


金属部品を設計する際、プロセスの選択によってコスト、リードタイム、そして品質上限が決まります。Yonglihao Machineryでは、 CNC加工 実際の生産では、金属鋳造も行います。同じパターンが見られます。お客様の許容範囲、形状、量に合わせて最適な方法を選択します。.
鋳造は金型内で凝固させることで形状を形成します。機械加工は、固体材料から材料を削り出すことで形状を形成します。どちらも優れた部品を製造できますが、解決する問題は異なります。.
このガイドは、お客様の部品に最適なルートを選ぶお手伝いをいたします。決定に影響を与える要因、例えば公差、表面仕上げ、形状、数量、リードタイム、コスト構造、品質リスクなどに焦点を当てています。.
鋳造、機械加工、鋳造後機械加工はいつ使用するのが適切ですか?
鋳造は、複雑な形状を大規模に必要とする場合に最適です。内部キャビティや厚肉部から薄肉部への変化に特に優れています。ニアネットシェイプは加工時間を短縮します。金型が完成すれば、生産量の増加に伴い部品単価は低下します。.
機械加工は、部品単価よりも精度と速度が重視される場合に最も効果を発揮します。試作品や小ロット生産に適しています。厳しい公差と精密な表面仕上げが求められる部品にも適しています。また、頻繁に変更されるプロジェクトにも適しています。金型を修正するよりも、プログラムの更新の方が速いです。.
工業部品においては、鋳造後加工が最も実用的であることがしばしば実証されています。材料とサイクルタイムを節約するために、まず全体の形状を鋳造します。その後、重要な形状部分のみを加工します。このアプローチは、ハウジング、バルブボディ、シール面、ボア、ベアリングシートを備えた部品に用いられます。.
一つのルールを覚えておいてください。形と量を求めるなら鋳造、精度を求めるなら機械加工。両方必要な場合は、これらを組み合わせましょう。.
鋳造と機械加工の基本
鋳造は、溶けた金属を鋳型に流し込むことで部品を作ります。鋳型は部品の主要形状を決定します。無垢材から削り出すとコストのかかる形状も、鋳造によって成形できます。これには、中子を備えた内部通路も含まれます。.
機械加工は、ビレット、板材、または棒材から材料を削り取ることで部品を作製します。切削工具は制御された経路をたどり、最終的な形状に到達します。主な利点は、予測可能な精度です。また、重要な形状全体にわたって安定した表面品質が得られます。.
どちらの方法においても、いくつかの入力事項を早期に明確にしておきましょう。これが最も迅速な選定方法です。まず、材質、数量、そして部品の重要な特徴から始めます。次に、公差と表面仕上げの目標値を確認します。これらの情報を基に、工程の選択がより客観的なものになります。.

キャスティングとは何ですか?
鋳造 溶融金属を金型内で固化成形します。複雑な形状の部品に用いられます。内部の空洞や大型部品にも対応します。同一設計の部品を大量に生産する場合、最も安価な方法となることもあります。.
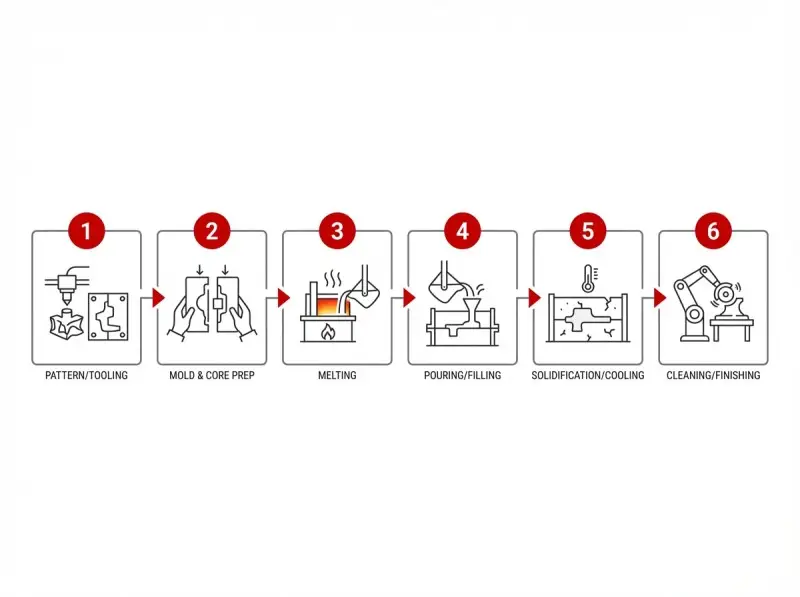
鋳造ワークフロー: 成型、注入、固化、仕上げ。.
ほとんどの鋳造プロジェクトは、似たようなワークフローを辿ります。まず、パターンまたは金型のコンセプトを作成します。次に、鋳型と内部構造用の中子を準備します。次に、金属を溶かします。それをキャビティに流し込みます。.
充填後、金属が冷却されると凝固が起こります。冷却段階は多くの品質結果を左右します。冷却が不均一だと、収縮、反り、内部空洞が発生します。部品が凝固したら、取り出し、洗浄し、仕上げの準備を整えます。.
鋳造後の典型的な後処理
多くの鋳造部品は出荷前に二次加工が必要です。一般的な工程には、ゲートやライザーのトリミング、バリ取り、ブラスト処理、表面洗浄などがあります。熱処理は特性を安定化させる可能性があり、強度を向上させる効果もあります。これは合金と用途によって異なります。.
部品が鋳造品であっても、軽度の機械加工は一般的です。全体を鋳造する方が早く、その後、いくつかの面と穴を機械加工します。これは、部品全体をソリッド素材から機械加工するよりも優れています。.
鋳造によく使われる材料
鋳造は、安定した挙動を示す金属の溶解と鋳造に使用されます。生産においては、, 素材の選択 流動性に影響します。収縮率と欠陥リスクにも影響します。Yonglihao Machineryでは、ステンレス鋼の鋳造をサポートしています。用途のニーズに応じて、合金鋼、炭素鋼、アルミニウムを使用します。.
まず性能を重視して材料を選びます。次に、鋳造工程で必要な品質が達成されていることを確認します。再現性も確保する必要があります。部品に重要なシールやベアリング機構がある場合は、それらの表面を機械加工する計画を立てましょう。本体が鋳造であっても、機械加工は必ず行ってください。.
機械加工とは何ですか?
機械加工 ソリッドストックから材料を削り取り、最終的な形状を実現します。CNC加工はコンピュータ制御を採用しており、工具とワークホルダを高い再現性で動かします。そのため、厳しい公差が求められる加工では、CNC加工が最適な選択肢となります。安定した表面仕上げが得られます。.
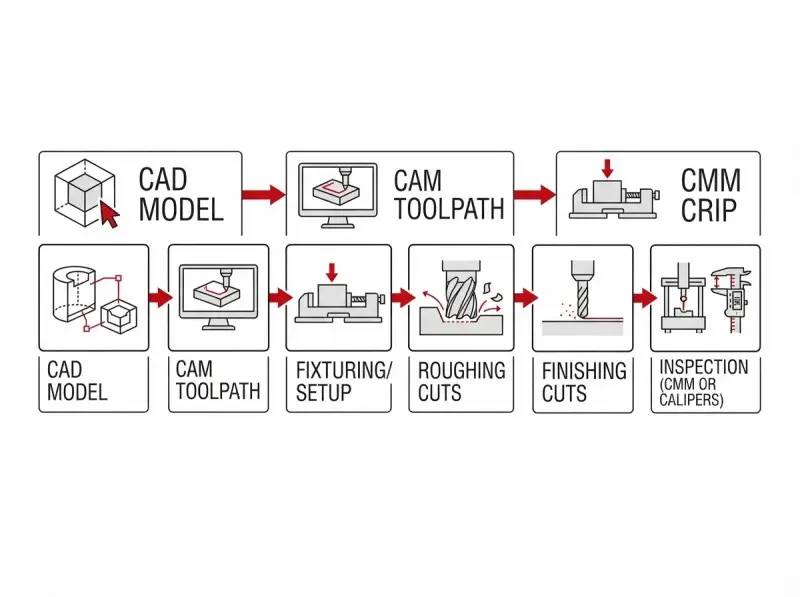
機械加工のワークフロー: プログラム、セットアップ、材料の除去、検査。.
ほとんどのCNCプロジェクトはCADモデルから始まります。ツールパスを作成し、治具やワーク保持具を設計します。部品は段階的に切削されます。これにより、精度、工具負荷、表面品質を管理できます。.
機械加工において検査は重要です。加工中に重要な寸法を検証し、最後に最終的な合否判定を行います。これにより、一貫した結果が得られます。これは、試作品から短期~中期生産まで幅広く活用できます。.
実際に使用する一般的な加工操作
CNCフライス加工は、角柱状の部品、ポケット、スロット、そして3Dサーフェスの加工に適しています。ブラケット、プレート、ハウジング、そして複雑な外形形状にも適しています。フライス加工は平面度を向上し、ボルトパターンなどの形状の位置を制御します。.
CNC旋削は回転部品に適しています。シャフト、ブッシング、ねじ、同心円状の直径に適しています。旋削加工は優れた真円度を実現します。治具が安定していれば、再現性の高い直径が得られます。.
ドリリングとリーマ加工は、制御されたサイズと仕上げの穴を開けます。研削加工は、表面仕上げや寸法制御をさらに向上させます。硬化処理された部品にも適用されます。これらの加工は、重要な接合部への適合性を高める最終工程をサポートします。.
機械加工によく使われる材料
機械加工は幅広い材料に対応します。工業部品では金属が最も一般的ですが、プラスチック、複合材料、その他の材料も機械加工可能です。これは、用途に応じて行われます。機械加工性は工具の選択に影響し、送り、速度、そして達成可能な仕上げに影響します。.
部品の最も要求の厳しい特徴に合わせて工程を調整します。部品の複数の面や穴に厳しい公差が必要な場合は、機械加工が直接的な解決策となります。部品の形状が主に重要ではなく、重要な接合部が少数の場合は、鋳造後に機械加工することでコストを削減できます。機能も維持されます。.
主な種類と一般的な用途
鋳造や機械加工の方法は様々ですが、すべての部品に適した単一の方法はありません。それぞれの方法が最も優れた成果を生み出すことを理解しましょう。.
砂型鋳造
大型部品の製造には砂型鋳造が選ばれます。砂型鋳造は設計変更に柔軟に対応し、金型は使い捨てです。そのため、永久金型に比べて金型のメンテナンスコストを削減できます。大型部品や複雑な形状にも適しており、必要に応じて二次加工で公差を仕上げることができます。.
鋳放しの表面は粗くなります。精密鋳造法に比べて寸法のばらつきが大きくなります。砂型鋳造で機能部品を組み付ける場合は、シーリング面を機械加工してください。穴と取り付け面は機械加工してください。.
ダイカスト
ダイカスト 大量生産に適しています。金属金型を使用します。高い再現性を備え、金型の妥当性を確認すれば効率的なサイクルタイムを実現します。非鉄金属部品の加工にも使用されます。出力速度と形状の一貫性が重要です。.
ダイカストは表面仕上げが良好で、外観のディテールも精緻に表現できます。しかし、金型の初期投資は高額です。生産量と設計の安定性がその金型投資を正当化できる場合、ダイカストは最も効果的です。.
精密鋳造
人々は 精密鋳造 複雑な形状に適しています。多くの鋳造ルートよりも優れた表面仕上げが得られます。形状が微細な場合に適しています。機械加工が困難または無駄になる場合に適しています。部品の複雑さとニアネットシェイプにより、全体的な加工工程が削減される場合に適しています。.
インベストメント鋳造でも、重要なインターフェースには機械加工が必要な場合があります。形状の自由度が高まり、重要な箇所の最終寸法を確定できます。.
圧力鋳造またはスクイーズ鋳造
加圧鋳造またはスクイーズ鋳造は、凝固時に力を加えます。これにより密度が向上し、欠陥リスクが軽減されます。機械性能がより高いことが求められる場合は、この方法を検討してください。従来の鋳造方法と比較して、気孔率を最小限に抑えることができます。.
この方法は構造部品に適合します。性能と一貫性が優先されます。重要な機械加工フィーチャを中心に設計受入れを行います。部品を他の部品と嵌合、シール、または位置合わせする必要がある場合は、この方法を使用してください。.
CNCフライス加工
CNCフライス加工 複雑な外形形状を扱います。多面体部品にも対応します。ポケット、スロット、そして成形面を高い再現性でサポートします。プロトタイプにも対応します。形状の変更はプログラムを更新することで行えます。.
部品に複数の重要なフィーチャーが関連する場合、フライス加工は適合します。穴パターン、データム、インターフェース面を1つのプランで管理できます。.
CNC旋削
CNC旋削 同心度と真円度が重要な部品に適しています。シャフト、スリーブ、ねじ山、段付き径などが代表的です。旋削加工は他の加工と組み合わせることが多く、回転と直角の両方の形状が求められる部品に用いられます。.
部品の主要要件が直径の制御である場合、旋削加工が効率的です。部品に平面部、ポケット、または側面部が必要な場合は、必要に応じて旋削加工とフライス加工を組み合わせてください。.
方法を決定する主な違い
適切な次元を比較してください。プロセスに関する議論は、ほとんどがシンプルになります。.

許容差と表面仕上げ
機械加工は厳しい公差を伴い、表面仕上げを左右します。部品にタイトな嵌合、位置合わせ、あるいは予測可能な密閉性が必要な場合は、それらの特徴を機械加工で実現してください。.
鋳造は多くの用途において高精度を実現できます。これは精密な方法を用いた場合に当てはまります。しかし、鋳造精度は方法、合金、部品の形状に依存します。公差が厳しい場合、鋳造部品の重要な形状には機械加工が必要になります。.
形状の実現可能性
鋳造は内部に空洞を作り、複雑な形状を効率的に製造します。中子と金型の設計により、固体から機械加工するのが難しい形状も実現可能です。多くのハウジングや流体ハンドリングボディは鋳造で作られています。.
工具へのアクセスとワークの保持によって加工範囲が制限されます。深い内部通路には複数段階のセットアップが必要になる場合があり、現実的ではない可能性があります。形状によって工具が塞がれる場合は、鋳造またはハイブリッド加工が現実的になります。.
量、リードタイム、スケーラビリティ
機械加工はすぐに開始できます。試作や小ロット生産の場合、CADデータから最小限のセットアップで部品製造を開始できます。機械加工は開発の初期段階の大部分を占めます。.
鋳造には金型製作と検証時間が必要です。しかし、大量生産の場合はスケールアップが容易です。金型の性能が実証されれば、生産サイクルは効率化されます。需要が安定して高い場合、鋳造は部品1個あたりのコストを削減します。.
コスト構造と材料利用
鋳造では金型の初期費用が高くなります。部品1個あたりのコストは、生産量が増えるほど低くなります。ニアネットシェイプは材料利用率を向上させます。大量の在庫を削減するためのコストを削減できます。.
機械加工では初期費用は少なくて済みます。しかし、部品1個あたりのコストには加工時間と材料の無駄が含まれます。部品が初期在庫の大部分を除去する場合、コストは上昇します。.
コストについてこのように考えてみましょう。設計が安定していて生産量が多い場合、鋳造は金型の償却費を抑えることができます。単価では鋳造が有利です。一方、設計変更や生産量が少ない場合は、スピードと柔軟性の点で機械加工が有利です。.
品質リスク
鋳造品質のリスクは凝固に関連しています。気孔、収縮、反り、表面の凹凸が発生する可能性があります。これは、工程管理と設計の不整合によって発生します。これらのリスクに対処するには、品質管理計画の策定が不可欠です。仕上げ戦略も計画しましょう。.
機械加工は凝固欠陥を回避します。まずはソリッドストックから始めます。主なリスクはツールマーク、クランプによる歪み、そして工具管理が不十分な場合の摩耗によるばらつきです。これらのリスクは、工程計画と検査を通じて管理する必要があります。.
部品の重要な領域に内部空隙が許容できない場合、ハイブリッド成形が理にかなっています。形状に合わせて鋳造し、欠陥が問題となる表面を機械加工で除去します。機械加工されたデータに基づいて合否判定を行います。.
どのように選択するか?
優れたフレームワークは、図面をプロセスルートに変換します。私たちはシンプルなシーケンスを使用しています。これはプロトタイプと製造の両方に有効です。.
- ステップ1: まず、機能すべき箇所を明確にしましょう。複雑に見えるものは無視しましょう。シーリング面が成功を左右します。ベアリングの穴も同様です。アライメント基準とねじ山の接合部も重要です。これらが重要な場合は、機械加工を計画してください。あるいは、鋳造後に機械加工できるように設計してください。.
- ステップ2: 部品を2つのゾーンに分割します。ゾーンAには機能と組み立てを司るフィーチャーが含まれます。ゾーンBには外観や重要度の低いフィーチャーが含まれます。この分割により、あらゆる箇所で精度に過剰なコストがかかるのを回避できます。鋳造が必要な箇所が明確になり、機械加工が必要な箇所が示されます。.
- ステップ3: 性能に基づいて材料を選択し、実現可能性を確認します。鋳造は容易だが加工は難しい合金もあれば、加工は容易だが鋳造品質が一定でない合金もあります。材料が固定されている場合は、工程を調整します。工程が固定されている場合は、材料または合格基準を調整します。決定を明確にします。.
- ステップ4: 部品をすぐに必要とする場合は、機械加工が最適です。設計変更にも対応できます。設計が安定していて需要が高い場合は、鋳造が魅力的です。数量の固定的な閾値は避けましょう。損益分岐点は部品のサイズによって異なります。複雑さ、材料費、品質要件にも左右されます。ライフサイクル全体にわたる総コストとリスクを見積もりましょう。試作、パイロット、量産を含めましょう。.
- ステップ5: 重要な形状と予想される体積に基づいて決定します。鋳造の場合は、加工代を定義します。最終サイズに加工する形状を指定します。機械加工の場合は、形状へのアクセス性を確認します。材料の無駄が許容できるかどうかを確認します。.
ハイブリッドの場合は、範囲を明確にしてください。ハイブリッドはバルク形状の鋳造に最適です。機械は機能を制御するインターフェースのみを使用します。これによりコストを削減し、精度を維持できます。.
| 意思決定の原動力 | 鋳造 | 機械加工 | 鋳造してから機械加工 |
|---|---|---|---|
| 最適な用途 | 複雑な形状、空洞、大容量 | 厳しい公差、試作品、仕上げ管理 | 複雑な形状 + 重要な特徴が詰まっている |
| 事前の努力 | ツールと検証 | プログラミングとフィクスチャリング | 工具 + 定義された加工計画 |
| 大規模な部品あたりのコスト | 低い | より高い | 頻繁に最適化される |
| 許容差/仕上げ | 方法によって異なりますが、仕上げが必要な場合が多いです | 強くて予測可能 | 重要な箇所は機械加工 |
| 典型的なリスク | 多孔性/収縮/反り | ツールアクセス、サイクルタイム、スクラップ | プロセス計画と手当 |
結論
スピード、柔軟性、そして厳しい公差が必要な場合は、機械加工が最適です。これは合格部品への最速の道です。複雑な形状と大量生産が必要な場合は、鋳造が最適です。金型の検証が完了すれば、最高の経済性が得られます。形状の複雑さと精密なインターフェースの両方が必要な場合は、鋳造後に機械加工するのが実用的です。.
Yonglihao Machineryでは、 ダイカスト会社, 部品の主要特性、材質、数量、そして受入基準に基づいて選定をお手伝いします。CADモデルを共有してください。対象材料、想定される体積、そして機能を制御する特性も共有してください。お客様のスケジュールと品質ニーズに最適な工程ルートをご提案いたします。.
よくある質問
鋳造と機械加工ではどちらが安いでしょうか?
鋳造は、部品1個あたりのコストが大量生産の場合に安くなります。これは金型の償却後に発生します。機械加工は、試作品や小ロット生産の場合に安くなります。金型への投資は不要です。真の損益分岐点は、部品の複雑さ、材料費、そして機械加工で削り取られる残材の量に依存します。.
鋳造と機械加工のどちらの方が正確でしょうか?
機械加工は、厳しい公差の場合により精度の高い加工が可能です。仕上げを左右します。鋳造精度は、方法と設計に依存します。多くの鋳造部品は、重要な接合部を加工します。設計上、きつい嵌合や密閉が必要な場合は、それらの形状部分への加工を計画してください。.
「鋳造してから機械加工」が最も効果的なのはどのような場合ですか?
鋳造品からの主な形状には、鋳造後機械加工を採用しています。組み立てや性能を制御するフィーチャーには、機械加工を採用しています。これは、ハウジング、バルブボディ、ボア付き部品に適しており、シール面やベアリングシートにも適用されます。これにより、無駄とコストを削減し、重要な箇所で精度を維持できます。.
どのような鋳造欠陥を計画する必要がありますか? また、それらは合格にどのような影響を与えますか?
典型的なリスクとしては、気孔や収縮による空隙、反り、表面の凹凸などが挙げられます。これらはシール面付近で問題となり、ボアや荷重を受ける接合部でも問題となります。ニアネットシェイプ鋳造を行い、欠陥を除去するために重要な形状を機械加工し、最終寸法を管理してください。.
機械加工が難しい機能は何ですか? また、実用的な回避策は何ですか?
密閉されたキャビティは困難です。内部通路も深く、工具アクセスが悪い形状はコストが高くなります。内部形状は鋳造で形成し、その後、重要なインターフェースを機械でアクセスできるようにします。場合によっては、工具アクセスを考慮した設計変更も必要です。これにより、機能を変えることなく複雑さを軽減できます。.



