
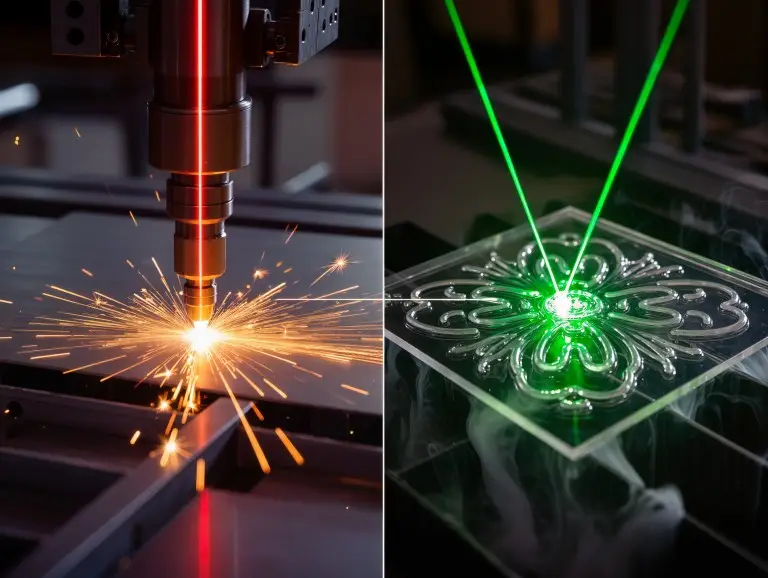

激光切割和激光雕刻是制作原型和小批量生产的精密加工方法。激光切割能将材料完全分离,例如切割出零件的形状。激光雕刻则只改变材料表面,例如添加永久性标记。.
选择哪种工艺取决于您的目标。需要分离零件?使用切割。需要在表面添加标记?使用雕刻。您也可以将两者结合使用,以避免对齐误差。本指南将帮助您根据所需效果、材料和文件类型选择合适的工艺。.
激光切割和激光雕刻究竟做了什么?
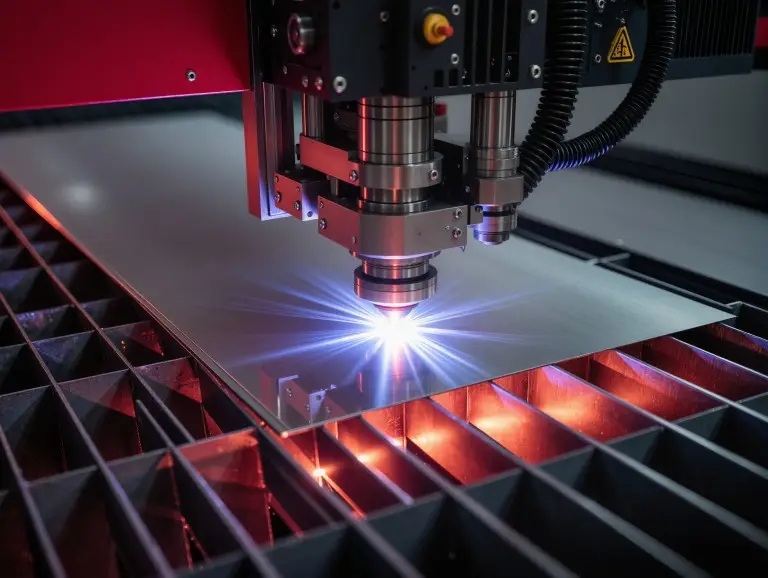
激光切割能够穿透材料的整个厚度,将各个部件从较大的板材上切割下来,从而实现精确的形状和光滑的边缘。你可以把它想象成用刀裁纸,但精度要高得多。激光避免了刀片切割时产生的机械应力。.
相比之下,, 激光雕刻 它只会去除或改变表面层,在不破坏零件结构的情况下留下持久痕迹。这就像在表面上雕刻字母,而不是完全切割穿透。.

简而言之,切割改变零件的形状,雕刻改变零件的表面。.
对于原型制作,切割侧重于零件的几何形状、边缘质量和尺寸。雕刻则侧重于对比度、易读性和深度控制。如果您需要两个独立的零件,请选择切割。如果您需要在单个零件上添加标记,请选择雕刻。这些工艺的安全规则包括防辐射和保持良好的通风,以防止事故发生。.
许多原型项目同时采用这两种方法。只需一次操作,即可先切割出轮廓,然后雕刻零件编号、折弯线或装配标记。这种方法高效且减少了因使用多台机器而导致的对准误差。这种组合方法适用于约 80% 的电子外壳原型。它可以帮助客户快速检查零件的装配情况,无需额外步骤。.
影响结果的关键差异
最快的判断方法是比较每种工艺带来的物理变化。关键区别在于“深度和运动风格”。下表列出了主要区别。.
|
决策点 |
激光切割 |
激光雕刻 |
|---|---|---|
|
输出 |
分离的部件、孔洞、轮廓 |
永久痕迹、纹理、凹陷细节 |
|
深度 |
完全穿透 |
表面去除/可控深度(通常为0.01-0.5毫米) |
|
动态风格 |
主要为矢量路径(直线/曲线) |
通常使用栅格填充(来回填充)+矢量线 |
|
力量与速度 |
功率更大,运动更慢 |
功率更低,运动速度更快 |
|
光学优先 |
厚度范围内的边缘质量 |
精细的光斑尺寸以实现细节 |
|
辅助气体 |
常用(用于干净的边缘) |
通常不需要(有时用于控制烟雾) |
|
常见风险 |
熔渣、热变色、边缘锥度 |
对比度低、过曝、细节丢失 |
切割质量还受切缝宽度(切口宽度)和热影响区 (HAZ) 的影响。对于狭小的槽口或嵌件,这些因素尤为重要。功率和速度设置取决于机器和材料。切割需要足够的能量才能穿透材料。雕刻则需要控制能量,以避免烧蚀过深。.
材料相容性
选择材料不仅仅取决于激光是否能对其产生作用,更重要的是获得干净、安全且可重复的加工效果。材料表面的状态也至关重要。油渍、涂层或保护膜都会改变边缘的颜色和雕刻的对比度。.
优良的材料选择
以下信息基于光纤激光器在常见原型应用中的测试。光纤激光器最适合切割金属。雕刻图案的对比度会因合金和表面材质的不同而有所变化。.
|
物质家族 |
激光切割 |
激光雕刻 |
|---|---|---|
|
金属 |
光纤激光器适用于大多数板材(厚度不超过20毫米的钢板)。 |
适用于识别标记;对比度因合金/表面而异 |
|
木材/中密度纤维板 |
能形成清晰的形状;注意避免烧焦 |
形成高对比度的痕迹;纹理影响外观 |
|
丙烯酸纤维 |
通过正确的设置,可以获得平滑的边缘。 |
为标记创造常见的磨砂效果 |
|
涂层表面 |
取决于基材 |
常用于标志/标识;对比度强 |
像抛光铝这样反射率很高的金属加工起来比较棘手。尤其是在光滑表面上,需要控制反射和热变色。在裸金属上雕刻时,最终的“暗痕”效果取决于合金的成分。如果需要确保对比度,最好使用涂层或阳极氧化处理过的表面。.
应避免使用的材料
- 聚氯乙烯/乙烯基: 这些塑料会释放有毒的氯气。这种气体有害健康,还会损坏设备。.
- 玻璃纤维/阻燃复合材料: 它们会产生有害粉尘,而且切割效果不好。.
- 某些塑料: 这些材料可能会熔化或着火。具体结果取决于等级和添加成分。.
如果您不确定某种材料,请先进行测试,切勿凭感觉。快速切割或标记样品即可显示边缘质量、对比度和烟雾特性。我们建议您遵循正确的通风标准以确保安全。.
文件和工作流程
激光切割通常使用矢量文件。这些文件指示机器沿着连续路径进行切割。激光雕刻通常使用光栅图像来填充区域和创建图案。它也使用矢量图来绘制轮廓和文字。矢量图指示“切割方向”,光栅图像指示“填充范围”。”
常用的切割矢量格式包括 DXF、SVG、AI 和 EPS。对于雕刻图像,PNG 和 JPG 等位图文件效果很好。矢量文件仍然是清晰文本和徽标的最佳选择。如果您同时发送这两种类型的文件,我们可以在一次设置中完成轮廓切割和填充雕刻。对于原型制作,这可以减少文件转换过程中产生的错误。.
文件准备规则可预防大多数问题
- 切割线应为单线路径,而非双线轮廓。图层名称应清晰明确(例如,“切割”与“雕刻”)。这有助于机器规划最佳路径,从而节省时间。.
- 用于雕刻的栅格图像需要高分辨率。对于细节较多的图像,建议使用 300–600 DPI 的分辨率。否则,图像会模糊不清。将文本转换为轮廓,以避免字体丢失和边缘锐利。.
- 避免使用过度压缩的图像格式进行雕刻。PNG 格式通常比低质量的 JPG 格式更安全,因为它能保留更多细节。.
如何选择切割还是雕刻
当您需要制作独立的几何零件时,请选择激光切割。当需要将信息保留在现有零件表面时,请选择雕刻。好的决策首先关注结果,而不是机器本身。以下是我们整理的一份简要清单:
- 你需要分居吗?
是的→切割。这适用于支架或外壳等必须独立安装的部件。.
否 → 雕刻。这只会改变表面。. - 厚度会成为影响因素吗?
较厚的材料通常需要切割装置。雕刻仅限于表面(小于1毫米)。例如,切割一块5毫米厚的钢板需要高功率,而雕刻则只需要低功率。. - 提高可读性是目标吗?
对于序列号、二维码和徽标,我们采用雕刻工艺。对比度至关重要。我们曾经在医疗器械上雕刻二维码,即使擦拭 1000 次后仍然清晰可见。. - 边缘质量是目标吗?
对于轮廓、槽和孔的切割,切缝和热效应是关键因素。. - 你有哪些文件?
纯矢量文件非常适合切割。而包含大量位图图像的艺术作品则需要通过雕刻作为主要加工步骤。.
如果您的设计既需要轮廓又需要标记,那么将切割和雕刻相结合是制作原型最佳的方法。它可以减少对齐误差。.
典型应用
当零件的功能取决于其形状和尺寸时,激光切割就显得尤为重要。例如支架、外壳、卡扣、槽口、垫圈和面板等。对于原型制作而言,激光切割也是最快捷的修改方式。您只需修改CAD模型,切割出新的零件,即可在同一天内检查其尺寸。.
激光雕刻非常适合需要信息在搬运、清洁和长期使用后仍保持清晰的情况。这包括序列号、二维码、对齐标记、徽标和警告文字。雕刻也适用于有助于制造的标记,例如折痕线或指示折叠方向的箭头。.
结论
当您需要切割出具有精确边缘和尺寸的零件时,使用 激光切割服务 是明智之选。如果您需要在表面上留下持久的细节,同时又不损坏零件,激光雕刻是理想之选。如果您的零件既需要“契合”又需要“标识”,那么通过专业的激光切割服务将切割和雕刻相结合,通常是制作原型最简洁有效的解决方案。.
我们支持 快速成型 我们首先会了解您所需的结果,然后根据您的材料、厚度和文件类型,匹配合适的激光工艺。如果您能提供材料、厚度、数量和CAD文件,我们就能告诉您哪种方案最稳定可靠。.
常问问题
激光切割和激光雕刻的主要区别是什么?
激光切割会切穿材料的整个厚度,从而制造出各个部件。而激光雕刻只是去除或改变材料表面,形成永久性标记,而不会切穿材料。.
激光雕刻机可以用作激光切割机吗?
有时可以,但也有局限性。您或许可以使用专为雕刻而设计的系统切割薄的非金属材料。然而,切割稳定性取决于机器的功率、光学系统、运动系统和排气系统。.
为什么我的激光切割边缘会有熔渣、烧痕或锥度?
这通常是聚焦、速度和辅助气体平衡方面的问题。材料的厚度、表面膜和喷嘴状况也会影响边缘质量。设置上的微小变化就能将“脏边缘”变成“干净边缘”。”
为什么我的雕刻看起来模糊、不均匀或扭曲?
模糊的痕迹通常是由对比度或对焦问题引起的。表面光洁度、涂层、光栅分辨率和速度通常比原始功率更重要。对于小字,矢量图像通常比光栅图像更好。.
为了获得最佳效果,我应该发送哪些文件?
切割请发送 DXF、SVG、AI 或 EPS 格式的文件,并确保图层清晰。雕刻请发送高分辨率的 PNG 或 JPG 文件。请使用矢量图形,以确保文字和标志清晰锐利。请在图层名称中注明“切割”或“雕刻”用途,以免混淆。.



