配。.
常问问题
实际铣削加工决策取决于特征约束。您应该在开始编程之前明确并验证这些约束。以下问题重点关注影响加工选择和检验风险的最常见选择分支。.
何时使用端面铣削,何时使用平面铣削?
当需要加工具有可预测平面表面的宽基准面时,端面铣削通常更安全。当沿长表面进行周边啮合是主要条件,且设置能够保证啮合一致性时,平铣是合适的选择。选择时需考虑零件支撑、加工中断风险以及哪个面控制下游基准面等因素。.
什么情况下槽铣比锯切更好?
当需要控制槽的宽度、深度和位置时,槽铣通常是合适的选择。当需要薄切缝、窄缝或零件分离效果时,锯切则更为合适。选择时,应考虑切屑排出路径、薄截面工件的夹持稳定性以及所需的槽几何形状。.
我应该用螺纹铣削还是攻丝?
当能够通过螺旋刀路控制螺纹成形和加工间隙时,螺纹铣削通常是首选。当加工空间、螺纹规格和风险容差与轴向成形或切削方法相符时,攻丝则更为适用。最佳选择取决于加工空间、材料特性以及螺纹验收验证方法。.
何时选择螺旋铣削,何时选择插铣?
当需要对进给斜坡的控制和圆周特征的质量有较高要求时,螺旋铣削通常是更好的选择。当横向加工空间受限且轴向切削量符合刚性要求时,插铣则更为适用。正确的加工方式取决于机床的刚性、加工深度以及排屑的可靠性。.
齿轮铣削报价中应该定义哪些内容?
请勿在未明确齿形几何形状要求的情况下报价齿轮铣削加工。此外,还需要一种符合功能验收标准的测量方法。齿轮特征的确定取决于检测结果。笼统的“齿轮铣削”标签无法具体说明需要控制的内容。输入参数取决于配合条件、检测方法以及哪些表面对功能至关重要。.
跨式铣削或多联铣削何时适用?
当多个面或特征共享同一基准方案时,可考虑采用跨铣或组合铣削。当加工减薄量具有可衡量的价值时,这种方法也值得考虑。这些方法会增加对准和叠层风险,需要进行间距验证并制定清晰的检验策略。如果特征具有不同的公差优先级,则分开加工更容易控制。.



