


エンドミル加工は、 CNC加工 そしてあらゆるプロフェッショナルの核となる部分 CNCフライス加工サービス. 金属またはプラスチック部品に、スロット、ポケット、段差、そして3D形状を切削します。部品にスロットや曲面など、平面以上の加工が必要な場合、エンドミル加工が最適な選択肢となることがよくあります。キー溝、ポケット、あるいは複雑な形状の多くは、この方法で作られています。.
この記事では、3 つの大きな疑問を取り上げます。
- エンドミル加工とは何ですか?また、どのような機能を実現できますか?
- どのようなタイプのエンドミルが一般的ですか? また、どのような用途に使用されますか?
- 仕事に適したエンドミルを選ぶにはどうすればよいでしょうか?
エンドミル加工とは何ですか?
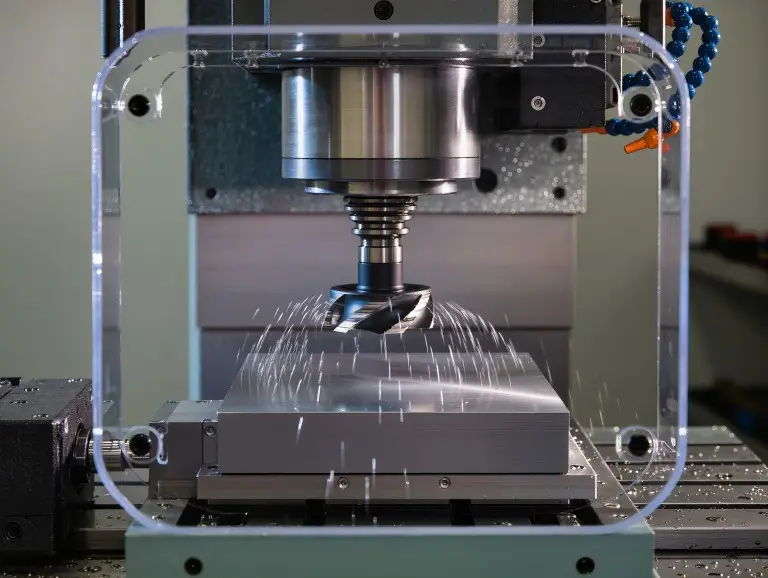
エンドミル加工では、エンドミルと呼ばれる回転工具を使用します。この工具は、真下に突き込むことでも、横方向にも材料を削り取ります。これにより、溝、ポケット、肩、そして3D形状を作ることができます。一方、フェイスミル加工は、主に広い面積を平坦化する点で異なります。エンドミル加工は様々な方向に移動できるため、より多くの形状を作ることができます。.
CNC工作機械では、エンドミルはスピンドルに取り付けられ、部品はテーブルに固定されます。CNCプログラムは工具をX、Y、Z方向に移動させます。適切な工具を使用することで、エンドミル加工は非常に厳しい公差を実現できます。形状精度は±0.002mmまで可能です。この加工法は、良好な表面仕上げも実現します。航空宇宙、自動車、医療、電子機器などの分野で使用されています。.
エンドミル加工の仕組み
エンドミル加工は、あらかじめ設定された加工計画に従って行われます。この加工計画は、工具の軌跡と、主軸回転速度、送り速度、切込み深さなどの設定を組み合わせたものです。機械は材料を層ごとに削り取ります。プログラムはエンドミルに、加工する場所、回転速度、そして切削深さを指示します。残りの作業は機械が行います。.
通常のワークフローは次のとおりです。
- 設計とCAM: CADで部品をモデリングします。次に、CAMソフトウェアを使用してツールパス(スロッティング、輪郭加工など)を作成します。.
- プログラミング: CAM は G コードを作成します。G コードは主軸速度、送り速度、切削深さを設定します。.
- 設定: エンドミルをホルダーにセットします。ワークをバイスで固定します。プローブまたは手でワーク座標を設定します。.
- 切断: スピンドルがエンドミルを回転させます。CNCは部品または工具をパスに沿って移動させます。刃先は切りくずを生成し、溝から排出されます。.
- 検査: キーのサイズと表面仕上げを確認してください。必要に応じて、追加の仕上げ工程を実施してください。.
クーラントを使用すると、熱を抑え、摩擦を減らすことができます。これにより、特に深い切削や硬い材料の切削において、工具の寿命が長くなります。切削箇所から切りくずを取り除くことも同様に重要です。切りくずが蓄積すると、工具が破損し、作業に損傷を与える可能性があります。.
エンドミルの主要部品と基本用語
エンドミルは、プランジングとサイドカットの両方に使用できる回転式カッターです。各部品は、切りくずを除去し、剛性を維持するように設計されています。各部品の知識があれば、適切な工具を選ぶのに役立ちます。.
主な部品:
- シャンク: ホルダーに収まる長い後端部分。そのサイズは工具の剛性に影響します。.
- フルート: 切りくずを切断して排出する螺旋状の溝。.
- 刃先(リップ): 材料を切るための鋭い部分。先端と側面にあります。.
- ねじれ角: 工具の長さに対する刃の傾き。これにより、切削の滑らかさと工具の強度が変化します。.
- コア: 中心部がしっかりしています。コアが厚いほど工具は硬くなりますが、欠ける余地は少なくなります。.
次の用語も表示されることがあります:
- 切断速度: 刃先が部品上で移動する速度 (m/分または sfm で測定)。.
- 送り速度: ツールがワーク内を移動する速度 (mm/分またはインチ/分)。.
- 軸方向の切削深さ(ap): ツールが下向きにパスするたびに切削する深さ。.
- 切削半径幅(ae): ツールが横方向に動くときのカット幅。.
これらの設定を適切に組み合わせることで、高速で安定したフライス加工と、工具寿命の延長が実現します。.
エンドミルの主な種類と主な用途
エンドミルには様々な種類があり、それぞれが特定の材料、作業、形状に最適です。以下は最もよく使われるタイプです。.

スクエアエンドミル
スクエアエンドミルは刃先が平らです。底が平らな切削面と鋭い90°の角を形成できます。溝、側面、ポケット、面取りなどに使用できます。これらのエンドミルは、鋼、アルミニウム、またはプラスチックの平面や直線エッジに最適です。3D形状の平滑化には適していません。鋭い角は硬い材料に欠けが生じる可能性があります。.
ボールエンドミル
ボールエンドミルは先端が丸みを帯びており、鋭角ではなく滑らかな曲線を描きます。金型や刃物などの3D輪郭加工や微細仕上げに最適です。ただし、平底形状には適していません。ボールの中心がゆっくりと回転するため、切削ではなく擦り合わせ加工となるためです。.
コーナーラジアスエンドミル
コーナーラジアスエンドミルは、スクエアエンドミルに似ていますが、角が丸くなっています。半径が小さいため、刃先が強くなります。これにより、欠けを防ぎ、工具寿命が長くなります。完璧なシャープな角を必要としない場合、特に強度の高い構造部品や中仕上げ加工などにご使用ください。.
荒削りエンドミル
荒削りエンドミルは鋸歯状の刃先を持ち、切削片を細かく砕きます。これらの工具は大量の材料を素早く削り取るためのもので、仕上げ加工には適していません。厚板や大型の金属ブロックに適しています。仕上げ面が粗いため、仕上げ加工には通常のエンドミルを使用してください。.
特殊エンドミル
特殊エンドミルは、特殊な形状をしています。テーパーエンドミル、ダブテールエンドミル、彫刻エンドミルなどの種類があります。テーパーエンドミルはキャビティに角度のついた側面を加工します。ダブテールエンドミルは、連結ジョイントを加工します。これらの工具は、特殊工具で作られた部品に最適です。 ラピッドプロトタイピング会社, Yonglihao Machineryなど、特に標準エンドミルでは対応できない箇所がある場合に使用します。特定の機能が必要な場合のみご使用ください。.
|
エンドミルタイプ |
特集スタイル |
主な用途 |
|---|---|---|
|
スクエアエンドミル |
平らな端、鋭い90°の角 |
スロット、ステップ、2Dプロファイル |
|
ボールエンドミル |
丸い先端(半球形) |
3D輪郭、曲面、フィレット |
|
コーナーラジアスエンドミル |
平らな端、小さな丸い角 |
強力なコーナー、構造CNC部品 |
|
荒削りエンドミル |
鋸歯状のエッジ |
素早く深いストック除去 |
|
特殊エンドミル |
テーパー、蟻継ぎ、彫刻 |
ユニークで非標準的な地域の特徴 |
作業に最適なエンドミルの選び方
適切なエンドミルを選ぶには、材質、加工段階、工具形状を一致させる必要があります。そうすることで、工具は効率的に切削し、作業に耐えることができます。適切なエンドミルを選ぶには、以下の4つのステップに従ってください。.
1. ワークピースの材質を知る
- アルミニウムの場合: ねじれ角の大きい 2~3 枚刃エンドミルを選択します。.
- 鋼の場合: 3~4 枚刃の超硬エンドミルを使用します。.
- ステンレス鋼の場合: 4 つ以上のフルートと、強靭で耐摩耗性のあるコーティングを使用します。.
2.加工段階を決める
- 荒削りの場合: 切削深さを大きくし、強力なエンド ミルを使用します。.
- 仕上げの場合: カットを小さくし、溝を多くして、滑らかな表面に重点を置きます。.
3. チップの除去と工具の強度を考慮して刃数を選択する
- 2~3 枚刃: アルミニウムとプラスチックの切削片除去に最適です。.
- 4 枚以上のフルート: 剛性が高く、鋼や側面のフライス加工に適しています。.
4. ツールのサイズ、リーチ、コーティングを確認する
- ツールの曲がりやチャタリングを回避するために、ツールのオーバーハングを短く保ちます。.
- 深い穴や空洞の場合は、複数のツール サイズを使用してみてください。.
- 過酷な作業や高温作業には、TiNやTiAlNなどのコーティングを使用してください。アルミニウムの場合は、チップの溶着を防ぐため、一部のコーティングは避けてください。.
カット前のミニチェックリスト
- ツールの直径とフルートの長さにより、突き出すぎずにフィーチャに到達できます。.
- ツールの材質とコーティングは部品に適合します。.
- 荒削りと仕上げの工程では適切なツールを使用します。.
- フルート数はチップの除去と強度の両方をサポートします。.
- セットアップは、計画したカットに十分な強度を備えています。.
さらに詳しく読む: CNC 加工用の切削工具を選択するにはどうすればよいでしょうか?
エンドミル加工の利点、限界、そしていつ使用するか
エンドミル加工は、微細な形状、内部構造、あるいは3D形状が必要な場合に最適です。最大のメリットは柔軟性です。CNC工作機械1台とエンドミル数台があれば、ほとんどの形状を作成できます。.
利点:
- スロット、ポケット、ステップ、3D 形状を作成します。.
- 柔らかい素材から硬い素材まで、さまざまな素材に使用できます。.
- 高精度で滑らかな仕上がりを実現します。.
- 最新の CAM ソフトウェアと連携してツールパスを計画するのに最適です。.
制限事項:
- 大きな平らな部分の場合、正面フライス加工ほど高速ではありません。.
- 深く差し込んだり、長い工具を使用したりすると、チャタリングが発生する可能性があります。.
- 熱とチップは制御しないと問題を引き起こす可能性があります。.
他の加工との比較:
- フェースフライス加工は、広くて平らな面に最適ですが、スロットや深い形状には対応できません。.
- ドリルは丸い穴を開けるのに最も速いですが、 サイドミリング あるいは形状を作る。単純な穴以外の形状を作るにはエンドミル加工が必要です。.
広い面積を素早く平坦化したい場合は、フェイスミル加工を選択してください。平らな穴にはドリル加工を、細かい部品形状のほとんどにはエンドミル加工を使用してください。.
結論
エンドミル加工は、キー溝やポケットから複雑な 3D キャビティまで、機械加工部品のほとんどの機能詳細を支える主力プロセスです。効果的に使用するには、主にエンドミルとは何か、一般的なタイプの違い、材料や機械加工段階に合わせてツールを選択する方法について理解する必要があります。.
実際のワークフローは次のとおりです。
- エンドミル加工、フェースミル加工、またはドリリング加工のどれがフィーチャーに最も適した操作であるかを決定します。.
- 材質と、荒加工か仕上げ加工かに応じて、エンドミルのタイプとフルート数を選択します。.
- オーバーハング、ワーク保持、パラメータを調整して、剛性、チップフロー、温度制御を確保し、短いテストカットで検証します。.
繰り返し使用することで、これらの決定はプロセスの直感となり、安定した、予測可能な、経済的なエンドミル加工操作を計画するのに役立ちます。.
よくある質問
どのエンドミルを使用するかを決めるのは何ですか?
部品の材質、加工する形状、そして荒加工か仕上げ加工かを考慮してください。スクエアエンドミルは鋼の溝加工に適しています。ボールエンドミルは曲面形状や金型に最適です。刃数、リーチ、コーティングも重要です。.
フルート数によってエンドミルの動作はどのように変わりますか?
刃数が多いほど仕上がりが良くなり、工具の強度も高まります。刃数が少ないほど切りくずの排出性が向上します。アルミニウムやプラスチックの場合は2~3刃、鋼の場合は4刃以上を使用してください。.
スクエアエンドミルではなくコーナーラジアスエンドミルを使用するのはいつですか?
より強い角が必要で、鋭いエッジは必要ない場合は、コーナーRを使用してください。小さな丸みをつけたコーナーは、主に高強度鋼において応力を低減し、工具寿命を延ばします。真に鋭い角が必要な図面には、スクエアエンドミルが必要です。.
超硬エンドミルと HSS エンドミルの違いは何ですか?
超硬エンドミルはHSSよりも硬く、耐熱性に優れています。そのため、切削速度が速く、工具寿命が長くなります。鋼材や難削材の加工に適しています。HSS工具は衝撃に強く、価格も手頃なので、軟質材料や低速切削に適しています。.
ボールエンドミルが最も適している用途は何ですか、また、どのような場合に避けるべきですか?
ボールエンドミルは、金型のような3次元面や滑らかな曲線に適しています。ただし、平らな底面や鋭利なポケットには適していません。中心の回転速度が遅いため、適切な設定がないと擦れて切削できない場合があります。.



