


在设计金属零件时,工艺选择决定了成本、交货时间和质量上限。Yonglihao Machinery 同时支持这两种工艺。 CNC加工 金属铸造也适用于实际生产。我们发现同样的道理。最佳方法取决于您的公差、几何形状和产量要求。.
铸造是通过模具中的凝固作用来成型,而机械加工则是通过从实心坯料中去除材料来成型。两者都能生产出优质的零件,但它们解决的问题却截然不同。.
本指南旨在帮助您选择合适的零件加工方案。我们将重点介绍影响决策的各种因素,包括公差、表面光洁度、几何形状、产量、交货周期、成本结构和质量风险。.
何时使用铸造工艺,何时使用机加工工艺,何时使用铸造后机加工工艺?
铸造工艺最适合大规模生产复杂几何形状的零件。它尤其擅长加工内部空腔和厚薄过渡部分。近净成形可以缩短加工时间。一旦模具准备就绪,随着产量的增加,单个零件的成本就会降低。.
当精度和速度比单件成本更重要时,机械加工是最佳选择。它适用于原型制作和小批量生产,尤其适合公差严格、表面光洁度要求高的零件,以及经常变更的项目。更新程序的速度比修改模具更快。.
对于工业零件而言,先铸造后加工通常是最实用的方法。首先铸造出零件的大致形状,以节省材料和加工时间。然后仅加工关键特征。这种方法适用于壳体、阀体以及带有密封面、孔或轴承座的零件。.
记住一条原则:铸造用于塑造形状和体积,机器用于保证精度。需要两者兼备时,可结合使用。.
铸造与机械加工基础知识
铸造是将熔融金属倒入模具中,待其凝固后制成零件。模具决定了零件的主要几何形状。铸造可以形成许多用实心材料雕刻成本高昂的形状,包括带有型芯的内部通道。.
机械加工是通过从坯料、板材或棒材上去除材料来制造零件的。切削刀具沿着预定的路径运动,最终达到所需的几何形状。其主要优势在于可预测的精度,以及关键特征处稳定的表面质量。.
两种方法都需要尽早明确一些输入参数。这是最快的选择方法。首先确定材料、数量和零件的关键特征。然后确认公差和表面光洁度目标。有了这些输入参数,工艺选择就更加客观。.

什么是铸造?
铸件 它将熔融金属在模具内熔化成固体零件。人们用它来制造形状复杂的零件,例如适用于内部空腔或大尺寸零件。对于大批量生产相同设计的零件来说,它可能是成本最低的选择。.
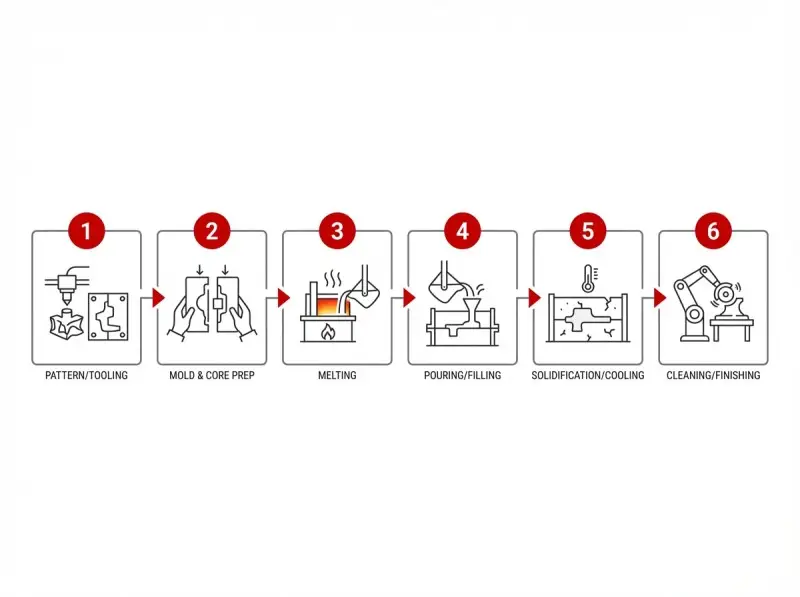
铸造流程:成型、浇注、凝固、精加工。.
大多数铸造项目都遵循类似的流程。首先要确定模型或模具设计方案。然后准备模具和用于内部结构的型芯。接着熔化金属。最后将熔化的金属浇注或注射到型腔中。.
填充完成后,金属冷却凝固。冷却阶段决定了许多质量结果。如果冷却不均匀,就会出现收缩、翘曲或内部空隙。零件凝固后,将其取出,进行清洁,并准备进行后续的精加工。.
铸件后的典型后处理
许多铸件在出货前需要进行二次加工。常见的步骤包括修整浇口和冒口、去毛刺、喷砂和表面清洁。热处理可以稳定铸件的性能,并提高其强度。具体效果取决于合金成分和应用领域。.
即使是铸造零件,轻型机械加工也很常见。先铸造主体,然后加工几个面和孔,速度更快。这比从实心坯料上加工整个零件要好得多。.
常用铸造材料
人们使用铸造工艺来制造熔化和浇铸性能稳定的金属。在生产过程中,, 材料选择 它会影响流动性,也会影响收缩率和缺陷风险。在 Yonglihao Machinery,我们支持不锈钢铸造。我们使用钢合金、碳钢和铝。这取决于应用需求。.
首先选择性能优异的材料。然后确认铸造工艺能够达到所需的质量标准,并且必须保证铸造结果的重复性。如果零件具有关键的密封或轴承功能,则需要对这些表面进行机械加工。即使主体部分是铸造的,也应该这样做。.
什么是机械加工?
加工 通过从实心材料上去除材料,最终获得所需形状。数控加工采用计算机控制,能够精确地重复移动刀具和工件夹具。这使得数控加工成为高精度加工的首选方法,并能提供稳定的表面光洁度。.
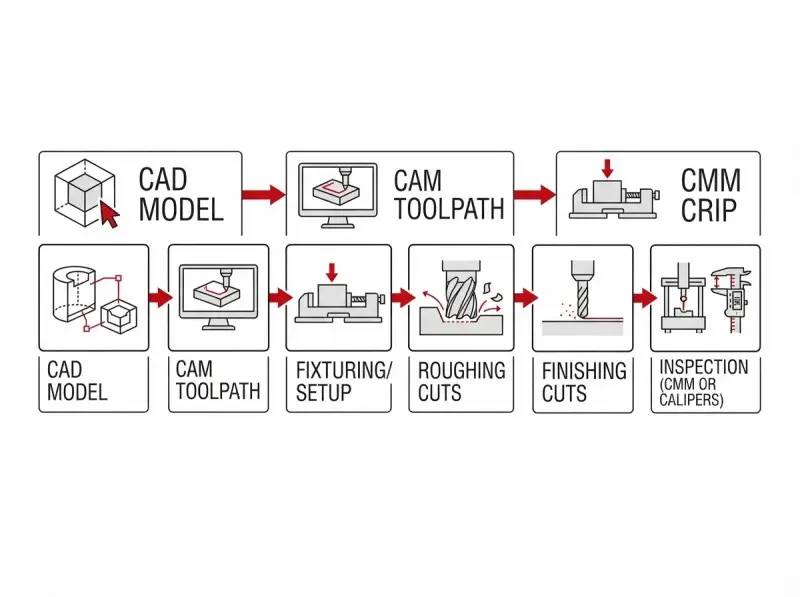
加工流程:编程、设置、去除材料、检验。.
大多数数控加工项目都始于CAD模型。你需要创建刀具路径,设计夹具或工装。零件分阶段切削。这样可以控制精度、刀具负载和表面质量。.
机械加工过程中,检验至关重要。您需要在生产过程中验证关键尺寸,并在生产结束时确认最终验收特征。这样才能确保结果的一致性。这种方法适用于原型制作以及中小批量生产。.
您实际会用到的常用加工操作
CNC铣削适用于加工棱柱形零件、凹槽、槽口和三维曲面。它适用于支架、板材、外壳和复杂的外部几何形状。铣削可确保平面度,并能精确控制螺栓孔等特征的位置。.
数控车削适用于旋转零件的加工,例如轴、衬套、螺纹和同心圆直径。车削加工能获得极佳的圆度,并且在夹具稳定的情况下,可以实现直径的重复加工。.
钻孔和铰孔可以加工出尺寸和表面光洁度可控的孔。磨削则进一步提升表面光洁度或尺寸控制。它适用于硬化零件。这些工序共同构成了零件与关键接口连接的最后一步。.
常用加工材料
机械加工适用于多种材料。金属是工业零件最常用的材料。但塑料、复合材料和其他材料也可以进行机械加工。这主要取决于应用需求。材料的可加工性会影响刀具的选择,进而影响进给量、切削速度和最终的表面光洁度。.
根据零件最关键的特征选择合适的加工工艺。如果零件需要在多个面或孔上达到严格的公差要求,机加工是直接可行的方案。如果零件的几何形状大多不关键,只有少数几个关键接口,那么先铸造后机加工可以降低成本,并且保证零件的功能。.
主要类型及典型用途
铸造和机械加工方法多种多样,没有一种方法适用于所有零件。了解每种方法最擅长加工的零件至关重要。.
砂型铸造
人们选择砂型铸造来制造大型零件。它便于灵活修改设计,模具为一次性使用,与永久模相比,减少了模具投入。它尤其适用于尺寸较大、几何形状复杂的零件,并且必要时可以通过二次加工来达到所需的公差。.
预计铸态表面较为粗糙。尺寸偏差比精密铸造方法更大。砂型铸造用于装配功能部件时,需对密封面、孔和安装接口进行加工。.
压铸
压铸 适用于大批量生产。采用金属模具。具有极高的重复性。模具验证通过后,可实现高效的生产周期。常用于有色金属零件的生产。生产速度和形状一致性至关重要。.
压铸工艺能获得良好的表面光洁度,并能展现精细的外部细节。但其初始模具投资较高。当产量和设计稳定性足以支撑模具投入时,压铸工艺才是最佳选择。.
熔模铸造
人们使用 熔模铸造 适用于复杂形状。与许多铸造工艺相比,它能提供更精细的表面光洁度。当几何形状精细复杂,机械加工难度大或效率低下时,这种方法尤为适用。当零件复杂且接近最终形状,需要缩短整体加工时间时,这种方法也十分合适。.
即使采用熔模铸造,关键接口也可能需要机械加工。这样可以获得形状控制能力,然后锁定关键部位的最终尺寸。.
压力铸造或挤压铸造
压力铸造或挤压铸造在凝固过程中施加压力,从而提高密度,降低缺陷风险。当对机械性能要求较高时,可考虑采用此方法。与传统铸造方法相比,压力铸造能最大限度地减少气孔。.
这种方法适用于结构件。性能和一致性是首要考虑因素。设计验收围绕关键加工特征展开。如果零件需要与其他组件配合、密封或对齐,则应采用此方法。.
数控铣削
数控铣削 能够处理复杂的外部几何形状。能够处理多特征零件。支持高重复性的凹槽、槽口和异形曲面。适用于原型制作。您可以通过更新程序来更改几何形状。.
当零件具有多个相互关联的关键特征时,铣削加工是合适的选择。孔型、基准面和接口面都可以在一个图纸中统一控制。.
数控车削
数控车削 适用于对同心度和圆度要求较高的零件。轴、套筒、螺纹和阶梯直径等都是典型例子。车削加工通常与其他工序结合使用,例如当零件需要同时具备旋转和棱柱运动特征时。.
如果零件的关键要求是精确控制直径,车削加工效率很高。如果零件需要加工平面、型腔或侧面特征,则可根据需要将车削与铣削相结合。.
决定方法的关键差异
比较正确的维度。大多数流程方面的争论都会变得简单。.

公差和表面光洁度
机械加工能够实现严格的公差,并控制表面光洁度。如果您的零件需要紧密配合、精确对准或可靠的密封性能,请通过机械加工来实现这些特征。.
铸造在许多应用中都能达到较高的精度。这得益于精密的铸造工艺。但铸造精度取决于铸造方法、合金成分和零件几何形状。当公差要求严格时,铸件的关键特征需要进行机械加工。.
几何可行性
铸造工艺可以形成内部空腔,并能高效地制造复杂形状。型芯和模具设计使得从实心材料加工难以形成的形状成为可能。许多外壳和流体处理装置都是采用铸造工艺制造的。.
加工受限于刀具进给和工件夹持。深内通道的加工可能需要多步装夹,这可能并不实际。如果几何形状限制了刀具加工,铸造或混合加工就成为可行的选择。.
产量、交货时间和可扩展性
机械加工启动迅速。对于原型和小批量生产,可以从 CAD 设计图直接生产出零件,所需准备工作量极少。机械加工在早期开发阶段起着主导作用。.
铸造工艺需要模具和验证时间,但它更适合大批量生产。一旦模具验证成功,生产周期就会变得高效。如果市场需求稳定且高,铸造工艺可以降低单个零件的成本。.
成本结构和材料利用
铸造工艺的前期模具成本较高。但随着产量增加,单件成本会降低。近净成形工艺可以提高材料利用率。此外,还可以避免因去除大量废料而产生的额外费用。.
机械加工的前期模具成本较低。但单个零件的成本包括加工时间和材料损耗。如果零件加工过程中去除的原材料比例过高,成本就会上升。.
可以从成本角度来考虑。如果设计稳定且产量高,铸造工艺可以摊销模具成本,因此单位成本更低。如果设计变更频繁或产量较低,机械加工则在速度和灵活性方面更具优势。.
质量风险
铸造质量风险与凝固过程密切相关。可能会出现气孔、缩孔、翘曲和表面不规则等问题。如果工艺控制与设计不匹配,就会发生这种情况。因此,您必须制定质量控制计划和表面处理策略。.
机械加工可以避免凝固缺陷。加工的原材料是实心材料。主要风险包括刀痕、夹紧变形以及控制不力导致的刀具磨损。这些风险可以通过工艺规划和检验来控制。.
当零件的关键区域不能容忍内部空隙时,混合工艺是理想之选。先铸造成型,再加工去除缺陷严重的表面,最后根据加工基准进行验收。.
如何选择?
一个好的框架可以将图纸转化为工艺流程图。我们采用简单的顺序,它适用于原型制作和批量生产。.
- 第一步: 首先确定哪些部分必须有效。忽略那些看起来复杂的部分。密封端面决定着最终的成败。轴承孔也是如此。对准基准和螺纹接口至关重要。如果这些部分非常关键,那就计划进行机械加工。或者,也可以设计成铸造后可进行机械加工。.
- 步骤二: 将零件分为两个区域。A 区包含决定功能和装配的关键特征。B 区包含外观特征或非关键特征。这种划分避免了在所有地方都追求精度而支付过高的费用。它明确了铸造工艺适用的领域,以及机械加工必须应用的领域。.
- 步骤 3: 根据性能选择材料,然后确认可行性。有些合金易于铸造但加工难度大,而有些合金加工性能好但铸造质量不稳定。如果材料已确定,则调整工艺路线;如果工艺路线已确定,则调整材料或验收标准。务必明确决策。.
- 第四步: 如果急需零件,机械加工是最佳选择,它能适应设计变更。如果设计稳定且需求量大,铸造则更具吸引力。避免设定过于严格的产量门槛。盈亏平衡点取决于零件尺寸,而零件尺寸又取决于其复杂程度、材料成本和质量要求。估算整个生命周期的总成本和风险,包括原型制作、试生产和量产阶段。.
- 第五步: 根据关键特征和预期产量做出决策。如果是铸造,则需确定加工余量。明确哪些特征需要加工至最终尺寸。如果是机械加工,则需确认几何形状可加工。同时,需确认材料损耗在可接受范围内。.
如果采用混合式设计,务必精确界定其应用范围。混合式设计最适用于铸造大体积几何体。机器仅需与控制功能进行接口连接。这样既能降低成本,又能保持精度。.
| 决策驱动因素 | 铸件 | 加工 | 先铸造后机器 |
|---|---|---|---|
| 最适合 | 复杂形状、空腔、高体积 | 严格的公差、原型制作、可控的表面处理 | 复杂形状 + 关键特征 |
| 前期努力 | 工具和验证 | 编程和夹具 | 刀具 + 已制定的加工计划 |
| 规模化生产时的单件成本 | 低的 | 更高 | 通常经过优化 |
| 公差/表面光洁度 | 取决于方法;通常需要进行后续处理。 | 强劲且可预测 | 在关键部位进行加工 |
| 典型风险 | 孔隙率/收缩率/翘曲 | 工具访问、循环时间、废料 | 工艺规划和预算 |
结论
如果您需要速度、灵活性和严格的公差,请选择机加工。这是获得合格零件的最快途径。如果您需要复杂的几何形状和大批量生产,请选择铸造。一旦模具验证成功,铸造就能带来最佳的单位经济效益。如果您既需要形状复杂又需要精确的接口,那么先铸造后机加工是一种切实可行的方法。.
在 Yonglihao Machinery, 压铸公司, 我们帮您选择合适的方案。我们会根据零件的关键特征、材料、数量和验收标准进行推荐。请提供您的CAD模型、目标材料、预期产量以及控制功能的特征。我们会根据您的时间安排和质量要求,推荐合适的工艺路线。.
常问问题
铸造和机加工,哪个更便宜?
铸造在大批量生产时单价更低。这在模具摊销后才会出现。机械加工更适合原型制作和小批量生产,无需模具投资。真正的盈亏平衡点取决于零件的复杂程度、材料成本以及机械加工去除的材料量。.
铸造和机械加工,哪种更精确?
对于公差要求严格的工件,机械加工的精度更高,并且可以控制表面光洁度。铸造精度则取决于铸造方法和设计。许多铸件都需要进行机械加工来加工关键接口。如果设计中包含紧密配合或密封部件,则应针对这些特征规划机械加工。.
“先铸造后机加工”在什么情况下最适用?
铸造后进行机加工,以获得铸件的主要形状。而对于控制装配或性能的特征,则采用机加工。这种方法适用于壳体、阀体和带孔零件的装配,也适用于密封端面和轴承座的装配。它能减少浪费和成本,并在关键部位保持精度。.
我应该预先考虑哪些铸造缺陷,这些缺陷会如何影响验收?
典型风险包括气孔和收缩孔隙,以及翘曲和表面不规则。这些缺陷在密封面附近尤为重要,在孔和承载界面处也同样重要。铸造时应尽量接近最终形状,并对关键特征进行机械加工以去除缺陷,同时严格控制最终尺寸。.
哪些特征难以加工?有哪些切实可行的解决方法?
封闭腔体加工难度大,深内通道加工也同样困难。刀具进给不便的结构加工成本更高。可采用铸造工艺形成内部几何形状,然后加工易于接近的关键接口。在某些情况下,为了方便刀具进给,需要重新设计结构。这样可以在不改变功能的前提下降低加工复杂度。.



