


Quando si progetta un componente metallico, la scelta del processo determina i costi, i tempi di consegna e il limite massimo di qualità. In Yonglihao Machinery, supportiamo entrambi Lavorazione CNC e fusione di metalli per la produzione reale. Vediamo lo stesso schema. Il metodo migliore corrisponde alle vostre tolleranze, alla geometria e al volume.
La fusione dà forma tramite solidificazione in uno stampo. La lavorazione meccanica dà forma tramite rimozione del materiale da un pezzo solido. Entrambe possono produrre pezzi eccellenti, ma risolvono problemi diversi.
Questa guida ti aiuta a scegliere il percorso giusto per il tuo componente. Ci concentriamo sulle differenze che influenzano le decisioni. Tra queste, tolleranze, finitura superficiale, geometria, volume, tempi di consegna, struttura dei costi e rischi per la qualità.
Quando usare la fusione, la lavorazione meccanica o la fusione e poi la lavorazione meccanica?
La fusione è ideale quando si necessita di geometrie complesse su larga scala. Si distingue per le cavità interne e le transizioni da spesso a sottile. Le forme quasi nette riducono i tempi di lavorazione. Una volta che gli utensili sono pronti, il costo per pezzo diminuisce con l'aumentare del volume.
La lavorazione meccanica funziona al meglio quando precisione e velocità contano più del costo per pezzo. È adatta a prototipi e piccoli lotti. È adatta a pezzi con tolleranze strette e finitura superficiale controllata. È adatta anche a progetti che cambiano spesso. È possibile aggiornare un programma più velocemente che revisionare gli stampi.
La fusione e la successiva lavorazione meccanica si rivela spesso la soluzione più pratica per i componenti industriali. Si fonde la geometria in blocco per risparmiare materiale e tempo di ciclo. Successivamente, si lavora solo la parte critica. Questo approccio è ideale per alloggiamenti, corpi valvola e componenti con superfici di tenuta, fori o sedi per cuscinetti.
Ricorda una regola. Usa il getto per ottenere forma e volume. Usa la macchina per ottenere la precisione. Combinali quando ti servono entrambi.
Nozioni di base su fusione e lavorazione meccanica
La fusione crea un pezzo versando metallo fuso in uno stampo. Lo si lascia solidificare. Lo stampo definisce la geometria principale. È possibile creare forme che costano molto ricavare da un pezzo solido, inclusi passaggi interni con anime.
La lavorazione meccanica crea un componente rimuovendo materiale da una billetta, una piastra o una barra. Gli utensili da taglio seguono un percorso controllato. Raggiungono la geometria finale. Il vantaggio principale è la precisione prevedibile. Garantisce inoltre una qualità superficiale stabile su tutte le caratteristiche critiche.
Per entrambi i metodi, è importante chiarire alcuni input in anticipo. Questo è il modo più rapido per scegliere. Iniziamo con il materiale, la quantità e le caratteristiche critiche del componente. Quindi confermiamo gli obiettivi di tolleranza e finitura superficiale. Con questi input, la scelta del processo diventa meno soggettiva.

Cos'è il casting?
Fusione Trasforma il metallo fuso in un componente solido all'interno di uno stampo. Viene utilizzato per componenti dalle forme complesse. Si adatta a cavità interne o di grandi dimensioni. Può essere la soluzione più economica per grandi volumi dello stesso design.
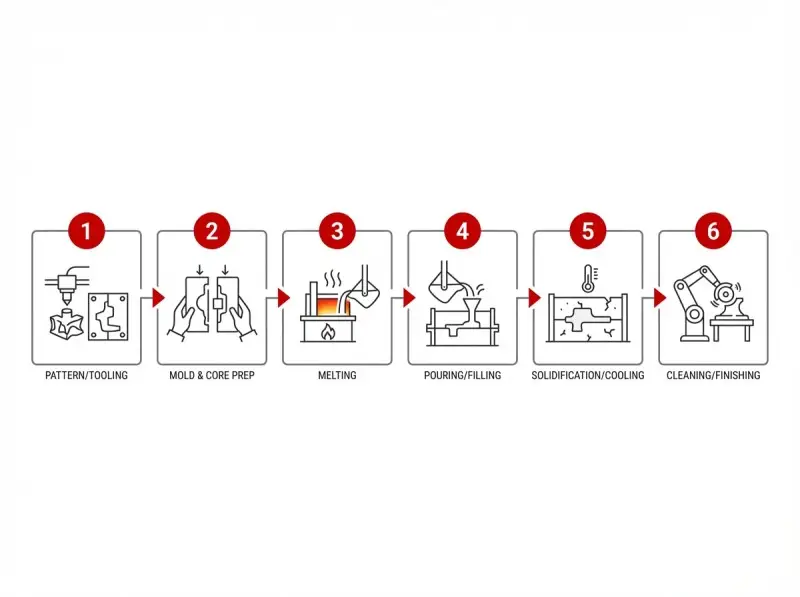
Flusso di lavoro della fusione: stampo, colata, solidificazione, finitura.
La maggior parte dei progetti di fusione segue un flusso di lavoro simile. Si inizia con un modello o un concetto di utensileria. Si prepara lo stampo e le eventuali anime per le caratteristiche interne. Quindi il metallo viene fuso. Viene versato o iniettato nella cavità.
Dopo il riempimento, la solidificazione avviene con il raffreddamento del metallo. La fase di raffreddamento determina molti risultati qualitativi. Se il raffreddamento non è uniforme, si notano ritiri, deformazioni o vuoti interni. Una volta solidificato il pezzo, lo si rimuove. Lo si pulisce. Lo si prepara per qualsiasi finitura.
Tipica post-elaborazione dopo la fusione
Molti pezzi fusi necessitano di lavorazioni secondarie prima della spedizione. Le fasi più comuni includono la rifilatura di iniettori e colonne. Si sbava. Si sabbia. Si pulisce la superficie. Il trattamento termico può stabilizzare le proprietà. Può migliorare la resistenza. Dipende dalla lega e dall'applicazione.
La lavorazione leggera è comune, anche quando il pezzo è fuso. È più rapido fondere il pezzo intero e poi lavorare alcune superfici e fori. Questo metodo è preferibile alla lavorazione dell'intero pezzo da un pezzo pieno.
Materiali comuni per la fusione
Le persone usano la fusione per metalli che fondono e colano con un comportamento stabile. Nella produzione, scelta del materiale Influisce sulla fluidità. Influisce sul ritiro e sul rischio di difetti. Presso Yonglihao Machinery, supportiamo la fusione in acciaio inossidabile. Utilizziamo leghe di acciaio, acciaio al carbonio e alluminio. Questo in base alle esigenze applicative.
Scegli innanzitutto il materiale in base alle prestazioni. Quindi, verifica che il processo di fusione raggiunga la qualità richiesta. Deve garantire la ripetibilità. Se il componente presenta caratteristiche critiche di tenuta o cuscinetti, pianifica la lavorazione di tali superfici. Procedi anche se il corpo principale è fuso.
Che cosa è la lavorazione meccanica?
Lavorazione meccanica Rimuove il materiale dal pezzo solido. Ottiene la forma finale. La lavorazione CNC utilizza il controllo computerizzato. Muove utensili e dispositivi di serraggio con ripetibilità. Questo rende la lavorazione meccanica la scelta ideale per tolleranze strette. Garantisce una finitura superficiale stabile.
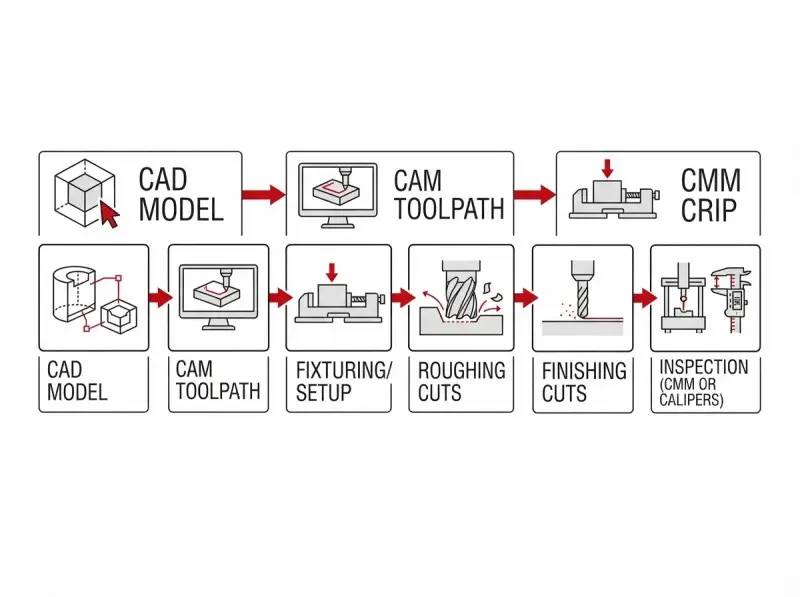
Flusso di lavoro della lavorazione: programmazione, impostazione, rimozione del materiale, ispezione.
La maggior parte dei progetti CNC inizia con un modello CAD. Si creano i percorsi utensile. Si progettano attrezzature o sistemi di bloccaggio. Il pezzo viene tagliato in più fasi. Questo gestisce la precisione, il carico utensile e la qualità della superficie.
L'ispezione è fondamentale nella lavorazione meccanica. Si verificano le dimensioni critiche durante la produzione. Si confermano le caratteristiche di accettazione finale alla fine. Questo garantisce risultati coerenti. Funziona sia per prototipi che per produzioni di breve e media durata.
Operazioni di lavorazione comuni che utilizzerai effettivamente
La fresatura CNC si adatta a parti prismatiche, tasche, scanalature e superfici 3D. È adatta a staffe, piastre, alloggiamenti e geometrie esterne complesse. La fresatura supporta la planarità. Controlla la posizione di elementi come i modelli di bulloni.
La tornitura CNC è adatta a componenti rotanti. È adatta ad alberi, boccole, filettature e diametri concentrici. La tornitura garantisce un'eccellente rotondità. Garantisce diametri ripetibili quando il fissaggio è stabile.
Foratura e alesatura creano fori con dimensioni e finitura controllate. La rettifica spinge ulteriormente la finitura superficiale o il controllo dimensionale. Lavora su parti temprate. Queste operazioni supportano l'ultima fase, quella di renderle adatte a interfacce critiche.
Materiali comuni per la lavorazione
La lavorazione meccanica funziona con un'ampia gamma di materiali. I metalli sono i più comuni per i componenti industriali. Ma anche materie plastiche, compositi e altri materiali possono essere lavorati. Questo avviene quando l'applicazione lo richiede. La lavorabilità influisce sulla scelta dell'utensile. Influisce su avanzamenti, velocità e finitura ottenibile.
Adatta il processo alle caratteristiche più complesse del pezzo. Se il pezzo richiede tolleranze strette su più facce o fori, la lavorazione meccanica fornisce un percorso diretto. Se il pezzo presenta per lo più geometrie non critiche con poche interfacce critiche, la fusione e la successiva lavorazione meccanica possono ridurre i costi. Mantiene la funzionalità.
Tipi principali e usi tipici
Esistono diversi metodi di fusione e lavorazione. Non esiste un metodo unico adatto a ogni componente. È importante capire quale metodo offre i risultati migliori.
fusione in sabbia
La fusione in sabbia viene scelta per componenti di grandi dimensioni. Si adatta a modifiche di progettazione flessibili. Gli stampi sono monouso. Questo riduce l'impegno di attrezzaggio rispetto agli stampi permanenti. È adatta quando le dimensioni sono grandi. La geometria è complessa. Le tolleranze possono essere completate con operazioni secondarie, ove necessario.
Aspettatevi una superficie grezza più ruvida. Aspettatevi una maggiore variabilità dimensionale rispetto ai metodi di precisione. Quando la fusione in sabbia si adatta a componenti funzionali, lavorate le superfici di tenuta. Lavorate i fori e le interfacce di montaggio.
pressofusione
pressofusione Adatto alla produzione di grandi volumi. Utilizza stampi metallici. Offre un'elevata ripetibilità. Garantisce tempi di ciclo efficienti una volta convalidato lo stampo. Viene utilizzato per componenti non ferrosi. Velocità di produzione e forma uniforme sono importanti.
La pressofusione produce una buona finitura superficiale. Offre dettagli esterni di alta qualità. Tuttavia, l'investimento iniziale per l'attrezzatura è più elevato. Funziona al meglio quando il volume e la stabilità del design giustificano l'utilizzo di tale attrezzatura.
Fusione a cera persa
Le persone usano fusione a cera persa Per forme complesse. Offre una finitura superficiale più fine rispetto a molti processi di fusione. È adatto quando la geometria è dettagliata. La lavorazione sarebbe difficile o dispendiosa. È adatto quando la complessità del pezzo e la forma quasi perfetta riducono la lavorazione complessiva.
Anche con la fusione a cera persa, le interfacce critiche potrebbero richiedere lavorazioni meccaniche. Si ottiene così la capacità di modellare la forma desiderata. Quindi si bloccano le dimensioni finali dove è necessario.
Fusione a pressione o a compressione
La pressofusione o la fusione a compressione applicano una forza durante la solidificazione. Questo migliora la densità e riduce alcuni rischi di difetti. Consideratela quando le prestazioni meccaniche richiedono prestazioni superiori. Riduce al minimo la porosità rispetto ai metodi di fusione convenzionali.
Questo metodo è adatto per componenti strutturali. Prestazioni e coerenza sono priorità. Accettazione del progetto in base alle caratteristiche critiche lavorate. Utilizzare questo metodo se il componente deve accoppiarsi, sigillare o allinearsi con altri componenti.
fresatura CNC
fresatura CNC Gestisce geometrie esterne complesse. Gestisce parti multi-feature. Supporta tasche, asole e superfici sagomate con elevata ripetibilità. Adatta i prototipi. È possibile modificare la geometria aggiornando il programma.
La fresatura si adatta quando il pezzo presenta più caratteristiche critiche correlate. Schemi di foratura, riferimenti e superfici di interfaccia vengono controllati in un unico piano.
Tornitura CNC
Tornitura CNC Si adatta a parti in cui concentricità e rotondità sono fondamentali. Alberi, manicotti, filettature e diametri a gradini sono tipici. La tornitura si combina con altre operazioni. Questo accade quando i pezzi necessitano sia di caratteristiche rotazionali che prismatiche.
Se il requisito fondamentale del pezzo è un diametro controllato, la tornitura è efficiente. Se il pezzo necessita di piani, tasche o lavorazioni laterali, combinate la tornitura con la fresatura, se necessario.
Differenze chiave che determinano il metodo
Confronta le giuste dimensioni. La maggior parte dei dibattiti sui processi diventano semplici.

Tolleranze e finitura superficiale
La lavorazione meccanica porta a tolleranze ristrette. Controlla la finitura superficiale. Se il tuo pezzo richiede accoppiamenti precisi, allineamento o tenuta prevedibile, lavora queste caratteristiche.
La fusione può essere accurata per molte applicazioni. Questo vale solo con metodi precisi. Tuttavia, la precisione della fusione dipende dal metodo, dalla lega e dalla geometria del pezzo. Quando le tolleranze sono rigorose, i pezzi fusi necessitano di lavorazioni meccaniche sulle caratteristiche critiche.
Fattibilità della geometria
La fusione crea cavità interne. Permette di realizzare forme complesse in modo efficiente. Le anime e la progettazione degli stampi consentono di realizzare forme difficili da lavorare dal pieno. Molti alloggiamenti e corpi per la movimentazione dei fluidi sono realizzati tramite fusione.
Limiti di lavorazione dovuti all'accesso dell'utensile e al serraggio del pezzo. I passaggi interni profondi possono richiedere configurazioni multi-step. Potrebbero essere poco pratici. Se la geometria blocca l'utensile, la fusione o un processo ibrido diventano soluzioni pratiche.
Volume, tempi di consegna e scalabilità
La lavorazione meccanica inizia rapidamente. Per prototipi e piccoli lotti, è possibile passare dal CAD al pezzo con un setup minimo. La lavorazione meccanica domina la fase iniziale dello sviluppo.
La fusione richiede tempi di attrezzaggio e validazione. Ma è più scalabile per volumi elevati. Una volta collaudati gli attrezzaggi, i cicli di produzione diventano efficienti. Se la domanda è stabile e elevata, la fusione riduce il costo per pezzo.
Struttura dei costi e utilizzo dei materiali
La fusione comporta costi iniziali di attrezzaggio più elevati. Il costo per pezzo si riduce con volumi più elevati. La forma quasi netta migliora l'utilizzo del materiale. Si evita di dover pagare per rimuovere grandi quantità di materiale.
La lavorazione meccanica richiede un impiego iniziale di utensili inferiore. Tuttavia, il costo per pezzo include il tempo di lavorazione e lo spreco di materiale. Se un pezzo rimuove una percentuale elevata di materiale iniziale, il costo aumenta.
Pensate ai costi in questo modo. Se il design è stabile e i volumi sono elevati, la fusione ammortizza gli utensili. Vince in termini di costo unitario. Se le modifiche al design o le quantità sono ridotte, la lavorazione meccanica vince in termini di velocità e flessibilità.
Rischi di qualità
I rischi per la qualità della fusione sono legati alla solidificazione. Possono verificarsi porosità, ritiro, deformazione e irregolarità superficiali. Questo accade se il controllo di processo e la progettazione non sono allineati. Questi rischi impongono la pianificazione del controllo qualità. Pianificare la strategia di finitura.
La lavorazione meccanica evita difetti di solidificazione. Si parte da un pezzo solido. I rischi principali sono i segni lasciati dagli utensili, le deformazioni dovute al serraggio e le variazioni dovute all'usura degli utensili se i controlli sono inadeguati. Questi rischi vanno gestiti attraverso la pianificazione e l'ispezione del processo.
Quando il componente non tollera vuoti interni in aree critiche, la soluzione ibrida è la scelta giusta. Fusione per ottenere la forma desiderata. Lavorazione meccanica delle superfici dove i difetti sono importanti. Controllo dell'accettazione sui riferimenti lavorati.
Come scegliere?
Un buon framework trasforma un disegno in un percorso di processo. Utilizziamo una sequenza semplice. Funziona sia per i prototipi che per la produzione.
- Fase 1: Iniziate evidenziando ciò che deve funzionare. Ignorate ciò che sembra complesso. Le superfici di tenuta determinano il successo. Anche i fori dei cuscinetti lo sono. I riferimenti di allineamento e le interfacce filettate sono importanti. Se sono critici, pianificate la loro lavorazione. Oppure progettateli per la lavorazione dopo la fusione.
- Fase 2: Suddividere il componente in due zone. La zona A include le caratteristiche che determinano la funzionalità e l'assemblaggio. La zona B include le caratteristiche estetiche o non critiche. Questa suddivisione evita di pagare troppo per la precisione ovunque. Definisce dove deve essere eseguita la fusione. Indica dove deve essere applicata la lavorazione meccanica.
- Fase 3: Scegliere il materiale in base alle prestazioni. Quindi verificare la fattibilità. Alcune leghe si fondono facilmente ma sono dure da lavorare. Altre si lavorano bene ma la qualità della fusione è incostante. Se il materiale è fisso, modificare il percorso del processo. Se il percorso del processo è fisso, modificare il materiale o i criteri di accettazione. Rendere esplicita la decisione.
- Fase 4: Se hai bisogno di pezzi rapidamente, la lavorazione meccanica è la soluzione migliore. Si adatta alle modifiche di progettazione. Se il design è stabile e la domanda è elevata, la fusione è interessante. Evita soglie di volume rigide. Il punto di pareggio dipende dalle dimensioni del pezzo. Dipende dalla complessità, dal costo del materiale e dalle esigenze di qualità. Stima il costo totale e il rischio durante l'intero ciclo di vita. Includi prototipo, progetto pilota e produzione.
- Fase 5: Basare la decisione sulle caratteristiche critiche e sul volume previsto. In caso di fusione, definire il sovrametallo di lavorazione. Specificare quali caratteristiche lavorare fino alla dimensione finale. In caso di lavorazione meccanica, verificare che la geometria sia accessibile. Verificare che lo scarto di materiale sia accettabile.
Se si sceglie un modello ibrido, sii preciso riguardo alla portata. L'ibrido funziona meglio quando si fonde una geometria di massa. Le interfacce di controllo delle funzioni sono solo per macchine. Questo riduce i costi. Mantiene la precisione.
| Fattore decisionale | Fusione | Lavorazione meccanica | Cast-Then-Machine |
|---|---|---|---|
| Ideale per | Forme complesse, cavità, volume elevato | Tolleranze strette, prototipi, finitura controllata | Forma complessa + caratteristiche critiche strette |
| Sforzo iniziale | Strumenti e convalida | Programmazione e fissaggio | Utensili + piano di lavorazione definito |
| Costo per parte su larga scala | Basso | Più alto | Spesso ottimizzato |
| Tolleranza/finitura | Dipende dal metodo; spesso necessita di essere rifinito | Forte e prevedibile | Lavorato dove serve |
| Rischio tipico | Porosità/ritiro/deformazione | Accesso agli utensili, tempo di ciclo, scarti | Pianificazione dei processi e delle indennità |
Conclusione
Se hai bisogno di velocità, flessibilità e tolleranze strette, lavora a macchina. È il percorso più rapido per ottenere un pezzo passante. Se hai bisogno di geometrie complesse e grandi quantità, fonde. Offre la migliore economia unitaria una volta convalidata la lavorazione. Se hai bisogno sia di complessità di forma che di interfacce di precisione, la fusione e poi la lavorazione sono pratiche.
A Yonglihao Machinery, un azienda di pressofusione, Ti aiutiamo a scegliere. La scelta si basa sulle caratteristiche critiche del componente, sul materiale, sulla quantità e sui criteri di accettazione. Condividi il tuo modello CAD. Condividi il materiale di destinazione, il volume previsto e le caratteristiche che controllano la funzione. Ti consigliamo un percorso di processo che si adatti alle tue tempistiche e alle tue esigenze di qualità.
Domande frequenti
Cos'è più economico, la fusione o la lavorazione meccanica?
La fusione è più economica per pezzo a volumi più elevati. Questo avviene dopo l'ammortamento degli utensili. La lavorazione meccanica è più economica per prototipi e piccoli lotti. Nessun investimento in stampi. Il vero pareggio di bilancio dipende dalla complessità del pezzo. Dipende dal costo del materiale. Dipende dalle scorte rimosse durante la lavorazione.
Cosa è più preciso, la fusione o la lavorazione meccanica?
La lavorazione meccanica è più accurata per tolleranze strette. Controlla le finiture. La precisione della fusione dipende dal metodo e dal progetto. Molti pezzi fusi richiedono lavorazioni meccaniche su interfacce critiche. Se il progetto prevede accoppiamenti o tenute strette, pianificare la lavorazione su tali caratteristiche.
Quando ha più senso "cast-then-machine"?
Utilizza la fusione e poi la lavorazione meccanica per la forma principale derivante dalla fusione. Utilizza la lavorazione meccanica per le caratteristiche che controllano l'assemblaggio o le prestazioni. Questa soluzione si adatta ad alloggiamenti, corpi valvola e componenti con fori. Si adatta alle superfici di tenuta e alle sedi dei cuscinetti. Riduce gli sprechi e i costi. Mantiene la precisione dove conta.
Quali difetti di fusione dovrei prevedere e come influiscono sull'accettazione?
I rischi tipici includono porosità e vuoti da ritiro. Anche deformazioni e irregolarità superficiali. Questi sono importanti in prossimità delle superfici di tenuta. Sono importanti nei fori e nelle interfacce portanti. Gettare quasi la forma netta. Lavorare le caratteristiche critiche per rimuovere i difetti. Controllare le dimensioni finali.
Quali sono le caratteristiche difficili da realizzare e qual è la soluzione pratica?
Le cavità chiuse sono difficili da realizzare. Anche i passaggi interni profondi. Le caratteristiche con un accesso utensile difficile costano di più. Utilizzare la fusione per realizzare la geometria interna. Quindi, le interfacce critiche accessibili tramite macchina utensile. Riprogettare l'accesso utensile in alcuni casi. Questo riduce la complessità senza modificare la funzionalità.



