


В большинстве механических деталей простые плоские поверхности встречаются редко. Шпоночные пазы, направляющие пазы, Т-образные пазы, масляные каналы и канавки охлаждения могут выглядеть как обычные канавки. Но именно от них часто зависит бесперебойность работы механизма. Фрезерование пазов — основной метод надёжного изготовления этих пазов. Этот метод также широко распространён в современной обработке на станках с ЧПУ.
В компании Yonglihao Machinery мы обрабатываем все виды деталей с пазами. Мы обслуживаем такие отрасли, как автомобилестроение, аэрокосмическая промышленность, электроника и общее машиностроение. Для многих клиентов главное не просто “Можно ли фрезеровать этот паз?”. Они хотят знать, соответствует ли он проектным допускам. Им необходимо, чтобы он правильно собирался, не допускал вибраций и не допускал преждевременных отказов. Они также хотят, чтобы он был экономически эффективным. В этой статье мы расскажем о фрезеровании пазов. Мы рассмотрим распространённые процессы, советы по выбору инструмента и расскажем о часто встречающихся проблемах. Мы также покажем вам, как проектировать и заказывать пазы, которые проще и дешевле обрабатывать.
Что такое фрезерование пазов?
В машиностроении и обработке на станках с ЧПУ паз представляет собой длинную узкую полость. Он может быть открытым или закрытым. Его поперечное сечение может быть прямоугольным, Т-образным, полукруглым или иметь форму “ласточкина хвоста”. Пазы могут показаться просто пазами, но они выполняют важные функции. Они используются для шпоночных соединений, направления, позиционирования и прохода жидкостей. Они также способствуют снижению веса. Если паз обработан в неправильном месте или имеет некачественную поверхность, это может привести к проблемам. Это создает риски при сборке, вибрации и сокращает срок службы.
Фрезерование пазов осуществляется вращающейся фрезой для создания пазов. Фреза, подобно пазовой или концевой фрезе, движется по заданной траектории на заготовке. В отличие от сверления, фрезерование пазов часто требует, чтобы фреза работала на всю свою ширину. Иногда она режет больше, чем на всю свою ширину. Это особенно актуально для глубоких и узких пазов. Этот процесс требует высокой жёсткости инструмента и станка, а также хорошего отвода стружки.
Современный фрезерование с ЧПУ Обеспечивает точный контроль траектории инструмента, скорости шпинделя и подачи. Это позволяет фрезеровать пазы с жёсткими допусками. Станок обеспечивает стабильное соблюдение допусков на ширину пазов около ±0,02 мм. Также обеспечивается шероховатость поверхности дна пазов Ra 1,6 мкм и выше. Это обеспечивает надёжную геометрическую основу для сборки, трансмиссии или герметизации.
Важно понимать разницу между несколькими понятиями. Термины “фрезерование пазов” и “фрезерование канавок” часто используются для обозначения одного и того же процесса. Оба они означают фрезерование пазов или канавок в детали. При боковом фрезеровании боковые кромки инструмента используются для обработки поверхностей или уступов детали. Иногда оно применяется для расширения или чистовой обработки стенок пазов. При торцевом фрезеровании используется большая торцевая фреза для обработки больших плоских поверхностей. Иногда оно используется для быстрого прорезания неглубоких канавок на большой плоскости. Понимание этих различий помогает конструкторам и инженерам. Оно помогает им решить, требуется ли для обработки паза только фрезерование пазов или сочетание нескольких процессов.
Роль и типичные области применения фрезерования пазов
С точки зрения применения, фрезерование пазов выполняет три основные функции: передачу усилия и фиксацию деталей, направление движения и потоков жидкостей, а также оптимизацию веса и пространства. Благодаря этому оно используется практически во всех областях прецизионной обработки на станках с ЧПУ. Однако в каждой отрасли приоритеты несколько различаются.
В автомобильной промышленности и машиностроении фрезерование пазов играет ключевую роль. Оно используется для создания шпоночных пазов валов, установочных пазов и масляных каналов. Кроме того, оно создаёт охлаждающие пазы в деталях тормозов. Основное внимание уделяется точности посадки и усталостной долговечности. В аэрокосмической промышленности фрезерование пазов позволяет обрабатывать лёгкие карманы и соединительные пазы. Кроме того, оно создаёт охлаждающие каналы. Эти детали должны быть лёгкими, сохраняя при этом жёсткость и прочность. В электронике и прецизионных приборах фрезерование пазов используется для создания небольших пазов на радиаторах и корпусах. В этих пазах прокладываются провода, направляются световые лучи или устанавливаются датчики. Здесь критически важны размерная повторяемость и качество поверхности.
Для предприятий, занимающихся механической обработкой, ценность фрезерования пазов заключается не только в возможности “обработать паз”. Речь идёт о создании многоразовых шаблонов процесса. Эти шаблоны совместимы с существующим оборудованием и инструментами с ЧПУ. Повторное использование одних и тех же инструментов, траекторий обработки и оснастки позволяет сократить время цикла. Мы также можем ограничить колебания качества различных деталей. Это происходит без приобретения дополнительного оборудования. Именно поэтому в Yonglihao мы часто помогаем клиентам оптимизировать и стандартизировать процессы. Это гарантирует предсказуемое качество обработки одного и того же типа паза на разных деталях и в разных партиях.
Распространенные типы и сценарии процесса фрезерования пазов
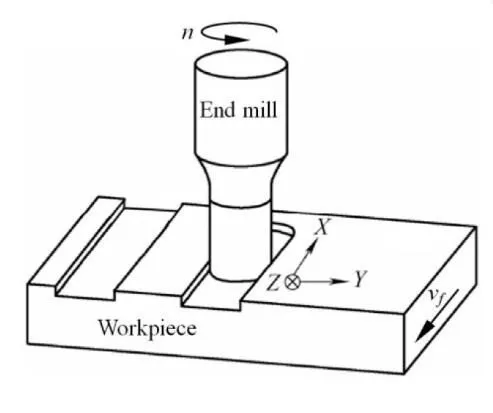
Концевое фрезерование
Используя концевая фреза Фрезерование пазов является наиболее распространённым методом. Концевая фреза может врезаться в материал торцевыми режущими кромками. Она также может подавать фрезу вдоль паза боковыми кромками. Это делает её идеальной для обработки прямых пазов, закрытых пазов и карманов. Для обработки прямоугольных пазов средней ширины и глубины часто удаётся сформировать паз за один проход. Достаточно лишь выбрать подходящий диаметр фрезы. Для более широких пазов можно использовать несколько параллельных траекторий или трохоидальные траектории для увеличения ширины.
Обратите внимание, что когда глубина паза приближается к трёхкратному диаметру фрезы, могут возникнуть проблемы. Вылет инструмента увеличивается, а его жёсткость снижается. Использование метода “однопроходной обработки по всей ширине” в таких случаях может привести к прогибу и вибрации инструмента. Более эффективным методом является пошаговое резание. Также можно разделить обработку на черновую трохоидальную обработку и чистовую обработку с малым зацеплением. Это защищает инструмент и повышает точность.
Боковое фрезерование / торцевое фрезерование
Если прорезь очень длинная, глубокая и имеет простую форму, боковое фрезерование Более эффективен. Этот метод использует торцевую фрезу. Эти инструменты обычно устанавливаются на горизонтальном шпинделе или оправке. Они имеют толстый сердечник и высокую жесткость. Их режущие кромки распределены по всей окружности. Это способствует распределению нагрузки при резании и улучшает отвод стружки. Для длинных прямых пазов на направляющих или станинах станков торцевые фрезы часто обеспечивают лучшую прямолинейность и постоянство ширины, чем одноконцевая фреза.
Конечно, этот процесс требует высокой жёсткости станка и оправки. Установка инструмента, регулировка расстояния между фрезами и замена пластин — всё это требует квалифицированных специалистов. Для предприятий, использующих горизонтально-фрезерные станки, этот метод обработки пазов среднего и большого диаметра является ключевым.
Фрезерование Т-образных пазов
Т-образные пазы часто встречаются на столах станков и в приспособлениях. Для их обработки сначала стандартной концевой фрезой прорезается верхний прямой паз. Затем в этот паз вставляется специальная фреза для Т-образных пазов. Она расширяет нижнюю, более широкую часть Т-образного паза. Верхний прямой паз служит направляющей и облегчает отвод стружки. Нижний Т-образный рычаг удерживает зажимные болты или Т-образные гайки.
В процессе производства Т-образные пазы могут иметь две распространённые проблемы. Во-первых, прямая канавка может быть недостаточно широкой. Это затрудняет отвод стружки при входе Т-образной фрезы. Инструмент наматывается стружкой. Во-вторых, проблемы могут возникнуть из-за слишком высокой глубины резания и подачи. Это может привести к изгибу хвостовика инструмента или сколу кромки. Чтобы решить эту проблему, можно расширить верхнюю канавку, выполнить резку в несколько проходов и использовать охлаждающую жидкость или воздух для удаления стружки.
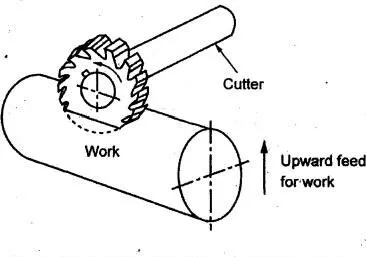
Шпоночные пазы Вудраффа
Шпоночный паз Вудраффа имеет полукруглое поперечное сечение. Он соответствует полумесяцу и используется для передачи крутящего момента на валах. Для обработки таких пазов требуются специальные фрезы для шпоночного пазового паза Вудраффа. Эти фрезы представляют собой тонкие диски и выпускаются различных размеров для пазов различной ширины и радиуса. Инструмент обычно устанавливается на горизонтальном шпинделе и подается радиально в вал на нужную глубину. Поскольку силы резания сосредоточены, качество инструмента, пайка и термообработка должны быть высокими. Также необходимо адекватное охлаждение.
Этот тип шпоночного паза очень чувствителен к размеру. Если паз слишком широкий, шпонка будет болтаться. Если паз слишком узкий, шпонка не войдет. Неправильно расположенный паз повлияет на угловое положение шестерён или шкивов. Мы обычно контролируем ширину паза в пределах ±0,01–0,02 мм в зависимости от требований заказчика. Мы также проводим проверку первого изделия перед запуском в массовое производство.
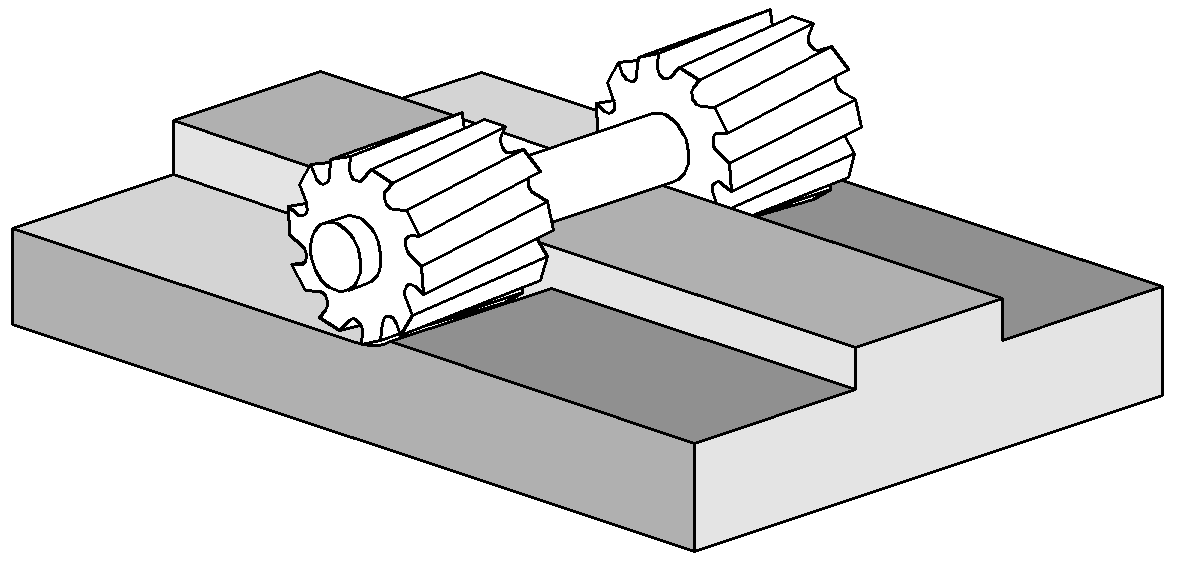
Фрезерование групп
При групповом фрезеровании на одной оправке устанавливается несколько фрез для обработки пазов. Это позволяет обрабатывать несколько параллельных пазов или ступеней за один проход. К распространенным применениям относятся обработка нескольких Т-образных пазов на столе станка или пазов для охлаждения на радиаторе. По сравнению с поочередной обработкой каждого паза, групповое фрезерование может значительно сократить время цикла. Кроме того, оно обеспечивает равномерное расстояние между пазами.
Однако многопозиционное фрезерование предъявляет более высокие требования к оборудованию и технологическому процессу. Оправка, режущие пластины и станок должны быть достаточно жёсткими, чтобы выдерживать суммарные силы резания. Регулировка расстояния между пластинами также требует высокой точности. При соблюдении этих условий многопозиционное фрезерование становится весьма конкурентоспособным вариантом для серийного производства.
Распространенные инструменты для фрезерования пазов и ключи выбора
Методы фрезерования пазов, описанные выше, используют различные типы инструментов. К ним относятся концевые фрезы, дисковые фрезы, фрезы для обработки Т-образных пазов и сегментные фрезы. В цеху задача заключается не в выборе типа инструмента, а в выборе оптимального инструмента для конкретного паза.
При выборе инструментов мы обращаем внимание не только на их название. Мы учитываем геометрию паза, материал и жёсткость станка. Мы уделяем особое внимание таким факторам, как:
- Размеры слота: Ширина, глубина и закрытость определяют тип и диаметр инструмента.
- Материал: Материал (алюминий, сталь и т. д.) определяет основу и покрытие инструмента.
- Жесткость системы: Жесткость станка и приспособления ограничивает полезный диаметр инструмента и вылет.
- Требования: Допуски и шероховатость поверхности определяют необходимость отдельной отделки.
Практическое правило — поддерживать ширину паза близкой к стандартному диаметру инструмента. Кроме того, глубина паза должна быть в пределах трёх диаметров инструмента. Это повышает стабильность обработки. При выходе за пределы этого диапазона требуются более эффективные стратегии траектории инструмента. К ним относятся трохоидальное фрезерование или многошаговое фрезерование для контроля прогиба и стружкообразования. Для шпоночных и направляющих пазов с жёсткими допусками мы часто используем подход “черновой и чистовой инструмент”. Это снижает влияние износа инструмента на точность.
Типичные стратегии траектории инструмента
Траектория инструмента определяет “характер” фрезерования пазов. Одна и та же фреза может работать совершенно по-разному при разных траекториях. Существуют три распространённые стратегии:
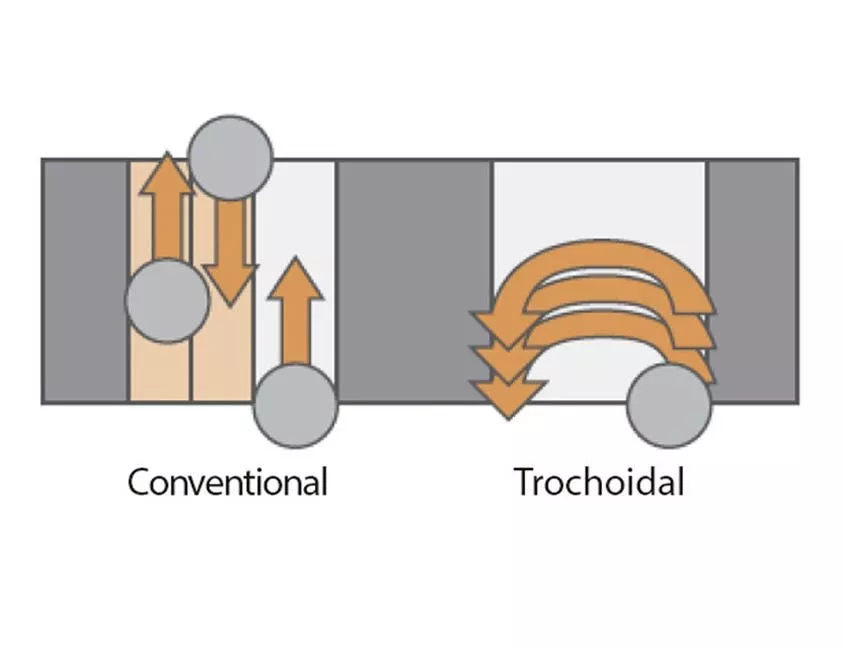
- Традиционное долбление: Этот процесс подразумевает возвратно-поступательное движение вдоль центральной линии паза. Этот процесс прост в программировании и хорошо подходит для неглубоких пазов и обработки материалов общего назначения. Недостатком является то, что он создаёт высокие радиальные силы резания и нагревание в глубоких пазах или твёрдых материалах.
- Трохоидальная траектория инструмента: Инструмент движется по траектории “по дуге окружности + вперёд”. Это контролирует радиальное зацепление в каждом цикле. Это снижает силу резания и улучшает отвод стружки. Идеально подходит для глубоких и узких пазов, а также для обработки таких материалов, как нержавеющая сталь.
- Врезное фрезерование: Этот метод использует преимущественно осевую подачу, как при многоточечном сверлении. Затем инструмент соединяет отверстия в паз с небольшой боковой подачей. Он подходит для очень глубоких пазов или когда требуются инструменты с большим вылетом, что ставит безопасность превыше всего.
В наших проектах мы предпочитаем прямолинейные траектории для обработки обычных пазов. Когда глубина паза превышает три диаметра фрезы, мы меняем метод. Мы используем трохоидальную черновую обработку с последующим одним или двумя прямолинейными чистовыми проходами. В условиях ограниченного пространства и необходимости использования длинных инструментов мы используем врезной метод. Это снижает риск поломки инструмента.
Оптимизация процессов и устранение неполадок
Фрезерование пазов кажется простым, но скрытые проблемы могут повлиять на выход готовой продукции. Проблема не в резке материала, а в контроле размеров и качества поверхности. Вот некоторые типичные проблемы:
- Неправильный метод ввода: Прямое вертикальное врезание может привести к сколам кромок и образованию заусенцев. Кроме того, оно оставляет следы инструмента на дне паза. Лучший способ — использовать наклонное или винтовое врезание. Это позволяет инструменту входить в пазы постепенно. Для закрытых пазов можно сначала просверлить пилотное отверстие. Затем можно расширить паз фрезой с небольшим радиальным врезанием.
- Эвакуация неисправных чипов: Накапливающаяся в глубоких узких пазах стружка создаёт проблемы. Она приводит к повторному резанию, быстрому износу и даже заклиниванию инструмента. Решения включают в себя пошаговую обработку и уменьшение глубины резания за проход. Также помогает удаление стружки с помощью охлаждающей жидкости или сжатого воздуха.
- Низкая жесткость системы: Слишком большой вылет инструмента или недостаточная поддержка заготовки приводят к проблемам. Это приводит к несоответствию ширины допуска, волнистости стенок и сильному шуму. Чтобы устранить эту проблему, уменьшите вылет инструмента и увеличьте поддержку заготовки. Также можно уменьшить подачу, уменьшить радиальное зацепление или использовать более толстую оправку.
С точки зрения размеров и качества поверхности мы разделяем черновую и чистовую обработку. Черновая обработка направлена на эффективное снятие материала. Чистовая обработка характеризуется меньшим зацеплением, меньшей глубиной резания и более стабильными параметрами. Мы можем добавить пружинный проход для исправления ошибок, вызванных упругой деформацией. Таким образом, размеры пазов и качество поверхности остаются в требуемом диапазоне.
Преимущества и ограничения фрезерования пазов
С точки зрения процесса, ценность фрезерования пазов заключается в его гибкости. Однако это не универсальное решение.
Основные преимущества:
- Обычный набор фрез способен обрабатывать большинство типов пазов.
- Он хорошо адаптируется к различным проектам, подходит для небольших партий и частой смены продукции.
- Он хорошо сочетается с электроэрозионной обработкой и шлифованием. Фрезерование позволяет удалить большой объём материала, а другие процессы обеспечивают финишную обработку критически важных поверхностей.
Основные ограничения:
- Очень глубокие и узкие пазы ограничиваются жесткостью инструмента и удалением стружки.
- Для сверхтвёрдых материалов диапазон технологических возможностей очень узок. Требуется высококлассный инструмент и строгий контроль.
- Для деталей, чувствительных к остаточным напряжениям, в качестве меры безопасности часто требуется шлифование или электроэрозионная обработка.
Поэтому мы не полагаемся только на фрезерование пазов. Мы доверяем ему большую часть удаления материала. Затем мы используем другие процессы для участков, требующих высокой точности и качества поверхности. Это помогает сбалансировать стоимость и надежность.
Стоимость и время выполнения: ключевые факторы
С точки зрения управления проектом, стоимость фрезерования пазов нелинейна. Она зависит от нескольких ключевых факторов. Понимание этих факторов на ранних этапах помогает избежать дополнительных производственных затрат.
Основными переменными, влияющими на стоимость и время выполнения заказа, являются:
- Геометрия паза: Ширина, глубина, длина и форма щели имеют значение.
- Допуски: Более жесткие размеры и более высокие требования к поверхности увеличивают затраты на отделку и контроль.
- Тип материала: Алюминий и углеродистая сталь легко режутся. Нержавеющая сталь и жаропрочные сплавы требуют более длительной обработки инструментами и станками.
- Размер партии: Прототипы должны покрывать все затраты на настройку и программирование. Массовое производство распределяет эти затраты на множество деталей.
В Yonglihao мы оцениваем сложность обработки по чертежам и 3D-моделям. Затем мы подбираем технологический маршрут с учётом объёма партии и сроков изготовления. Если мы обнаружим, что конструкция не соответствует стандартным инструментам, мы предложим изменения. Это поможет вам найти оптимальное соотношение функциональности, стоимости и сроков поставки.
Заключение
Как Поставщик услуг по обработке на станках с ЧПУ, 1ТП1Т Мы не просто фрезеруем пазы. Мы стремимся предоставить комплексное решение для обработки пазов. Это включает в себя передовые технологии Услуги фрезерной обработки с ЧПУ Изготавливаем изделия по вашим требованиям. У нас есть 3-, 4- и 5-осевые фрезерные обрабатывающие центры с ЧПУ. Также у нас есть токарные, шлифовальные и электроэрозионные станки. Это позволяет нам изготавливать как единичные прототипы, так и осуществлять серийное производство.
Мы подбираем фрезы и процессы обработки в зависимости от ширины, глубины и материала паза. Мы можем обрабатывать детали с точностью до миллиметра и глубиной до десятков миллиметров в стали и алюминии. Мы обрабатываем углеродистую сталь, нержавеющую сталь, алюминиевые сплавы и другие материалы. Для каждого материала мы разработали обширные библиотеки. В рамках контроля качества мы измеряем размеры и положение шпоночных пазов. Для шпоночных пазов с высокими требованиями к посадке мы используем калибры или КИМ для проверки.
Если у вас есть детали с пазовой структурой, отправьте нам свои чертежи. Мы предоставим реалистичный план фрезерования пазов и смету. Мы рассчитаем её с учётом материала, объёма партии и требуемых допусков. При необходимости мы можем предложить корректировки конструкции для упрощения производства детали.
Часто задаваемые вопросы
Как определить ширину паза в конструкции для удобства обработки?
Мы рекомендуем по возможности подбирать ширину паза под стандартный диаметр инструмента (например, 4, 6, 8, 10 или 12 мм). Нестандартные размеры (например, 7,3 мм) требуют нескольких проходов или использования специального инструмента. Это увеличивает затраты и риски. Для таких элементов, как шпоночные пазы, можно подогнать ширину шпонки или сопрягаемой детали под стандартную ширину паза.
На что следует обратить внимание при выборе глубоких слотов в проектировании и планировании процессов?
Если глубина паза превышает три диаметра инструмента, избегайте слишком узких пазов. Расширьте паз для лучшего отвода стружки. Также обратите внимание на чертеж, что допускается сегментная обработка. С точки зрения процесса обработки мы используем пошаговое резание и усовершенствованные стратегии черновой обработки. Затем мы выполняем чистовые проходы для улучшения качества стенок паза.
Как следует указывать на чертежах допуски, связанные с пазами?
Чётко укажите допуски ширины, глубины и формы дна паза. Также обратите внимание на расстояние от базовых поверхностей и положение относительно других элементов. Если вам требуется определённая шероховатость поверхности, обозначьте дно и стенки паза отдельно. Это поможет нам спланировать черновую и чистовую обработку.
Когда фрезерование пазов более целесообразно, чем электроэрозионная обработка или протягивание?
Для обработки пазов различной формы, небольших и средних партий и при хорошей обрабатываемости пазовое фрезерование является предпочтительным вариантом. Этот метод гибок и экономически эффективен. Для обработки очень глубоких и узких пазов, острых внутренних углов или очень твёрдых материалов преимущество имеют электроэрозионная обработка или протягивание. Для многих сложных деталей используется сочетание фрезерования пазов и других методов. Мы порекомендуем оптимальный подход для вашей конкретной детали.



