


螺纹铣削和攻丝都能加工内螺纹,但它们在机床上的表现却截然不同。在 Yonglihao Machinery,我们根据四个因素来选择加工方式:产量、材料特性、螺纹尺寸和深度以及机床的性能。当加工周期是主要考虑因素且螺纹规格标准时,攻丝通常是更优的选择。而当螺纹配合控制、切屑控制或零件价值是主要考虑因素时,螺纹铣削通常是更稳妥的选择。.
本指南解释了每种方法的工作原理、车间实际操作的变化,以及我们用于保持螺纹一致性的选择规则。我们将重点放在您可以应用于实际零件的数控加工决策上。我们不会将其变成完整的编程课程或螺纹标准百科全书。.
什么是螺纹铣削?
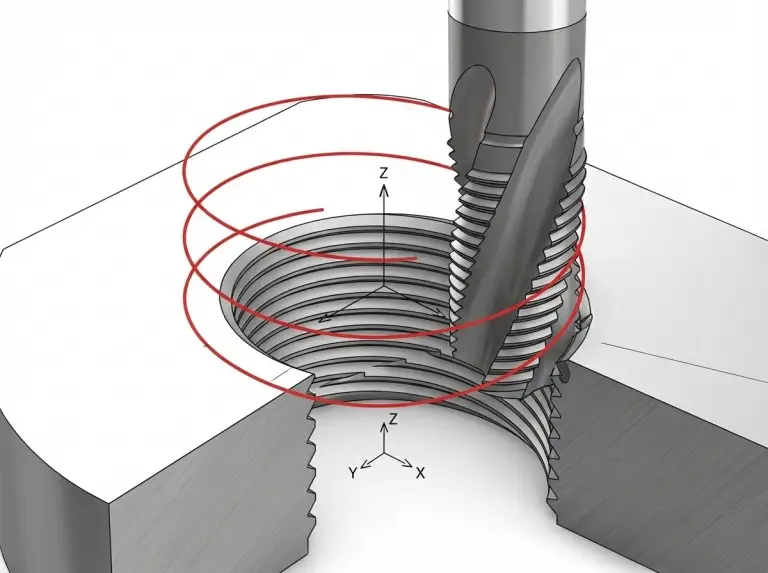
螺纹铣削 当需要精确控制螺纹配合,并希望高价值零件的失效模式更安全时,螺纹铣刀是我们的首选。螺纹铣刀通过沿Z轴方向前进并沿圆周路径运动来切削螺纹,从而形成螺旋线。由于刀具采用铣削方式,我们可以通过偏移量来校正尺寸,而无需更换刀具。如果出现偏差,我们通常可以快速修正。.
当材料硬度高、磨蚀性强或会产生长而粘稠的切屑时,我们也倾向于采用螺纹铣削。这种切削方式产生的切屑较短,通常可以减少“刀具断裂,零件报废”的情况。当工件价格昂贵或已经过多次加工时,这一点尤为重要。.
我们如何形成线
螺纹铣削是通过协调的刀具运动来形成螺纹,而不是使用单一的专用螺纹铣刀。首先,我们铣出一个导向孔,为螺纹轮廓预留空间。然后,刀具进入孔内,沿径向移动到切削直径,并沿圆周运动,每转旋转一周,刀具的进给量为一个螺距。.
这种刀具路径正是螺纹铣削灵活性的体现。刀具螺距固然重要,但螺纹直径通常可以通过编程和偏移量在一定范围内进行调整。也正是这种灵活性使得机床刚性和跳动控制的重要性远超许多人的预期。.
我们选择的工具
我们根据加工所需的灵活性和几何形状一致性来选择螺纹铣刀类型。全轮廓螺纹铣刀可以加工出特定螺纹尺寸的完整螺纹形状。它们效率高,并且通常能够加工出目标尺寸下一致的牙顶/牙根几何形状。.
单刃或单点式螺纹铣刀一次加工一个螺纹特征,在相同螺距下可加工更宽的直径范围。当您需要减少库存或加工特殊直径时,它们非常有用。由于可能需要多次走刀或采用不同的加工策略才能达到所需深度,因此加工时间可能更长。.
现代数控加工中,螺纹铣刀的刀具材料通常为硬质合金。这意味着与许多标准丝锥相比,其使用寿命更长,磨损更可预测。这也意味着加工过程对刀具夹持质量和跳动非常敏感。.
我们进行的机器和夹具检查
螺纹铣削需要稳定的径向切削。我们验证了该装置能够承受径向力而不产生颤振,尤其是在加工较硬合金时。我们密切关注跳动,因为它直接影响有效刀具直径和螺纹尺寸。.
我们还会检查间隙,因为刀具必须在孔内沿圆周运动。对于小螺纹,可用的刀具直径和间隙可能成为限制因素。当螺纹非常小时,由于刀具可用性和几何形状的限制,攻丝可能成为更实际的选择。.
什么是敲击疗法?
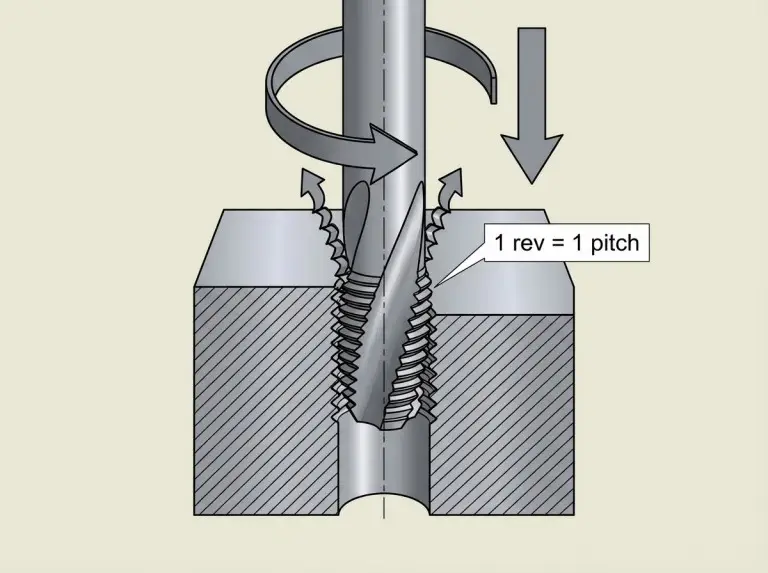
窃听 当速度和简便性是首要考虑因素,且螺纹规格为标准螺纹时,丝锥是我们的首选。丝锥使用与螺纹几何形状相匹配的刀具,一次即可完成螺纹加工。当机床具备刚性攻丝能力且安装稳定时,攻丝速度非常快,重复性也非常好。.
当螺纹尺寸非常小或需要加工深螺纹且材料和切屑排出易于控制时,我们也会采用攻丝。对于小尺寸螺纹,丝锥应用广泛,而且通常比小型螺纹铣刀更容易使用。.
我们如何攻丝?
攻丝需要主轴旋转和进给精确同步。丝锥必须每转一圈精确推进一个螺距。如果机床无法保持这种稳定的同步关系,丝锥可能会卡住、堵塞或断裂。.
由于该刀具一次性完成螺纹加工,扭矩是一个关键因素。螺纹尺寸越大、材料硬度越高,所需的扭矩就越大。当扭矩接近机床极限或装配稳定性较差时,螺纹铣削就显得尤为重要。.
按职位选择
我们选择 轻触式 根据孔类型和切屑行为的不同,通孔通常与能将切屑向前推出的丝锥配合使用效果很好。盲孔则通常需要采用能将切屑排出的设计,具体取决于材料和深度。.
对于某些延展性良好的材料,成形丝锥可以减少切屑问题,因为它们是通过排料而非切削的方式加工材料。这可以提高特定材料的加工一致性,但也会增加成形力,并且需要合适的导向孔尺寸。对于成形性较差的材料,切削丝锥是更稳妥的选择。.
我们还根据材料特性来选择丝锥。丝锥的几何形状和涂层选择会显著影响加工结果,尤其是在不锈钢和其他“难加工”合金中。即使选择了合适的丝锥,润滑和对准仍然至关重要。.
我们的机器必须支持哪些功能?
刚性攻丝能力是一个实际的分水岭。如果控制和驱动系统无法保持同步运动,攻丝的可靠性就会降低,并且可能需要特殊的夹具来补偿失配。这会增加变量,并可能降低一致性。.
对准精度与控制能力同样重要。任何角度偏差都会增加丝锥上的侧向载荷,从而增加断裂和螺纹成形不良的风险。如果由于零件几何形状或夹具等原因难以保证对准精度,则螺纹铣削可能是更安全的选择。.
并排比较
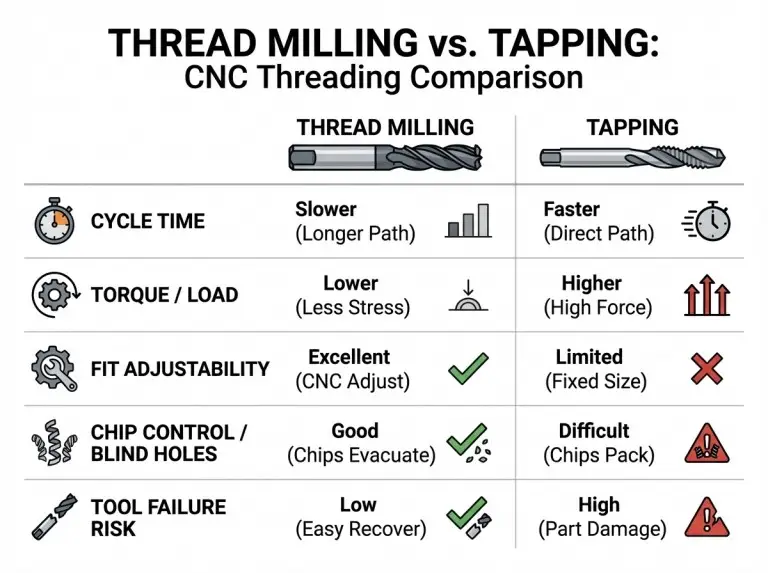
在实际工作中,最终的决定通常取决于加工周期时间和可控性之间的权衡,而零件价值和报废风险则决定了孰优孰劣。攻丝通常速度更快,尤其是在螺纹规格标准且需要多次重复加工的情况下。而螺纹铣削在需要调整配合、控制切屑或保护昂贵零件时,通常更具容错性。.
为了具体说明这一点,我们每次都评估相同的因素。我们将比较重点放在可衡量的结果上:吞吐量、主轴负载、螺纹尺寸控制、切屑行为以及刀具失效后果。.
周期时间和吞吐量
如果一项作业的主要耗时在于攻丝,且螺纹需要在多个孔上重复加工,那么攻丝通常是最短的加工周期。刀具一次即可完成整个螺纹的加工。对于专为刚性攻丝设计的机床而言,设置和编程都非常简单。.
螺纹铣削通常每个螺纹的加工时间更长,因为它需要圆周运动和可控的螺旋线。小批量加工时,这种差异可能很小,但批量加工时就会变得显著。临界点取决于您要加工的孔的数量,以及更换刀具或处理断丝锥所需的停机频率。.
扭矩/主轴负载和实际尺寸限制
攻丝需要扭矩,扭矩会随着螺纹直径和材料硬度的增加而迅速增大。如果螺纹较大或材料较硬,攻丝可能会对主轴和传动系统造成过大的压力,从而导致加工结果不一致甚至刀具断裂。.
螺纹铣削通过逐步去除材料来降低扭矩限制。这使其适用于加工较大螺纹或机床不适合低速高扭矩的情况。螺纹铣削的实际限制通常更多地取决于刀具可用性、间隙和刚性,而非扭矩本身。.
螺纹配合控制和快速校正
螺纹铣削在需要精确调整螺纹配合时非常有效。如果螺纹过紧或过松,我们通常可以通过调整刀具补偿来纠正,前提是刀具和加工路径合适。这可以减少停机时间,并避免为了进行微调而储备多种“相近”尺寸的刀具。.
攻丝时,螺纹尺寸大多“固定”在丝锥的几何形状中。如果结果超出公差范围,通常的解决方法是更换丝锥(包括不同尺寸的丝锥)、调整工艺条件或改变孔径。这种方法在稳定生产中可能有效,但在公差要求严格或预期会有偏差时则灵活性较差。.
切屑控制、盲孔和废料风险
切屑控制是实际应用中最重要的区别因素之一。在加工延展性材料时,攻丝会产生长切屑,这些切屑会堵塞螺纹槽,尤其是在较深的盲孔中。这会增加扭矩,并提高断裂风险。.
螺纹铣削通常能产生更短的切屑,并能更好地控制切屑排出。这通常能降低深孔或盲孔加工的风险,并且在切屑堆积会导致高价值零件报废的情况下,螺纹铣削可能是一种更安全的选择。如果加工容易出现切屑问题,我们会将螺纹铣削视为一种降低风险的手段。.
刀具寿命和可预测性(硬质合金铣刀与普通丝锥材料)
刀具寿命取决于具体的刀具、材料和切削条件,但失效模式与平均寿命同样重要。当丝锥在孔内断裂时,修复可能很困难,零件甚至可能报废。对于硬度较高的材料、较深的孔以及对准精度较差的情况,这种风险会更大。.
螺纹铣刀也会断裂,但后果通常较轻。由于刀具相对于孔径较小,且加工过程不像丝锥那样存在楔入现象,因此更容易修复。此外,在许多情况下,螺纹铣削的磨损更易于预测,这有利于稳定的质量控制。.
| 决策因素 | 螺纹铣削往往更胜一筹。 | 轻敲往往能赢 |
|---|---|---|
| 吞吐量 | 混杂因素过多,孔洞大小不一,或者返工风险成本过高。 | 同样的帖子被大量重复发布。 |
| 机器负载 | 扭矩过大或螺纹材质较硬/螺纹较大是需要考虑的问题 | 机器支持刚性攻丝,负载可控。 |
| 适配控制 | 螺纹类别/适配性需要通过偏移量进行微调。 | 标准尺寸可接受且稳定 |
| 盲孔和切屑 | 芯片包装风险高或零件价值高 | 排屑效果好,孔型适合攻丝。 |
| 工具故障后果 | 废料成本高昂,回收利用至关重要。 | 报废风险可以接受,正常运行时间是首要考虑因素。 |
按工作限制条件筛选人才
可靠的选择源于将加工要求与加工方法相匹配,而非出于对刀具的偏好。同一零件,根据产量、检验要求和机床性能的不同,可能需要攻丝或铣削。以下是我们最常用的规则,以及可以凌驾于这些规则之上的条件。.
按材料特性(硬度、韧性、切屑)
如果材料硬度高、磨蚀性强或容易产生丝状切屑,我们通常先采用螺纹铣削。良好的切屑控制和较低的楔入风险有助于稳定加工过程。对于盲孔加工而言,这一点尤为重要。.
如果材料韧性较好且排屑顺畅,攻丝就成为一种理想的选择。延展性材料也能成功攻丝,但必须通过选择合适的丝锥类型、润滑和孔况来控制切屑。.
按螺纹尺寸和深度(微螺纹、深螺纹、粗螺纹)
如果螺纹非常细小,攻丝往往是更实际的选择,因为丝锥很容易买到,而螺纹铣刀可能不合适或易碎。对于微型特征,无论选择哪种加工方式,稳定性和对准都至关重要。.
如果螺纹深度相对于直径而言非常大,那么在排屑控制良好且机床能够保持同步的情况下,攻丝可以非常高效。如果深螺纹与韧性材料和盲孔配合使用,即使加工周期增加,螺纹铣削通常也能降低风险。.
如果螺纹尺寸较大,螺纹铣削可以避免扭矩限制并降低断牙风险。虽然仍需检查间隙和刀具直径,但扭矩不太可能成为限制因素。.
按产量(高混合/低产量与高产量)
对于大批量生产且螺纹特征完全相同的工件,攻丝通常是最有效的加工方法。单孔加工时间优势往往最为显著。一旦工艺稳定,刀具选择策略就非常简单。.
对于需要加工多种螺纹或频繁换型的工件,螺纹铣削通常可以减少刀具库存和设置时间。一把刀具即可加工同一螺距范围内的多种尺寸,而且配合调整速度更快。因此,许多原型制作和小批量生产都倾向于采用螺纹铣削。.
按公差和功能配合(量具、等级、可调节性需求)
如果螺纹必须满足严格的功能配合要求,并且预计需要进行调整,那么螺纹铣削通常是更稳妥的选择。基于偏移量的校正快速高效,并能减少停机时间。这在小批量生产螺纹时尤为重要,因为小批量生产的螺纹尺寸必须保持一致。.
如果螺纹是标准螺纹,且配合等级允许一定的偏差,攻丝通常就足够了,而且速度更快。关键在于稳定性:孔径一致、对准良好以及润滑得当。.
按设备能力(刚性攻丝、主轴转速、夹具质量)
如果您的机器支持刚性敲击并能可靠地保持同步,那么敲击就成为一个不错的选择。如果不支持刚性敲击,虽然该工艺仍然可以进行,但会引入一些变量,从而降低一致性。.
对于螺纹铣削而言,机床必须稳定,刀柄必须能够有效控制跳动。如果跳动控制不佳,螺纹尺寸会发生偏移,表面光洁度也会受到影响。当刀柄质量有限时,如果机床能够支持,攻丝或许能够加工出更一致的螺纹。.
质量与风险控制
螺纹质量的控制更多地依赖于基本要素,而非口号。我们将装配稳定性、孔加工准备、刀具夹持和检测流程视为一个整体系统。螺纹失效的根本原因往往在于上游环节:孔径错误、对准不良、排屑不畅或夹持不稳定。.
以下是我们对大多数工作(无论采用何种方法)所应用的控制措施。.
刀具夹持和跳动控制
对于螺纹铣削而言,控制跳动至关重要。过大的跳动会改变刀具的有效啮合,并可能导致螺纹尺寸偏移。此外,它还会加剧刀具磨损,并降低表面光洁度。.
我们也避免使用在径向载荷下允许微小移动的边缘夹具。稳定的夹持可以减少颤动,并确保螺纹形状的一致性。铣削硬化或韧性合金时,这种稳定性就显得尤为重要。.
润滑/冷却策略方法
攻丝时,由于刀具与工件完全接触且摩擦力较大,因此需要强效润滑。润滑不足会导致卡死、螺纹撕裂和断裂。我们会根据材料和丝锥类型选择切削液,并保持工艺的一致性。.
螺纹铣削通常需要清洁的冷却液流动来排出切屑并控制温度。其目标是实现稳定的切削条件和可预测的磨损。具体方法取决于材料和车间的冷却系统,但保持一致性至关重要。.
进入/退出移动以保护第一层螺纹和边缘
首圈螺纹是许多质量问题显现的地方。不良的进螺纹会导致毛刺、螺纹顶部撕裂或导入螺纹变形,从而导致量规失效。我们采用与加工方法相适应的受控进螺纹和出螺纹策略。.
攻丝时,对准和正确的孔加工能够保护首圈螺纹。螺纹铣削时,稳定的进给和出刀能够减少毛刺并保护顶部螺纹。如果零件壁薄,则需格外注意挠曲和变形。.
我们快速应用测量工作流程和校正步骤。
检验是闭环的关键。我们根据所需的量具或测量方法确认方法和设置,然后锁定流程。一旦出现偏差,我们需要快速且可预测的纠正途径。.
螺纹铣削通常可以通过偏移量调整进行修正。攻丝修正通常需要更换刀具、调整孔径或更改润滑/参数。最佳工作流程是在最大限度减少停机时间的同时保护零件。.
工具损坏:抢救概率和最安全的恢复路径
如果丝锥断裂,零件丢失的风险会更高。虽然并非总是如此,但这种情况很常见,因此我们将其作为规划因素之一。孔越深、材料越坚硬,风险就越高。.
如果螺纹铣刀断裂,在很多情况下修复会更容易,但这仍然取决于零件的几何形状和刀具的失效方式。实际操作的关键在于根据零件的价值和失效成本来选择合适的修复方法。对于昂贵的零件,我们倾向于采用能够降低灾难性失效风险的方法。.
结论
最佳方法是在满足螺纹加工要求的同时,将总体风险降至最低,并确保加工周期符合您的生产模式。在 Yonglihao Machinery,我们通常采用攻丝来加工大批量、标准内螺纹,因为速度至关重要,且机床支持刚性攻丝。而当配合控制、切屑控制或零件价值使得可调节性和恢复能力比单纯的速度更为重要时,我们通常采用螺纹铣削。.
如果您能提供材料、螺纹尺寸和深度、孔类型以及目标加工体积等信息,我们可以为您的数控加工项目推荐最稳定的螺纹加工方案。 数控加工服务 我们采用相同的筛选规则,确保从原型到生产的各个环节都能正确评估需求。我们的目标很简单:确保各个环节的评估结果正确、可重复且按时完成。.
常问问题
螺纹铣削和攻丝的主要区别是什么?
螺纹铣削采用螺旋铣削刀具路径加工螺纹,而攻丝则使用专用丝锥一次走刀即可形成完整的螺纹。铣削加工的可调性更强,且在加工高价值零件时通常更安全。当螺纹规格标准且机床支持刚性攻丝时,攻丝通常速度更快、操作更简便。.
哪种方法更适合盲孔?
在盲孔中加工时,如果切屑堆积存在风险,螺纹铣削通常更安全。它通常产生较短的切屑,并且排屑更可控。攻丝在盲孔中仍然有效,但需要使用合适的丝锥类型并持续润滑,以避免切屑堵塞和断裂。.
螺纹铣削可以加工外螺纹吗?
是的,只要刀具路径和几何形状允许,螺纹铣削就可以加工内螺纹或外螺纹。在常见的数控加工中,攻丝主要用于加工内螺纹。如果需要采用相同的方法加工外螺纹,铣削通常是更灵活的选择。.
即使可以选择螺纹铣削,何时也应该选择攻丝?
当您需要对重复的标准螺纹进行最大产能加工,且您的机床能够可靠地进行刚性攻丝时,请选择攻丝。对于尺寸非常小的螺纹,当螺纹铣床可能因空间或可用性限制而无法加工时,攻丝通常也是更实用的选择。关键在于确保孔径和孔位的稳定性。.
如果螺纹尺寸超出公差范围,如何调整螺纹尺寸?
螺纹铣削加工中,螺纹尺寸通常可以通过微调偏移量来修正,这种方法速度快,停机时间短。而攻丝加工中,修正螺纹尺寸通常需要更换不同尺寸的丝锥,或者调整孔径和加工条件。无论采用哪种方法,修正后的螺纹尺寸都必须与所用的检测方法相匹配。.
一台数控机床可以同时进行螺纹铣削和攻丝吗?
是的,许多数控机床都能完成攻丝和螺纹铣削,但性能至关重要。攻丝需要刚性攻丝功能和稳定的同步性。螺纹铣削则需要良好的刚性、跳动控制以及执行一致的螺旋插补的能力。.



