


De keuze tussen soft tooling en hard tooling wordt eenvoudiger als je die koppelt aan het productierisico in plaats van aan algemene labels zoals 'prototype' of 'massaproductie'. Dit artikel legt uit hoe je de juiste keuze maakt tussen soft tooling en hard tooling op basis van een specifiek onderdeel, hars en productieplan.
Bij Yonglihao Machinery, We zien dat de grootste kosten ontstaan wanneer teams een tool vastleggen voordat het ontwerp of de volumeprognose is afgerond. Een slimme toolstrategie voorkomt herwerk, beschermt de planning en zorgt ervoor dat de resultaten van de sampling daadwerkelijk bruikbaar zijn.
Deze handleiding vergelijkt de twee benaderingen door te kijken naar de factoren die de resultaten daadwerkelijk beïnvloeden: levensduur van het gereedschap, risico op wijzigingen, slijtage van de hars, oppervlakteafwerking en de verificatievragen die offertes vergelijkbaar maken.
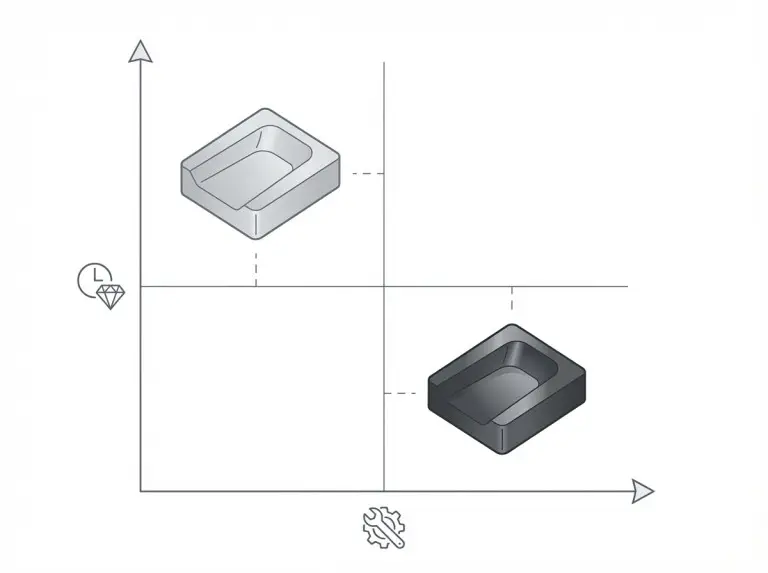
Definitie van soft tooling en hard tooling
Het belangrijkste verschil tussen zachte en harde mallen zit hem in hoe lang de mal zijn vorm behoudt en hoe moeilijk het is om na de eerste prototypes nog wijzigingen in het ontwerp aan te brengen. "Zacht" en "hard" verwijzen naar duurzaamheid en het herwerkingsproces, niet alleen naar het fysieke gevoel van de mal.
Bij soft tooling worden doorgaans materialen of processen gebruikt die gemakkelijker te bewerken zijn en een betrouwbare kwaliteit hebben. CNC-service. Dit verkort de doorlooptijden en verlaagt de initiële inspanning. De keerzijde is snellere slijtage, strengere eisen aan de consistentie en een grotere gevoeligheid voor de harskeuze en de vormomstandigheden.
Matrijzen worden vervaardigd om de afmetingen en oppervlaktekwaliteit stabiel te houden gedurende lange productieruns. Het nadeel hiervan is dat de productie van deze matrijzen langer duurt en duurder is. Bovendien kunnen late ontwerpwijzigingen traag, riskant en kostbaar zijn.
Zachte gereedschappen
Zachte mallen werken het best wanneer het ontwerp van het onderdeel nog kan veranderen of wanneer je snel onderdelen nodig hebt om de pasvorm, assemblage of marktvraag te controleren. Ze kunnen ook dienen als overbruggingsproductie, door te voorzien in een beperkte vraag terwijl je een mal met een langere levensduur ontwikkelt.
De beperking is niet dat "zacht materiaal automatisch lage kwaliteit betekent". Het betekent dat "zacht materiaal sneller slijt en sneller verandert". Als je meerdere geometrische updates verwacht, verlaagt zacht materiaal vaak het totale risico, omdat herwerk het proces minder verstoort.
Hard gereedschap
Vaste mallen zijn het meest geschikt wanneer het ontwerp stabiel is, het proces duidelijk is en een consistente output gedurende een lange periode vereist is. Ze hebben ook de voorkeur wanneer onderdelen in de loop der tijd nauwe functionele relaties moeten behouden, zoals aansluitpunten, afdichtingsgebieden of kritische cosmetische oppervlakken.
Duurzaamheid is echter niet gegarandeerd. Het hangt af van de schurende werking van de hars, het ontwerp van de spuitmond, de ventilatie, koeling en het onderhoud. U moet deze variabelen controleren voordat u ervan uitgaat dat "harde mallen" alle problemen oplossen.
Veelvoorkomende misvattingen die leiden tot de verkeerde gereedschapskeuze
Beslissingen lopen vaak mis wanneer teams hun toevlucht nemen tot simplistische denkpatronen zoals "alleen volume telt" of "gereedschapsstaal wint altijd". Deze simplistische denkpatronen negeren de variabelen die daadwerkelijk slijtage, herwerk en planningsrisico's veroorzaken.
Misvatting 1: "Het volume alleen bepaalt de benodigde gereedschappen."“
Volume is belangrijk, maar de betrouwbaarheid van de prognose is nog belangrijker. Als de vraag sterk kan fluctueren, verhoogt het vastleggen van een grote hoeveelheid vooraf het risico, zelfs als de prognose optimistisch lijkt.
Misvatting 2: "De prijs van het gereedschap is het belangrijkste getal om te optimaliseren."“
De aanschafprijs van de matrijs is slechts een deel van de totale kosten. Herwerk, afval, extra proefnemingen en stilstand kunnen op de lange termijn meer kosten. Een goedkope matrijs die herhaalde proefnemingen vereist, vertraagt de lancering en verhoogt de werkelijke kosten per onderdeel.
Misvatting 3: "De materiaalnaam staat gelijk aan het resultaat."“
Materialen zoals "aluminium", "P20" of "gehard staal" bieden geen garantie voor levensduur of kwaliteit. De prestaties zijn afhankelijk van harsvullers, ventilatie, koeling, oppervlaktebehandeling en onderhoud.
Misvatting 4: "Vaste gereedschappen zijn altijd moeilijk te veranderen."“
Sommige vaste gereedschapsstrategieën maken aanpassingen mogelijk, zoals het gebruik van inzetstukken en modulaire frames. De juiste vraag is niet "kunnen we het veranderen?", maar "wat is het herwerkingsplan en is het veilig?".“
Belangrijkste gereedschapsbenaderingen in productieplanning
De keuze tussen zachte en harde mallen gaat niet alleen over het materiaal; het is een strategische beslissing. Vergelijk de verschillende benaderingen door ze af te stemmen op uw verwachte veranderingssnelheid, het risico op harsslijtage en uw stabiliteitsbehoeften.

Aluminium gereedschap
Gereedschap van aluminium wordt vaak gebruikt voor het snel bewerken van holtes en het maken van snelle proefproducties. De bewerkbaarheid ervan maakt korte iteratiecycli mogelijk. Dit is waardevol wanneer u nog bezig bent met het valideren van ribben, nokken, klikverbindingen of montagepunten.
De prestaties zijn afhankelijk van de harskeuze, de druk, de temperatuur en de intensiteit van het gebruik van het gereedschap. Schurende vulstoffen en agressieve bewerkingsschema's versnellen de slijtage. Controleer de verwachte slijtagefactoren voordat u aluminium als een "veilige standaard" beschouwt.“
Voorgehard stalen gereedschap
Voorgehard staal is een veelgebruikte tussenoplossing. Het is geschikt voor onderdelen die een betere duurzaamheid vereisen dan aluminium, maar die mogelijk nog wel aanpassingen nodig hebben. Deze aanpak biedt stabielere afmetingen en een betere oppervlaktehardheid, terwijl nabewerking eenvoudiger blijft dan bij volledig geharde gereedschappen.
Het voordeel is een evenwichtig risicoprofiel, geen universele oplossing. Controleer welke functionaliteiten mogelijk veranderen en of u deze kunt verwerken door middel van invoegingen of lokale aanpassingen.
Gereedschap van gehard staal
Kies voor gehard staal wanneer u een consistente output nodig hebt gedurende lange productieruns en wanneer het onderdeel gevoelig is voor afwijkingen. Het is ook aantrekkelijk wanneer u de cyclustijden en het koelsysteem wilt optimaliseren voor een hoge doorvoer.
Succes hangt af van details: de locatie van de poort, de ventilatie, de indeling van het koelsysteem en het onderhoud. Zelfs een robuust systeem dat gebouwd is op onvolledige informatie kan nog steeds planningsproblemen opleveren.
Siliconen gereedschap
Siliconen mallen worden bij vacuümgieten gebruikt voor uiterlijke modellen, functionele controles of de snelle productie van kleine aantallen. Ze zijn handig wanneer je snel onderdelen nodig hebt zonder je vast te leggen op een spuitgietmal.
De beperkingen zijn duidelijk: siliconen mallen hebben een korte levensduur. De resultaten zijn sterk afhankelijk van het mastermodel en de procesbeheersing. Controleer of het eindproduct bestemd is voor functionele tests, cosmetische beoordeling of demonstraties voor investeerders.
Gereedschap met inzetstukken en modulaire gereedschappen
Met op insteekonderdelen gebaseerde en modulaire gereedschappen wordt geometrie die gevoelig is voor wijzigingen geïsoleerd. In plaats van een massief blok ontwerp je het herwerkingspad zo dat een functie-update geen volledige heropbouw vereist.
Dit is toepasbaar op zowel zachte als harde gereedschappen. Controleer welke kenmerken geïsoleerd zijn, hoe u de wisselplaten uitlijnt en hoe nabewerking de bemonsteringssnelheid beïnvloedt.
|
Tooling-aanpak |
Best passende beslissingssignaal |
Belangrijkste risico om te verifiëren |
|---|---|---|
|
Aluminium gereedschap |
Snelle monstername en waarschijnlijk ontwerpwijzigingen |
Aanjagers van harsslijtage en dimensionale drift |
|
Voorgehard stalen gereedschap |
Matig volume met enig risico op veranderingen. |
Herwerk het pad en de stabiliteit van de functionaliteit |
|
Gereedschap van gehard staal |
Lange productiecampagnes en herhaalbaarheidseisen |
Haalbaarheidsstudie en onderhoudsplan voor koeling/ventilatie |
|
Siliconen gereedschap |
Zeer lage productieaantallen en snelle controles op uiterlijk en pasvorm. |
Beoogd gebruik en verwachte levensduur van de schimmel |
|
Invoeg-/modulaire strategie |
Hoog risico op veranderingen in specifieke kenmerken |
Voeg uitlijning en gecontroleerde herwerkingsomvang in |
Afwegingen die bepalen of er voor een specifiek onderdeel gekozen moet worden met behulp van zachte of harde gereedschappen
Beslissingen worden betrouwbaarder wanneer je de voor- en nadelen afweegt die specifiek zijn voor jouw onderdeel, hars en plan. Kies niet zomaar voor een winnaar. Kies de route die het totale risico voor jouw huidige fase het laagst mogelijk maakt.
Volumevoorspelling en hoe je break-even-aannames kunt verifiëren
Prognoses zijn essentiële input, maar u moet wel de betrouwbaarheid ervan controleren. Als de vraag fluctueert, moet uw strategie bescherming bieden tegen zowel te hoge als te lage voorspellingen.
Valideer de factoren die uw prognose bepalen: klantafspraken, implementatiecycli of opschalingsplannen. Stem de tools af op uw risicoprofiel. Begin bijvoorbeeld met een snelle implementatie en schakel over zodra de vraag is bewezen.
Ontwerprijpheid en wat te controleren voordat u overgaat op gehard staal
Ontwerpvolwassenheid is geen gevoel, maar een lijst met kenmerken die mogelijk kunnen veranderen. Als spanten, wanddikte, hellingshoek of montagepunten kunnen wijzigen, ga er dan vanuit dat herwerk nodig is.
Voordat u een gehard gereedschap aanschaft, controleer dan wat "bevroren" precies inhoudt. Bevestig de vergrendelde afmetingen, de "staalveilige" zones en de kenmerken die moeten worden aangepast met behulp van inzetstukken of bewerkingsmarges.
De schurende werking van hars en vulstoffen als slijtage-indicator ter verificatie.
De harskeuze heeft een snelle impact op het gereedschap, omdat deze de slijtage en de oppervlaktestabiliteit beïnvloedt. Glasvezelversterkte en schurende formules versnellen de slijtage. Hittebestendige harsen verhogen de thermische spanning.
Controleer de harsfamilie, het vulstoftype, het gehaltebereik en de verwerkingsomstandigheden. Als de harskeuze na de tests mogelijk verandert, moet het productieproces dit mogelijk maken zonder dat de hele productie opnieuw hoeft te worden opgestart.
Oppervlakteafwerking, dimensionale stabiliteit en inspectielast ter verificatie
Oppervlakte-eisen bepalen de polijstmethoden, de gevoeligheid voor slijtage en de onderhoudsbehoeften. Sommige afwerkingen maskeren slijtage goed, terwijl andere defecten snel laten zien.
Dimensionale stabiliteit is van belang voor de inspectie. Als het onderdeel een stabiele meting over tijd vereist, controleer dan de kritische kenmerken, de meetstrategie en hoe u afwijkingen zult detecteren.
Kenmerken van de matrijs en hoe deze de doorlooptijd en het risico op herwerk beïnvloeden, ter verificatie.
Zijdelingse bewegingen, hefmechanismen, ondersnijdingen, dunne structuren en complexe uitwerpeisen beïnvloeden de doorlooptijd en het risico. Ze kunnen de mogelijkheden om een matrijs aan te passen beperken, zelfs bij zachte materialen.
Controleer welke functies complexe mechanismen vereisen en of deze op dit moment essentieel zijn. Teams kunnen de complexiteit vaak uitstellen totdat het ontwerp en de vraag ernaar bewezen zijn.
|
Beslissingsvariabele |
Zachte gereedschappen passen doorgaans goed wanneer |
Gereedschap van hard materiaal past doorgaans goed wanneer |
|---|---|---|
|
Veranderingsrisico |
De geometrie kan veranderen en herwerk is te verwachten. |
De geometrie is stabiel en de noodzaak tot herwerk is minimaal. |
|
Volume zekerheid |
Het vraagbereik is onzeker of het tijdstip van de toename is onduidelijk. |
De vraag en het opstartplan zijn stabiel voor een lange campagne. |
|
Risico op harsslijtage |
De hars is niet-schurend of het risico op slijtage is aanvaardbaar. |
Hars is schurend/veelgevraagd en stabiliteit is cruciaal. |
|
Dimensionale stabiliteit vereist |
Validatie op de korte termijn is het belangrijkste doel. |
Herhaalbaarheid en stabiliteit op lange termijn zijn vereist. |
|
Complexiteitsmechanismen |
Mechanismen kunnen worden vereenvoudigd of uitgesteld. |
Mechanismen zijn noodzakelijk en moeten vanaf dag één robuust zijn. |
Checklist voor gereedschapskeuze
Keuzes worden veiliger wanneer u dezelfde gegevens in alle offertes controleert. Dit voorkomt hiaten in de scope die later leiden tot vertragingen, herwerkkosten of slechte monsters.
Gegevens die we nodig hebben voor vergelijkende offertes
Lever het CAD-model en een tekening aan waarop functionele referentiepunten en kritische kenmerken zijn aangegeven. Als de tekening nog niet gereed is, definieer dan de belangrijkste meetkenmerken en de inspectiemethode.
Bevestig de harsfamilie, de status van de vulstof en of er mogelijk wijzigingen in de hars zullen plaatsvinden. Deel het verwachte jaarlijkse volume, het groeiprofiel en het programma-doel (prototype, overbrugging of langetermijnproject).
Documenteer de beoogde afwerking en cosmetische zones. Noteer de montage-interfaces, afdichtingsfuncties of dragende gebieden die bepalend zijn voor de keuze van de poort, uitwerper en koeling.
Wat moet er bevestigd worden met betrekking tot invoegingen, onderhoud en herwerkingstrajecten?
Controleer of bij wijzigingsgevoelige onderdelen invoegingen mogelijk zijn en hoe de uitlijning wordt beheerd. Vraag naar de verwachte steekproefcycli en de geplande herwerkingsmethoden als de resultaten niet aan de doelstellingen voldoen.
Verduidelijk het onderhoudsplan: reinigingsintervallen, slijtagebewaking en wie verantwoordelijk is voor correctieve maatregelen. Onderhoud is onderdeel van het plan, geen bijzaak.
Bevestig wat "herziening" in de offerte betekent. Weet wat wel en niet is inbegrepen en wat een reset van de planning veroorzaakt voordat u de route vastlegt.
Steekproefplan en acceptatiecriteria om vroege verificatie te garanderen
Definieer een "goed voorbeeld" vóór de eerste opnames. Stel acceptatiecriteria vast voor pasvorm, functionaliteit, afmetingen en uiterlijk, zodat het team het eens is over wat als succesvol wordt beschouwd.
Plan hoe je de processtabiliteit kunt valideren. Als herhaalbaarheid vereist is, controleer dan de bemonsteringsomstandigheden, de meetmethode en hoe je de resultaten kunt vergelijken.
Als u gebruikmaakt van overbruggingsproductie, controleer dan hoe u de output beheert tijdens de voorbereiding van de volgende productiefase. Dit voorkomt paniek wanneer er vroegtijdige vraag ontstaat.
Conclusie
De keuze tussen zachte en harde gereedschappen is het meest betrouwbaar wanneer deze gebaseerd is op geverifieerde input. Houd rekening met het risico op wijzigingen, slijtage van de hars en de stabiliteitseisen voor uw specifieke plan. Als het ontwerp kan veranderen of de vraag onzeker is, verkleint een snelle productieroute met een duidelijk herstelplan het risico. Als u consistentie op lange termijn nodig hebt, zorgt een duurzame productieroute met een onderhoudsplan voor een goede beveiliging.
Bij Yonglihao Machinery zien we de aanschaf van tools als een gefaseerde strategie, niet zomaar als een aankoop. Verzamel de juiste input, verifieer de risicofactoren en stem de aanpak af op de fase van uw programma. Zo blijft de sampling zinvol en voorkomt u dat de tooling een knelpunt wordt.
Veelgestelde vragen
Wanneer is soft tooling zinvol, behalve voor prototyping?
Zachte mallen zijn nuttig na het prototypen, wanneer gecontroleerde wijzigingen worden verwacht of wanneer een periode moet worden overbrugd voordat een mal voor de lange termijn gereed is. Ze zijn effectief wanneer het risico op harsslijtage en de stabiliteitseisen aansluiten bij de geplande productieduur. Als het slijtagerisico onzeker is, is het raadzaam het plan te verifiëren door middel van vroege bemonstering.
Kunnen we een project gefaseerd van soft tooling naar hard tooling uitvoeren?
Ja, veel programma's hanteren een gefaseerde gereedschapsontwikkeling om risico's te beperken totdat de vraag en het ontwerp stabiel zijn. Bepaal vooraf het moment van overgang, bijvoorbeeld wanneer de vraag is vastgesteld of de geometrie stabiel is. De overgang werkt het beste wanneer vroege data de basis vormen voor het ontwerp van de uiteindelijke matrijs.
Welke onderdeeleigenschappen leiden er doorgaans toe dat een project richting vaste gereedschappen wordt gestuurd?
Onderdelen vereisen duurzame gereedschappen wanneer ze langdurige stabiliteit, een consistente oppervlaktekwaliteit of robuuste mechanismen nodig hebben. Ondersnijdingen, complexe uitwerpprocessen en cycli met een hoge output vragen ook om duurzame gereedschappen. Controleer welke eigenschappen nu echt nodig zijn en welke in een vroeg stadium vereenvoudigd kunnen worden.
Wat moet er gecontroleerd worden bij schurende of hittebestendige harsen?
Bij schurende of hittebestendige harsen is het belangrijk om de slijtagefactoren, verwerkingsomstandigheden en oppervlakteduurzaamheid expliciet te controleren. Bevestig de harsfamilie en de kans op veranderingen. Als de harskeuze niet stabiel is, zorg er dan voor dat uw strategie bescherming biedt tegen incompatibiliteit.
Welke invloed hebben de doorlooptijd en wijzigingsverzoeken doorgaans op het gereedschapstraject?
Doorlooptijd en wijzigingsverzoeken hebben invloed op hoe u omgaat met herwerk en monsternameprocessen. Een proces dat geen wijzigingen kan opvangen, creëert risico's voor de planning, zelfs als het er robuust uitziet. Controleer de omvang van het herwerk in de offerte en definieer acceptatiecriteria vóór de eerste monsters.



