
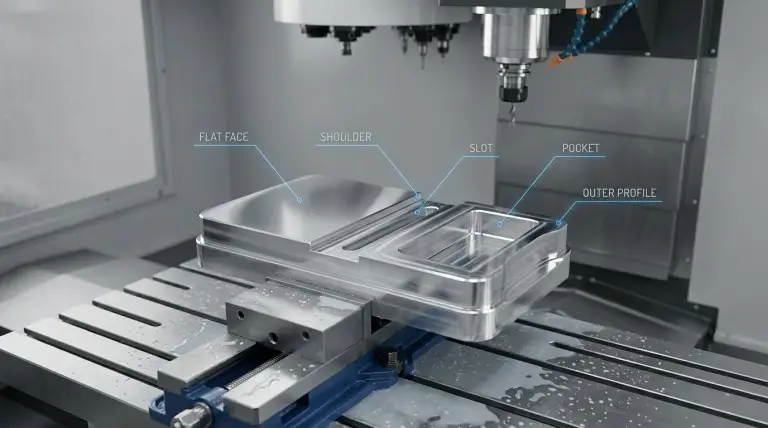

Выбор операции фрезерования для детали с ЧПУ Наилучший результат достигается при привязке названия каждой операции к конкретной характеристике, базовой точке и ограничению доступа к инструменту. Многие проблемы при составлении смет и изготовлении возникают, когда фрезерование рассматривается как единый этап, а не как поэтапный план обработки каждой характеристики. В этой статье типы операций фрезерования объясняются в формате, ориентированном на принятие решений. Это полезно для запросов предложений, планирования процессов и создания прототипов.
Операция фрезерования описывает, как вращающаяся фреза взаимодействует с материалом для создания заданной поверхности или элемента. Торцевое фрезерование создает широкие плоские поверхности. Щелевое фрезерование создает узкие каналы с ограничениями по удалению стружки. Эти различия влияют на риски нестабильности, поведение заусенцев и стратегии контроля.
В компании Yonglihao Machinery мы используем названия операций фрезерования в качестве общего языка для описания услуг по обработке на станках с ЧПУ. Мы сохраняем конкретность языка. Мы связываем каждую операцию с результатом обработки и первым условием, которое следует проверить. Такой подход уменьшает количество предположений до начала программирования и настройки.
Что такое фрезерные работы?
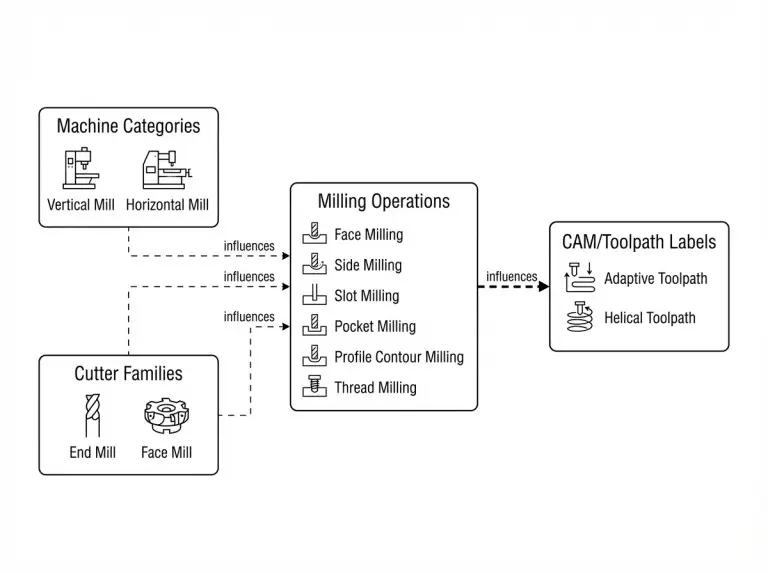
Операция по измельчению Тип операции определяется контактом режущего инструмента и результатом обработки. Он не определяется типом станка, семейством инструментов или метками программного обеспечения CAM. Типы операций должны описывать процесс резания, в результате которого образуется пол, стенка, паз, резьба или профиль. Категории станков и стратегии траектории движения инструмента влияют на осуществимость, но они не являются типами операций.
Метки станков, такие как вертикальные или горизонтальные фрезы, описывают платформу и типичную ориентацию шпинделя. Метки инструментов, такие как концевая фреза или торцевая фреза, описывают семейства фрез с различными геометрическими формами и ограничениями. Метки CAM-системы описывают способ генерации траектории инструмента. Это может иметь значение в процессе работы, но метка не указывает на конечный результат.
Для обеспечения стабильности терминологии при работе со сложными деталями используются два подхода классификации. Первый подход — это преобладающее зацепление режущего инструмента. Он разделяет зацепление с поверхностью, периферийное зацепление и смешанное зацепление. Второй подход — это геометрия элементов. Он группирует операции по плоским поверхностям, ступеням, стенкам, пазам, карманам, профилям, резьбе и зубьям шестерен.
Фрезерные операции против категорий станков
Название операции фрезерования должно указывать на то, какая поверхность или элемент обрабатывается. Оно также должно описывать способ зацепления фрезы для его обработки. “Фрезерование базовой поверхности” — это проверяемое описание операции, поскольку результат ясен и измерим. “Использование вертикальной фрезы” не является операцией фрезерования, поскольку не описывает создаваемый элемент.
Прежде чем использовать названия семейств инструментов, необходимо свести их к описанию операции. “Концевое фрезерование” может означать фрезерование пазов, фрезерование углублений, фрезерование контуров профиля или чистовую обработку с различными рисками. В плане процесса сначала следует указать конечный результат, затем семейство инструментов и стратегию.
Классификация по зацеплению режущего инструмента и геометрии.
Классификация на основе степени зацепления помогает прогнозировать стабильность и качество обработки поверхности. Зацепление за заготовку обычно зависит от опоры под режущим инструментом и условий входа/выхода. Периферийное зацепление зависит от жесткости инструмента, высоты стенки и равномерности зацепления вдоль режущей кромки.
Классификация на основе характеристик позволяет сделать выбор соответствующим чертежу. Глубокий паз ведет себя иначе, чем широкий карман, даже если оба являются “внутренними элементами”. Резьба или зуб шестерни представляют собой класс элементов с уникальными ограничениями контроля и посадки. Эти ограничения следует указать явно.
Распространенные заблуждения при выборе помола
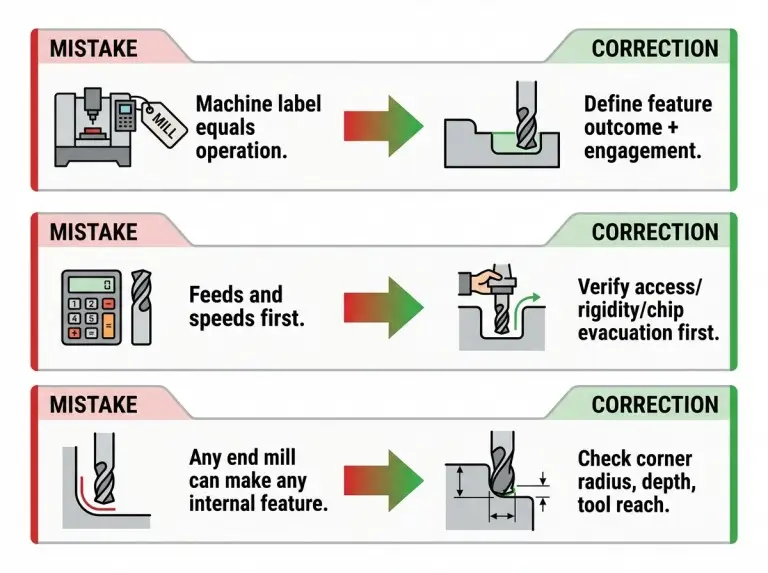
Большинство ошибок при фрезеровании возникают из-за использования меток в качестве ярлыков. Люди часто пропускают проверку геометрии, доступа и целей контроля. Читатели запоминают список операций, а затем применяют неправильную, потому что не проверили ограничения элементов. Самое быстрое решение — исправить эту привычку, а не добавлять лишнюю терминологию.
Ещё одна часто повторяющаяся проблема — использование таблиц параметров в качестве отправной точки. Скорость и подача зависят от материала, геометрии фрезы, жесткости, стратегии охлаждения и отвода стружки. Стабильный план начинается с оценки осуществимости элемента. Он использует параметры в качестве контролируемого этапа настройки.
Путаница в машиностроительных терминах, связанных с типами операций.
Термины, описывающие особенности станков, скрывают переменные, которые фактически определяют осуществимость. Трехосевой фрезерный станок с ЧПУ может выполнять торцевое фрезерование, фрезерование пазов и контурное фрезерование. Однако он все еще может выйти из строя при обработке глубоких полостей из-за вылета инструмента и помех от зажима. Выбор операции следует начинать с ограничений, связанных с особенностями конструкции. Только после этого следует проверять соответствие возможностям станка.
Термины вроде “универсальное фрезерование” описывают гибкость станка, а не конкретное действие резания. Они не указывают инспектору, какая поверхность обрабатывается или какая геометрия создается. Этот пробел обычно приводит к нечетким критериям приемки.
Проверка скорости и параметров подачи завершается.
Подача и скорость достигаются за счет проверенной настройки и плана обработки. Использование таблицы параметров создает ложное чувство уверенности. Реальными ограничениями часто являются вылет инструмента, соответствие стенкам или скопление стружки в глубоком пазу. Проверка должна в первую очередь сосредоточиться на вылете инструмента, зазоре и опоре.
В надежном плане фрезерования необходимо определить основной вид отказа, который следует предотвратить. Вибрация, деформация и образование заусенцев обычно связаны с жесткостью и условиями зацепления. Эти условия следует контролировать до начала численной настройки.
Метки CAM не являются типами операций.
CAM — это рабочий процесс для генерации траекторий движения инструмента. Это не тип фрезерной операции, описывающий конечный результат. В удобном для составления сметы описании операции следует указывать тип элемента и тип взаимодействия. Например, “фрезерование углубления в дне полости” или “фрезерование внутренней резьбы”. Стратегию CAM можно добавить позже в качестве варианта реализации.
Это различие важно, поскольку выбор CAM-системы изменяет поведение цикла и риски. Однако он не заменяет собой требование к характеристике. Если характеристика неоднозначна, обозначение CAM-системы не решает проблему. В плане процесса по-прежнему должны быть указаны геометрия, базовые элементы и цель контроля.
Основные виды операций по измельчению.
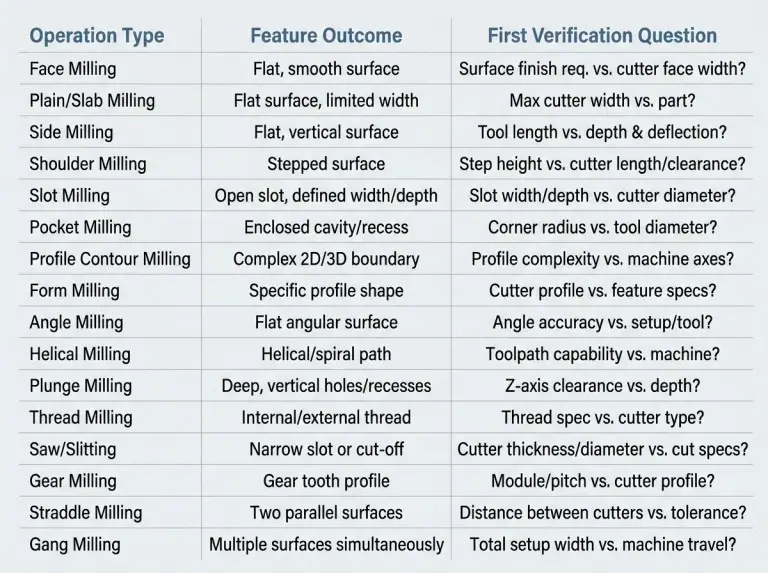
Практический список типов фрезерных операций должен связывать каждую операцию с создаваемым ею элементом. Он также должен быть связан с первым ограничением, которое следует проверить. Цель состоит не в запоминании названий. Цель состоит в выборе операции, соответствующей геометрии, доступу и размерам. Приведенная ниже краткая сравнительная таблица иллюстрирует распространенные ошибки, которые встречаются в запросах предложений.
|
Операции, которые часто путают |
В чём разница в результатах применения функций? |
Что проверить перед выбором |
|---|---|---|
|
Торцевое фрезерование против обычного фрезерования |
Торцевое фрезерование предназначено для обработки широких плоских поверхностей с контактом с поверхностью. Простое фрезерование предназначено для обработки плоских поверхностей с контактом по периферии. |
Поддержка под катом, стабильность взаимодействия и то, является ли цель отделки функциональной или косметической. |
|
Боковое фрезерование против фрезерования плеча |
Боковое фрезерование формирует широкие стенки. Фрезерование плеча обеспечивает получение четко выраженного выступа с острым плечом под углом 90 градусов. |
Этапная опорная точка, контроль высоты плеча и жесткость инструмента для определения высоты стенки. |
|
Фрезерование пазов против распиловки |
Фрезерование пазов предназначено для обработки каналов с помощью концевых фрез или пазовых резцов. Фрезерование пилой предназначено для обработки тонких щелей и процессов разделения деталей. |
Ширина паза, глубина, путь выхода стружки и необходимость тонкого пропила. |
|
Профильное контурное фрезерование против формового фрезерования |
Профильное фрезерование выполняется по заданной траектории для придания формы. Формовочное фрезерование отпечатывает заданную форму инструмента на детали. |
Требования к углам, метод измерения профиля и чувствительность к износу сформированной геометрии. |
|
Спиральное фрезерование против фрезерования с погружением |
Спиральное фрезерование используется для создания отверстий или полостей. Погружающее фрезерование удаляет материал преимущественно в осевом направлении. |
Жесткость станка, отвод стружки, глубина обработки и зазор для входа в зону наклона или погружения. |
Торцевое фрезерование для плоскостной обработки поверхностей
Выбирать торцевое фрезерование Когда необходимо создать или очистить плоскую поверхность с контролируемой плоскостностью на большой площади, главный вопрос проверки: можно ли закрепить деталь под срезом без деформации или вибрации? Надежный план указывает, какая поверхность является базовой. Он также объясняет, как вы будете защищать эту базовую поверхность во время зажима.
Фрезерование плоских поверхностей
Использовать простое помол Для удаления материала и создания плоских поверхностей, где ось фрезы параллельна заготовке. Главный вопрос проверки: может ли зацепление оставаться постоянным по всей длине резания без возникновения конусности из-за деформации? Эта операция часто упоминается в терминологии фрезерования слябов. В плане процесса следует определить тип зацепления и результат, а не просто название.
Фрезерование боковых стенок
Фрезерование боковых поверхностей Создает вертикальные стенки, выступы и боковые грани с помощью периферийных режущих кромок. Главный вопрос проверки: может ли высота стенки и вылет инструмента оставаться достаточно жесткими, чтобы избежать прогиба или вибрации стенки? Надежный план определяет, требуется ли чистовая обработка для контроля геометрии стенки.
Фрезерование плеча для ступеней
Фрезерование выступающей части позволяет получить заданный выступ с плоской поверхностью и вертикальной стенкой, сходящимися в четком углу. Главный вопрос проверки: какие поверхности определяют форму выступа и как измерить выступ относительно базовых точек? Эта операция требует тщательного планирования припусков, когда выступ будет функциональным для сборки.
Фрезерование торцов для смешанных элементов
Концевое фрезерование Описывается широкое семейство операций, используемых для создания элементов посредством осевого и радиального взаимодействия. Основной вопрос проверки: какой класс элементов предполагается? Фрезерование торцом может означать создание паза, углубления, профиля или чистовую обработку. В плане процесса следует указать желаемый результат обработки и цель измерения, а не использовать термин “фрезерование торцом” в качестве полного описания.
Фрезерование пазов для канальных профилей
фрезерование пазов Создаются узкие каналы, где ширина является определяющим параметром. Главный вопрос проверки: могут ли стружки выходить из паза без уплотнения, особенно при увеличении глубины? При планировании контроля также следует определить, как измерять ширину и положение паза относительно базовой схемы.
Фрезерование пазов для внутренних полостей
Фрезерование пазов создает внутренние полости и формирует дно паза заданной глубины. Главный вопрос проверки: обеспечивают ли радиусы углов, глубина и зазор инструмента стабильный вылет инструмента без помех со стороны зажима? Дно пазов, выполняющее функции герметизации или подшипников, следует рассматривать как контролируемые поверхности. Для них необходимы четко определенные контрольные точки проверки.
Фрезерование контурных профилей для обработки кромок.
Фрезерование контура профиля создает внешние формы и контролируемые траектории движения кромок, определяющие размер и посадку детали. Главный вопрос проверки: какая кромка имеет решающее значение для размера, а какая — для внешнего вида? Стратегия финишной обработки и фокус контроля различаются для каждого случая. Приспособление должно удерживать деталь относительно стабильных базовых точек, чтобы предотвратить смещение профиля.
Фрезерование для заданных радиусов
При формовочном фрезеровании используется режущий инструмент с заданным профилем для создания соответствующего контура на заготовке. Главный вопрос проверки: могут ли допуски профиля и метод измерения контролировать износ инструмента? Эта операция имеет смысл, когда геометрия является однородной и может быть проверена как сформированный элемент.
Фрезерование под углом для снятия фаски
Угловое фрезерование создает элементы, в которых режущий инструмент входит под углом, образуя фаски, канавки или пазы типа «ласточкин хвост». Главный вопрос для проверки: контролируется ли угловой элемент базовой точкой? Обеспечивается ли доступ инструмента без столкновений? В плане процесса должно быть указано, какая именно угловая поверхность является функциональной и как будет производиться ее измерение.
Спиральное фрезерование для получения круглых элементов
Спиральное фрезерование создает отверстия или круглые полости путем перемещения инструмента по спиральной траектории. Главный вопрос проверки: может ли станок и установка поддерживать стабильное зацепление во время перемещения инструмента без сбоев в отводе стружки? Этот метод следует выбирать, если контролируемый вход и круговая интерполяция имеют значение для качества изображения.
Врезное фрезерование для осевого удаления
Врезное фрезерование удаляет материал преимущественно за счет осевого входа. Это помогает при обработке глубоких полостей или при ограниченном боковом доступе. Главный вопрос для проверки: может ли инструмент и установка справиться с осевой нагрузкой и удалением стружки без повреждения стенок элементов? Рассматривайте эту операцию с учетом ограничений доступа и риска нестабильности, а не как обычный способ черновой обработки.
Фрезерование резьбы для обработки резьбы
Фрезерование резьбы создает резьбу путем перемещения резца по спиральной траектории, определяющей геометрию резьбы. Основной вопрос проверки: достаточно ли четко определены спецификация резьбы, доступ к элементам и метод контроля для проверки качества резьбы? План процесса должен подтверждать назначение резьбы, например, ожидаемые параметры посадки и подход к проверке. Не следует предполагать наличие единого “стандартного” результата.
Распиловка древесины для продольной резки
При распиловке, или продольной резке, используется тонкая круглая фреза для создания узких щелей или разделения секций. Главный вопрос для проверки: необходимы ли тонкий пропил и контролируемая траектория реза? Предотвращает ли установка вибрацию детали во время разделения? Эта операция чувствительна к фиксации заготовки и деформации детали при уменьшении толщины секций.
Фрезерование зубчатых колес для получения профилей зубьев.
Фрезерование зубчатых колес позволяет создавать зубья с помощью фрез и траекторий движения инструмента, разработанных с учетом геометрии зубьев. Основной вопрос проверки: какая геометрия зубьев и метод измерения определяют приемлемость для данного применения? Поскольку характеристики зубчатого колеса являются функциональными и определяются контролем качества, в запросе предложений следует указать, как вы проверяете зубчатое колесо. В нем также следует указать, какие ограничения наиболее важны.
Фрезерование параллельных поверхностей с использованием поперечного вала
Фрезерование с использованием поперечных фрезерных головок позволяет одновременно обрабатывать две параллельные поверхности. Это сокращает количество переналадок, когда важны расстояние между поверхностями и параллельность. Главный вопрос проверки: можно ли надежно контролировать обе поверхности с помощью системы выравнивания и базовых точек за одну переналадку? При планировании контроля следует разделять контроль расстояния между поверхностями и контроль параллельности для выявления отклонений.
Многофункциональная фрезерная обработка
При групповом фрезеровании используется несколько фрез для получения нескольких элементов за один проход. Главный вопрос проверки: совместимы ли допуски элементов с общим выравниванием и влиянием биения на работу фрез? Этот подход наиболее эффективен, когда повторяемость и упрощение обработки перевешивают дополнительные этапы проверки выравнивания.
Критерии выбора операций по измельчению
Выбор операции становится обоснованным, если перед выбором инструментов или параметров проверить геометрию, базовые элементы и контрольные точки. Читателям следует рассматривать выбор как проверку ограничений, а не как утверждение предпочтений. Правильная операция — это та, которую можно выполнить и измерить с учетом ограничений доступа и жесткости.
Геометрия определяет диаметр и вылет инструмента, что, в свою очередь, влияет на риск отклонения. Базовые элементы определяют, как накапливаются ошибки и как проверяется качество элементов. Требования определяют необходимость последовательности черновой и чистовой обработки. Они также определяют, какие поверхности заслуживают контролируемой чистовой обработки.
Выбор, основанный на характеристиках
Классификация элементов должна начинаться с поверхностей, определяющих их функциональность. Уплотнительная и декоративная поверхности могут быть плоскими. Однако приоритет проверки и подход к финишной обработке различаются. Резьба или зуб шестерни — это класс элементов, который следует явно обозначить, поскольку приемка определяется контролем качества.
При выборе операции необходимо определить управляющую поверхность для каждой детали. Фрезерование пазов обычно контролирует ширину канала. Фрезерование углублений обычно контролирует глубину дна и зазор между полостью и пазухой. Для фрезерования резьбы и зубчатых колес необходимо определить способ проверки работоспособности детали. Одних только геометрических параметров может быть недостаточно для описания функциональной приемлемости.
Логика и осуществимость базовых данных
Стратегия базовых точек определяет, где находится опорная плоскость заготовки и где закреплены допуски. При торцевом фрезеровании часто создается стабильная базовая плоскость на раннем этапе. Позже стенки и профили привязываются к этой плоскости. Слабая базовая плоскость может привести к получению качественных деталей, которые все равно не будут собраны из-за неправильной системы опорных точек.
Возможность настройки зависит от фиксации заготовки и доступа. Теоретически, глубокий карман может быть обработан. Но на практике это может оказаться невозможным, если зажимы препятствуют введению инструмента или вызывают чрезмерный вылет заготовки. В достоверном плане должны быть указаны зоны зажима, предполагаемые зазоры и контрольные поверхности, используемые для проверки стабильности настройки.
Допуск и назначение поверхности
Допуски определяют, будет ли элемент изготовлен за одну операцию или разделен на черновую и чистовую обработку. Для стен, требующих контроля точности подгонки, часто полезны стратегии чистовой обработки, которые контролируют прогиб и обеспечивают равномерный припуск. Для полов, требующих контроля высоты сборки, часто необходимы стабильные условия чистовой обработки, чтобы избежать вибраций.
Назначение обработки поверхности также влияет на управление рисками. Поведение заусенцев и качество кромки зависят от условий выхода материала и инструмента. Выбор направления и последовательность чистовой обработки влияют на эти условия. Эти решения следует рассматривать как варианты проверки, зависящие от поведения станка и жесткости настройки.
Компромисс между стабильностью и риском
Стабильность, контроль стружки и ограничения доступа определяют компромиссы при фрезеровании в большей степени, чем само название операции. Вибрация и отклонение коррелируют с вылетом инструмента, податливостью стенок и режимом зацепления. Надежный план определяет основной риск и выбирает операцию, которая снижает этот риск.
Различные операции создают разные требования к удалению стружки. Фрезерование пазов и фрезерование глубоких карманов концентрируют стружку в ограниченном пространстве. Фрезерование торцов, как правило, более свободно распределяет стружку. Эти различия влияют на нагрев, поведение заусенцев и на возможность изготовления элемента без риска вторичной очистки.
Ограничения зацепления и жесткости
Пределы жесткости зависят от всей системы в целом. Это включает шпиндель, держатель инструмента, фрезу и зажим заготовки. Инструменты с большим вылетом усиливают прогиб. Это может изменить прямолинейность стенки или ровность пола. Стабильная конструкция минимизирует свес и позволяет избежать излишней жесткости зацепления с элементом.
Прерывистое зацепление и тонкостенные участки увеличивают риск вибрации. Периферийное и боковое зацепление могут стать нестабильными, если деталь обеспечивает ограниченную поддержку вблизи зоны резания. Проверка должна быть сосредоточена на размещении опор и на том, превращает ли геометрия элемента деталь в податливую пружину.
Управление удалением стружки и заусенцев
Риск вытекания стружки наиболее высок в глубоких пазах и углублениях с ограниченными путями выхода. Скопление стружки может привести к повторной резке, нагреву и повреждению кромок. Это проявляется в виде ухудшения качества поверхности или смещения размеров. В плане работы следует определить путь выхода стружки и возможность использования охлаждающей жидкости или сжатого воздуха.
Риск образования заусенцев зависит от свойств материала и направления выхода режущей кромки. Выбор направления, например, попутное или традиционное фрезерование, может изменить нагрузку на деталь. Он также влияет на характер разрушения кромок. Правильный выбор зависит от контроля люфта станка, жесткости зажимного устройства и требований к качеству кромки. Рассматривайте это как проверяемое решение.
Ограничения по вылету инструмента и углам
Ограничения по вылету инструмента возникают, когда глубина обработки требует использования длинных инструментов или когда приспособления блокируют доступ. Малый внутренний радиус скругления углов может вынудить использовать инструмент малого диаметра, что увеличивает риск его отклонения. В плане процесса следует указать минимально допустимый внутренний радиус. Это единственное ограничение может изменить весь маршрут обработки.
Ограничения по углу и доступу также влияют на качество обработки профилей. Малые радиусы могут изменить контакт с поверхностью и создать локальные различия. При проверке следует определить, какие углы являются функциональными и как их следует осматривать.
Заключение
Надежный выбор операции фрезерования достигается путем сопоставления типов с геометрией элемента, назначением базовой точки и проверенным доступом инструмента. 1ТП1Т, Мы рассматриваем список операций как инструмент принятия решений для нашей компании. услуги фрезерования, Это не список терминов. Перед утверждением технологического процесса мы проверяем чертежи на радиусы углов, пределы вылетов и приоритеты контроля. Если требование зависит от жесткости установки или удаления стружки, мы указываем эту зависимость. Мы проверяем ее с помощью предполагаемого метода зажима и измерения. На раннем этапе мы сообщаем критически важные базовые элементы, функциональные поверхности и ограничения доступности. Таким образом, мы можем согласовать выбор операции с результатами, которых должна достичь деталь.
Часто задаваемые вопросы
Практические решения по фрезерованию зависят от ограничений, накладываемых на характеристики изделия. Эти ограничения следует сформулировать и проверить до начала программирования. Приведенные ниже вопросы касаются наиболее распространенных вариантов выбора режима работы и рисков, связанных с проверкой качества.
Когда следует использовать торцевое фрезерование, а когда — обычное фрезерование?
Фрезерование торцевой поверхности обычно безопаснее, когда необходимо создать широкую базовую грань с предсказуемой плоской поверхностью. Простое фрезерование подходит, когда основным условием является периферийное зацепление вдоль длинной поверхности, а настройка обеспечивает стабильное зацепление. Необходимо проверить выбор с учетом поддержки детали, риска прерывания и того, какая грань контролирует последующие базовые грани.
В каких случаях фрезерование пазов предпочтительнее распиловки?
Фрезерование пазов обычно подходит, когда канал является функциональным элементом с контролируемой шириной, глубиной и положением. Пилорезка подходит, когда требуется тонкий пропил, узкая щель или особенности разделения деталей. Необходимо проверить правильность выбора, учитывая траекторию выхода стружки, стабильность зажима заготовки по мере истончения сечения и требуемую геометрию паза.
Что лучше использовать: фрезерование или нарезание резьбы?
Фрезерование резьбы часто предпочтительнее, когда можно обеспечить контролируемое формирование резьбы и зазор доступа при использовании спиральной траектории инструмента. Нарезание резьбы методом нарезания резьбы подходит, когда доступ, спецификация резьбы и допустимый риск совпадают с методами осевого формования или резки. Наилучший выбор зависит от доступности, свойств материала и способа проверки правильности резьбы.
Когда следует выбирать между спиральным и врезным фрезерованием?
Спиральное фрезерование обычно предпочтительнее, когда приоритетами при обработке отверстий являются контролируемый вход на наклонную плоскость и качество круглых элементов. Врезное фрезерование помогает, когда боковой доступ ограничен, а осевое удаление материала соответствует условиям жесткости станка. Правильный выбор зависит от жесткости станка, глубины элемента и надежности удаления стружки.
Что нужно учитывать при составлении смет на фрезерование зубчатых передач?
Не следует указывать стоимость работ по фрезерованию зубчатых колес без четко определенного назначения геометрии зубьев. Также необходим подход к измерениям, соответствующий функциональным требованиям. Характеристики зубчатых колес определяются контролем качества. Общее обозначение “фрезерование зубчатых колес” не указывает, что именно должно контролироваться. Входные данные зависят от условий сопряжения, метода контроля качества и того, какие поверхности являются функционально критически важными.
В каких случаях полезно использовать фрезерование с боковым или многорядным креплением?
Рассмотрите возможность использования фрезерования с параллельным или групповым фрезерованием, когда несколько поверхностей или элементов используют одну базовую схему. Это также целесообразно, когда сокращение трудозатрат имеет измеримую ценность. Эти подходы увеличивают риск выравнивания и наложения слоев. Они требуют проверки расстояния и четкой стратегии контроля. Если элементы имеют разные приоритеты допусков, отдельные операции могут быть проще контролировать.



