
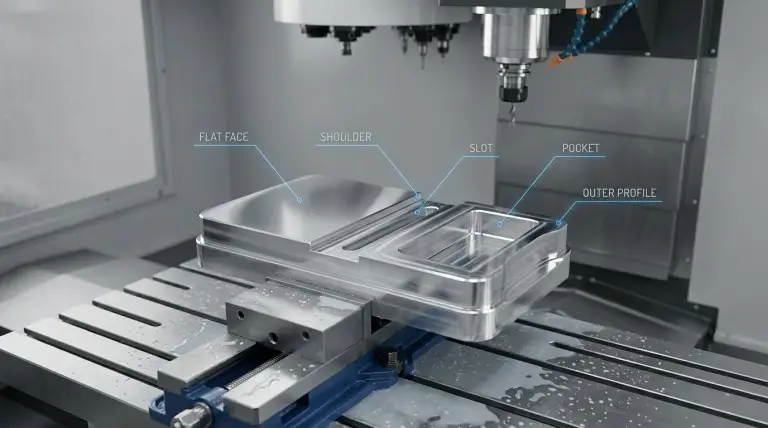

Pemilihan operasi penggilingan untuk Bagian CNC Pendekatan ini bekerja paling baik ketika Anda mengaitkan setiap nama operasi dengan fitur spesifik, referensi datum, dan batasan akses alat. Banyak masalah penawaran dan pembuatan terjadi ketika orang memperlakukan "penggilingan" sebagai satu langkah tunggal alih-alih rencana fitur demi fitur. Artikel ini menjelaskan jenis operasi penggilingan dalam format yang mengutamakan pengambilan keputusan. Ini mendukung permintaan penawaran (RFQ), perencanaan proses, dan pembuatan prototipe.
Operasi penggilingan menggambarkan bagaimana alat pemotong yang berputar berinteraksi dengan material untuk membuat permukaan atau fitur tertentu. Penggilingan permukaan menciptakan permukaan planar yang lebar. Penggilingan alur menciptakan saluran sempit dengan batasan pengeluaran serpihan. Perbedaan ini memengaruhi risiko stabilitas, perilaku gerinda, dan strategi inspeksi.
Di Yonglihao Machinery, kami menggunakan nama operasi penggilingan sebagai bahasa bersama untuk ulasan layanan permesinan CNC. Kami menjaga agar bahasanya tetap konkret. Kami menghubungkan setiap operasi dengan hasil fitur dan kondisi pertama yang harus Anda verifikasi. Pendekatan ini mengurangi asumsi sebelum pemrograman dan pengaturan dimulai.
Apa itu Operasi Penggilingan?
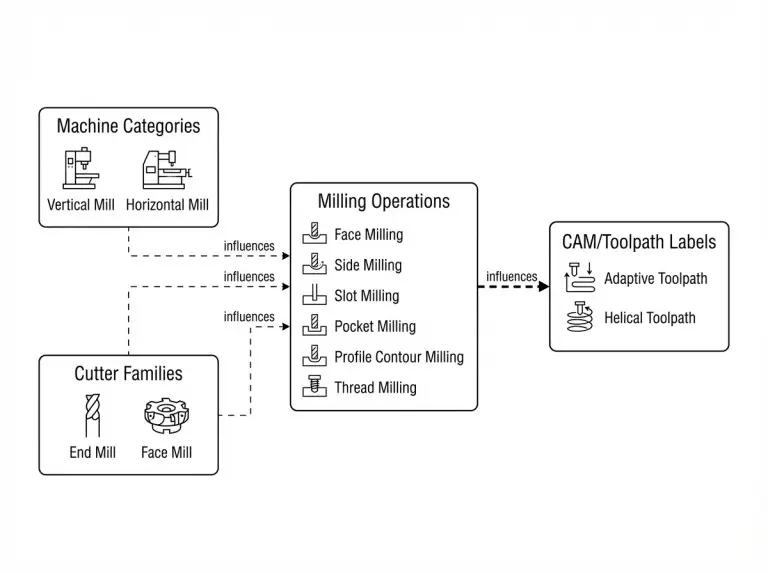
Operasi penggilingan Jenis operasi didefinisikan oleh keterlibatan pahat dan hasil fitur. Jenis operasi tidak didefinisikan oleh gaya mesin, famili alat, atau label perangkat lunak CAM. Jenis operasi harus menggambarkan aksi pemotongan yang menghasilkan lantai, dinding, alur, ulir, atau profil. Kategori mesin dan strategi jalur pahat memengaruhi kelayakan, tetapi bukan merupakan jenis operasi.
Label mesin seperti mesin penggiling vertikal atau horizontal menggambarkan platform dan orientasi spindel yang khas. Label alat seperti penggiling ujung atau penggiling muka menggambarkan keluarga pemotong dengan banyak geometri dan batasan. Label CAM menjelaskan bagaimana jalur pahat dihasilkan. Hal ini dapat berpengaruh secara operasional, tetapi label tersebut tidak menentukan hasil fitur.
Dua lensa klasifikasi menjaga terminologi tetap stabil ketika bagian-bagian menjadi kompleks. Lensa pertama adalah keterlibatan pemotong dominan. Ini memisahkan keterlibatan permukaan, keterlibatan periferal, dan keterlibatan campuran. Lensa kedua adalah geometri fitur. Ini mengelompokkan operasi berdasarkan permukaan planar, langkah, dinding, alur, kantong, profil, ulir, dan gigi roda.
Operasi Penggilingan vs. Kategori Mesin
Nama operasi penggilingan harus menjawab permukaan atau fitur apa yang sedang dihasilkan. Nama tersebut juga harus menjelaskan bagaimana pahat bekerja untuk menghasilkannya. “Penggilingan permukaan acuan” adalah pernyataan operasi yang dapat diverifikasi karena hasilnya jelas dan terukur. “Menggunakan mesin penggiling vertikal” bukanlah operasi penggilingan karena tidak menjelaskan fitur yang sedang dibuat.
Anda harus mempersempit nama keluarga alat ke dalam pernyataan operasi sebelum dapat ditindaklanjuti. "Penggilingan ujung" dapat berarti penggilingan alur, penggilingan saku, penggilingan kontur profil, atau proses penyelesaian dengan risiko yang berbeda. Rencana proses harus menyatakan hasil fitur terlebih dahulu, kemudian keluarga alat dan strateginya.
Klasifikasi berdasarkan Keterlibatan dan Geometri Pemotong
Klasifikasi berdasarkan keterlibatan membantu memprediksi stabilitas dan perilaku penyelesaian. Keterlibatan permukaan biasanya bergantung pada dukungan di bawah pemotongan dan kondisi masuk/keluar. Keterlibatan perifer bergantung pada kekakuan alat, tinggi dinding, dan keterlibatan yang konsisten sepanjang pemotongan.
Klasifikasi berbasis fitur menjaga pemilihan tetap berlandaskan pada gambar. Slot yang dalam berperilaku berbeda dari saku yang lebar, meskipun keduanya merupakan "fitur internal". Ulir atau gigi roda gigi adalah kelas fitur dengan batasan inspeksi dan kecocokan yang unik. Anda harus menyatakan hal ini secara eksplisit.
Kesalahpahaman Umum dalam Pemilihan Mesin Penggilingan
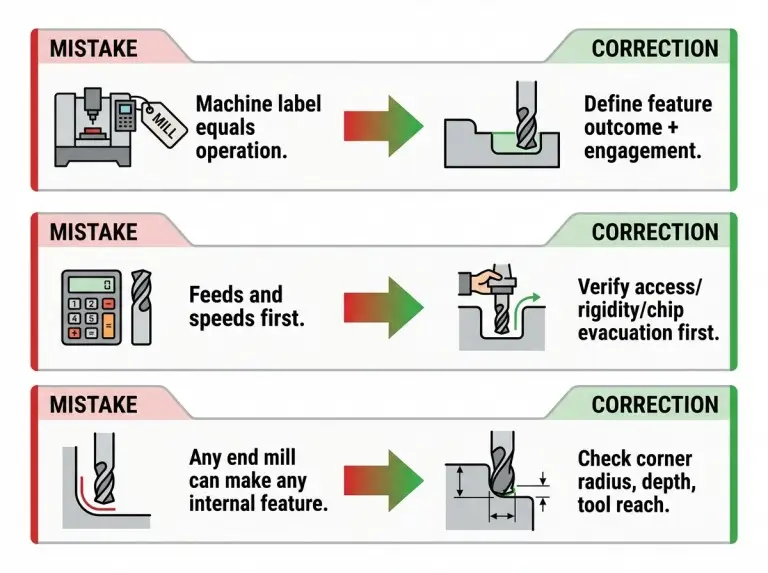
Sebagian besar kesalahan operasi penggilingan berasal dari penggunaan label sebagai jalan pintas. Orang sering melewatkan verifikasi geometri, akses, dan tujuan inspeksi. Pembaca menghafal daftar operasi dan kemudian menerapkan operasi yang salah karena mereka tidak memeriksa batasan fitur. Perbaikan tercepat adalah dengan mengoreksi kebiasaan ini, bukan dengan menambahkan lebih banyak jargon.
Masalah berulang lainnya adalah memperlakukan tabel parameter sebagai titik awal. Kecepatan dan laju pemakanan bergantung pada material, geometri pemotong, kekakuan, strategi pendingin, dan pembuangan serpihan. Rencana yang stabil dimulai dengan kelayakan fitur. Rencana ini menggunakan parameter sebagai langkah penyetelan yang terkontrol.
Istilah Mesin yang Mencampuradukkan dengan Jenis Operasi
Istilah-istilah tipe mesin menyembunyikan variabel keputusan yang sebenarnya mengontrol kelayakan. Mesin milling CNC 3 sumbu dapat melakukan milling permukaan, milling rongga, dan milling kontur. Namun, mesin ini masih dapat gagal pada rongga yang dalam karena jangkauan pahat dan interferensi penjepit. Pemilihan operasi harus dimulai dari batasan fitur. Baru kemudian Anda harus memvalidasinya terhadap kemampuan mesin.
Istilah seperti "pemotongan universal" menggambarkan fleksibilitas mesin, bukan tindakan pemotongan spesifik. Istilah-istilah tersebut tidak memberi tahu inspektur permukaan apa yang sedang dikendalikan atau geometri apa yang sedang dibuat. Kesenjangan tersebut biasanya menyebabkan kriteria penerimaan yang tidak jelas.
Memverifikasi Kecepatan dan Laju Umpan Terakhir
Kecepatan dan laju pemakanan dihasilkan dari pengaturan yang terverifikasi dan rencana pengerjaan. Memulai dari tabel parameter akan menimbulkan keyakinan yang keliru. Kendala sebenarnya seringkali adalah tonjolan pahat, kelenturan dinding, atau penumpukan serpihan di alur yang dalam. Verifikasi harus difokuskan terlebih dahulu pada jangkauan, jarak bebas, dan penyangga.
Rencana penggilingan yang stabil harus mengidentifikasi mode kegagalan dominan yang perlu dicegah. Getaran, defleksi, dan pembentukan gerinda biasanya disebabkan oleh kekakuan dan kondisi kontak. Anda harus mengontrol kondisi tersebut sebelum penyetelan numerik dimulai.
Label CAM Bukanlah Jenis Operasi
CAM adalah alur kerja untuk menghasilkan jalur pahat. Ini bukan jenis operasi penggilingan yang menggambarkan hasil fitur. Pernyataan operasi yang mudah dikutip harus menentukan fitur dan keterlibatannya. Misalnya, "penggilingan saku dasar rongga" atau "penggilingan ulir ulir internal". Anda dapat menambahkan strategi CAM nanti sebagai pilihan implementasi.
Perbedaan ini penting karena pilihan CAM mengubah perilaku siklus dan risiko. Namun, pilihan tersebut tidak menggantikan persyaratan fitur. Jika fitur tersebut ambigu, label CAM tidak akan menyelesaikannya. Rencana proses tetap membutuhkan geometri, datum, dan tujuan inspeksi.
Jenis-Jenis Utama Operasi Penggilingan
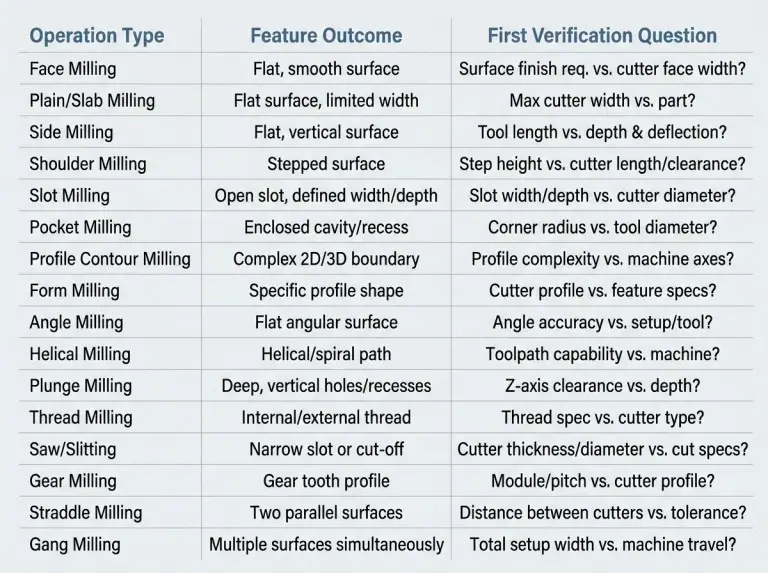
Daftar praktis jenis operasi penggilingan harus menghubungkan setiap operasi dengan fitur yang dihasilkannya. Daftar tersebut juga harus terhubung dengan batasan pertama yang harus Anda verifikasi. Tujuannya bukan untuk menghafal nama-nama. Tujuannya adalah untuk memilih operasi yang sesuai dengan geometri, akses, dan pengukuran. Tabel perbandingan singkat di bawah ini menyoroti kebingungan umum yang muncul dalam RFQ (Request for Quotation).
|
Operasi yang sering membingungkan |
Apa yang berbeda dalam hasil fitur? |
Hal yang perlu diverifikasi sebelum memilih |
|---|---|---|
|
Penggilingan permukaan vs penggilingan polos |
Penggilingan permukaan menargetkan permukaan datar yang luas dengan kontak permukaan. Penggilingan polos menargetkan permukaan datar dengan kontak periferal. |
Dukungan di bawah ini, konsistensi keterlibatan, dan apakah tujuan penyelesaiannya fungsional atau kosmetik. |
|
Penggilingan samping vs penggilingan bahu |
Penggilingan samping menghasilkan dinding yang lebar. Penggilingan bahu menargetkan langkah yang terdefinisi dengan bahu 90 derajat yang tajam. |
Datum langkah, kontrol ketinggian bahu, dan kekakuan alat untuk ketinggian dinding. |
|
Penggilingan alur vs pemotongan dengan gergaji |
Penggilingan alur menargetkan saluran dengan menggunakan pahat ujung atau pemotong alur. Penggilingan gergaji menargetkan celah tipis dan perilaku pemisahan bagian. |
Lebar slot, kedalaman, jalur keluar chip, dan apakah diperlukan celah tipis. |
|
Kontur profil vs penggilingan bentuk |
Penggilingan profil mengikuti jalur untuk menghasilkan bentuk. Penggilingan bentuk mencetak bentuk alat yang telah ditentukan ke dalam bagian tersebut. |
Persyaratan sudut, metode pengukuran profil, dan sensitivitas keausan dari geometri yang dibentuk. |
|
Penggilingan heliks vs penggilingan celup |
Penggilingan heliks menghasilkan lubang atau rongga. Penggilingan celup menghilangkan material terutama secara aksial. |
Kekakuan mesin, pembuangan serpihan, kedalaman fitur, dan jarak bebas untuk jalur masuk landai atau menukik. |
Penggilingan Permukaan untuk Perataan Permukaan
Memilih penggilingan wajah Saat Anda harus membuat atau membersihkan permukaan planar dengan kerataan terkontrol di area yang luas. Pertanyaan verifikasi utama: Dapatkah Anda menopang bagian di bawah potongan tanpa distorsi atau getaran? Rencana yang kuat menyatakan permukaan mana yang menjadi referensi datum. Rencana tersebut juga menjelaskan bagaimana Anda akan melindungi datum tersebut selama penjepitan.
Penggilingan Polos untuk Permukaan Datar
Menggunakan penggilingan biasa Untuk menghilangkan material dan menciptakan permukaan datar di mana sumbu pemotong sejajar dengan benda kerja. Pertanyaan verifikasi utama: Dapatkah kontak tetap konsisten sepanjang panjang pemotongan tanpa menyebabkan kemiringan akibat defleksi? Operasi ini sering muncul bersamaan dengan terminologi penggilingan slab. Rencana proses harus mendefinisikan kontak dan hasilnya, bukan hanya namanya.
Penggilingan Samping untuk Dinding
Penggilingan samping Menghasilkan dinding vertikal, bahu, dan permukaan samping menggunakan tepi pemotong periferal. Pertanyaan verifikasi utama: Dapatkah tinggi dinding dan tonjolan alat tetap cukup kaku untuk menghindari lengkungan atau getaran dinding? Rencana yang andal menyatakan apakah diperlukan penyelesaian akhir untuk mengontrol geometri dinding.
Penggilingan Bahu untuk Tangga
Penggilingan bahu menargetkan undakan yang terdefinisi dengan lantai datar dan dinding vertikal yang bertemu di sudut yang tajam. Pertanyaan verifikasi utama: Permukaan mana yang mengontrol undakan dan bagaimana Anda akan mengukur bahu relatif terhadap datum? Operasi ini membutuhkan perencanaan toleransi yang eksplisit ketika bahu tersebut berfungsi untuk perakitan.
Penggilingan Ujung untuk Fitur Campuran
Penggilingan ujung Menggambarkan keluarga operasi yang luas yang digunakan untuk membuat fitur melalui keterlibatan aksial dan radial. Pertanyaan verifikasi utama: Kelas fitur mana yang dimaksud? Penggilingan ujung dapat berarti pembuatan alur, kantong, profil, atau pekerjaan penyelesaian. Rencana proses harus menyatakan hasil fitur dan tujuan pengukuran daripada menggunakan "penggilingan ujung" sebagai rencana lengkap.
Penggilingan Alur untuk Saluran
Penggilingan alur Menciptakan saluran sempit di mana lebar merupakan dimensi pengendali. Pertanyaan verifikasi utama: Dapatkah serpihan keluar dari slot tanpa pengemasan, terutama saat kedalaman meningkat? Perencanaan inspeksi juga harus menentukan bagaimana Anda mengukur lebar dan posisi slot relatif terhadap skema datum.
Penggilingan Saku untuk Rongga Internal
Penggilingan saku menciptakan rongga internal dan menghasilkan dasar saku hingga kedalaman tertentu. Pertanyaan verifikasi utama: Apakah radius sudut, kedalaman, dan jarak bebas alat memungkinkan jangkauan alat yang stabil tanpa gangguan penjepit? Perlakukan dasar saku dengan peran penyegelan atau bantalan fungsional sebagai permukaan terkontrol. Permukaan tersebut memerlukan titik pemeriksaan verifikasi yang eksplisit.
Penggilingan Kontur Profil untuk Tepi
Penggilingan kontur profil menghasilkan bentuk eksternal dan jalur tepi terkontrol yang menentukan ukuran dan kesesuaian bagian. Pertanyaan verifikasi utama: Tepi mana yang penting dari segi ukuran dibandingkan dengan tepi yang hanya bersifat kosmetik? Strategi penyelesaian dan fokus inspeksi berbeda untuk masing-masing. Penjepitan harus menjaga agar bagian tersebut mengacu pada datum yang stabil untuk mencegah pergeseran profil.
Penggilingan Bentuk untuk Jari-jari Tertentu
Penggilingan bentuk menggunakan pahat dengan profil yang telah ditentukan untuk menghasilkan kontur yang sesuai pada benda kerja. Pertanyaan verifikasi utamanya: Dapatkah toleransi profil dan metode pengukuran mengontrol efek keausan pahat? Operasi ini masuk akal jika geometrinya konsisten dan dapat diperiksa sebagai fitur yang terbentuk.
Penggilingan Sudut untuk Chamfer
Penggilingan sudut menghasilkan fitur di mana pahat berinteraksi pada suatu sudut untuk menghasilkan chamfer, alur, atau geometri ekor burung. Pertanyaan verifikasi utama: Apakah fitur sudut tersebut dikendalikan oleh datum? Apakah akses pahat tersedia tanpa benturan? Rencana proses harus menyatakan permukaan bersudut mana yang fungsional dan bagaimana Anda akan mengukurnya.
Penggilingan Heliks untuk Fitur Melingkar
Penggilingan heliks menghasilkan lubang atau rongga melingkar dengan menggerakkan pahat sepanjang jalur heliks. Pertanyaan verifikasi utama: Dapatkah mesin dan pengaturan mempertahankan keterlibatan yang stabil selama pergerakan pahat tanpa kegagalan evakuasi serpihan? Pilih metode ini ketika pemasukan yang terkontrol dan perilaku interpolasi melingkar penting untuk kualitas fitur.
Penggilingan Celup untuk Penghilangan Aksial
Penggilingan celup menghilangkan material terutama melalui masuknya material secara aksial. Ini membantu dalam rongga yang dalam atau akses lateral yang terbatas. Pertanyaan verifikasi utama: Dapatkah alat dan pengaturan menangani beban aksial dan pembuangan serpihan tanpa merusak dinding fitur? Kerangka operasi ini harus mempertimbangkan batasan akses dan risiko stabilitas, bukan sebagai jalan pintas penggilingan kasar secara umum.
Penggilingan Ulir untuk Ulir yang Dapat Dimesin
Pembuatan ulir dengan cara menggerakkan pahat sepanjang jalur heliks yang menentukan geometri ulir. Pertanyaan verifikasi utama: Apakah spesifikasi ulir, akses fitur, dan metode inspeksi didefinisikan dengan cukup baik untuk memvalidasi ulir tersebut? Rencana proses harus mengkonfirmasi tujuan pembuatan ulir, seperti harapan kesesuaian dan pendekatan verifikasi. Jangan berasumsi akan ada satu hasil "standar" saja.
Penggilingan Gergaji untuk Pemotongan
Pemotongan dengan gergaji, atau penggergajian, menggunakan pemotong bundar tipis untuk membuat celah sempit atau bagian terpisah. Pertanyaan verifikasi utama: Apakah diperlukan celah tipis dan jalur pemotongan yang terkontrol? Apakah pengaturan tersebut mencegah getaran bagian selama pemisahan? Operasi ini sensitif terhadap penjepitan benda kerja dan deformasi bagian ketika bagian menjadi tipis.
Penggilingan Gigi untuk Profil Gigi
Penggilingan roda gigi menghasilkan gigi roda gigi menggunakan pemotong dan jalur pahat yang dirancang untuk geometri gigi. Pertanyaan verifikasi utama: Geometri gigi dan metode pengukuran mana yang menentukan penerimaan untuk aplikasi tersebut? Karena fitur roda gigi bersifat fungsional dan bergantung pada inspeksi, RFQ (Request for Quotation) harus menyatakan bagaimana Anda memverifikasi roda gigi tersebut. RFQ juga harus menyatakan batasan apa yang paling penting.
Penggilingan Straddle Permukaan Paralel
Mesin milling straddle memproses dua permukaan paralel secara bersamaan. Hal ini mengurangi pengaturan saat jarak dan paralelisme menjadi penting. Pertanyaan verifikasi utama: Dapatkah penyelarasan dan skema datum mengontrol kedua permukaan secara andal dalam satu pengaturan? Perencanaan inspeksi harus memisahkan kontrol jarak dari kontrol paralelisme untuk mendiagnosis penyimpangan.
Fitur Ganda Penggilingan Kelompok
Penggilingan berkelompok (gang milling) menggunakan beberapa mata pisau untuk menghasilkan beberapa fitur dalam satu kali proses. Pertanyaan verifikasi utama: Apakah toleransi fitur kompatibel dengan efek penyelarasan dan penyimpangan yang sama di seluruh mata pisau? Pendekatan ini paling efektif ketika pengulangan dan pengurangan penanganan lebih penting daripada langkah-langkah verifikasi penyelarasan tambahan.
Kriteria Pemilihan Operasi Penggilingan
Pemilihan operasi menjadi dapat dipertanggungjawabkan ketika Anda memverifikasi geometri, datum, dan target inspeksi sebelum memilih alat atau parameter. Pembaca harus memperlakukan pemilihan sebagai pengecekan batasan, bukan pernyataan preferensi. Operasi yang benar adalah operasi yang dapat Anda laksanakan dan ukur di bawah batasan akses dan kekakuan.
Geometri menentukan diameter dan jangkauan alat, yang pada gilirannya meningkatkan risiko defleksi. Datum menentukan bagaimana kesalahan menumpuk dan bagaimana Anda memverifikasi fitur. Persyaratan menentukan apakah Anda memerlukan urutan pengerjaan kasar dan halus. Persyaratan juga menentukan permukaan mana yang layak mendapatkan penyelesaian akhir yang terkontrol.
Pemilihan Berdasarkan Fitur
Klasifikasi fitur harus dimulai dengan permukaan yang mengontrol fungsi. Permukaan penyegelan dan permukaan kosmetik sama-sama bisa rata. Namun, prioritas verifikasi dan pendekatan penyelesaiannya berbeda. Ulir atau gigi roda gigi adalah kelas fitur yang harus Anda sebutkan secara eksplisit karena penerimaan didorong oleh inspeksi.
Pemilihan operasi harus mengidentifikasi permukaan pengendali untuk setiap fitur. Penggilingan alur biasanya mengendalikan lebar saluran. Penggilingan saku biasanya mengendalikan kedalaman lantai dan jarak bebas rongga. Penggilingan ulir dan penggilingan roda gigi memerlukan definisi tentang bagaimana Anda memverifikasi fitur tersebut. Geometri saja mungkin tidak menggambarkan penerimaan fungsional.
Logika Datum dan Kelayakan
Strategi datum menentukan di mana benda kerja dirujuk dan di mana toleransi dijangkarkan. Penggilingan permukaan sering kali menciptakan bidang datum yang stabil sejak awal. Dinding dan profil selanjutnya merujuk pada bidang ini. Rencana datum yang lemah dapat menghasilkan bagian yang konsisten tetapi tetap gagal dalam perakitan karena susunan referensinya salah.
Kelayakan pengaturan bergantung pada penjepitan benda kerja dan akses. Kantong yang dalam mungkin secara teori dapat dikerjakan. Tetapi mungkin tidak mungkin dalam praktiknya jika penjepit menghalangi masuknya alat atau memaksa terjadinya overhang yang berlebihan. Rencana yang kredibel harus menyatakan zona penjepitan, asumsi jarak bebas, dan permukaan inspeksi yang digunakan untuk memvalidasi stabilitas pengaturan.
Toleransi dan Tujuan Permukaan
Tujuan toleransi memengaruhi apakah Anda menghasilkan suatu fitur dalam satu operasi atau membaginya menjadi tahapan kasar dan halus. Dinding yang mengontrol kesesuaian seringkali mendapat manfaat dari strategi penyelesaian yang mengontrol defleksi dan menyisakan toleransi yang konsisten. Lantai yang mengontrol ketinggian rakitan seringkali membutuhkan kondisi penyelesaian yang stabil untuk menghindari pola getaran.
Tujuan permukaan juga mengubah manajemen risiko. Perilaku gerinda dan kualitas tepi bergantung pada material dan kondisi keluaran alat. Pilihan arah dan urutan penyelesaian memengaruhi kondisi ini. Keputusan-keputusan tersebut harus dirumuskan sebagai pilihan verifikasi yang bergantung pada perilaku mesin dan kekakuan pengaturan.
Pertukaran antara Stabilitas dan Risiko
Stabilitas, pengendalian serpihan, dan batasan akses mendorong pertimbangan yang lebih matang dalam berbagai operasi penggilingan daripada nama operasinya sendiri. Getaran dan defleksi berkorelasi dengan tonjolan pahat, kelenturan dinding, dan mode pengikatan. Rencana yang andal mengidentifikasi risiko dominan dan memilih operasi yang mengurangi risiko tersebut.
Operasi yang berbeda menghasilkan tuntutan pembuangan serpihan yang berbeda pula. Penggilingan alur dan penggilingan saku dalam memusatkan serpihan di ruang terbatas. Penggilingan permukaan biasanya menyebarkan serpihan lebih bebas. Perbedaan ini memengaruhi panas, perilaku gerinda, dan apakah suatu fitur dapat diproduksi tanpa risiko pembersihan sekunder.
Batasan Keterlibatan dan Kekakuan
Batasan kekakuan bergantung pada keseluruhan sistem. Ini termasuk spindel, pemegang alat, pemotong, dan penjepit benda kerja. Alat dengan jangkauan panjang memperbesar defleksi. Hal ini dapat mengubah kelurusan dinding atau kerataan lantai. Rencana yang stabil meminimalkan tonjolan dan menghindari tingkat keparahan kontak yang tidak perlu untuk fitur tersebut.
Keterikatan yang terputus dan bagian berdinding tipis meningkatkan risiko getaran. Keterikatan periferal dan samping dapat menjadi tidak stabil ketika bagian tersebut memberikan dukungan terbatas di dekat zona pemotongan. Verifikasi harus fokus pada penempatan penyangga dan apakah geometri fitur mengubah bagian tersebut menjadi pegas yang lentur.
Mengelola Evakuasi Serpihan dan Gerinda
Risiko evakuasi serpihan paling tinggi terjadi pada alur dan rongga yang dalam dengan jalur keluar yang terbatas. Penumpukan serpihan dapat menyebabkan pemotongan ulang, panas berlebih, dan kerusakan tepi. Hal ini terlihat sebagai permukaan yang buruk atau penyimpangan dimensi. Rencana operasi harus menentukan jalur keluar serpihan dan apakah bantuan pendingin atau udara memungkinkan.
Risiko terbentuknya gerinda bergantung pada perilaku material dan arah keluarnya pahat di tepi. Pilihan arah seperti pemotongan menanjak atau pemotongan konvensional dapat mengubah cara pahat membebani benda kerja. Pilihan tersebut juga mengubah cara tepi benda kerja patah. Pilihan yang tepat bergantung pada kontrol celah balik mesin, kekakuan penahan benda kerja, dan persyaratan kualitas tepi. Anggaplah ini sebagai keputusan yang dapat diverifikasi.
Jangkauan Alat dan Batasan Sudut
Kendala jangkauan muncul ketika kedalaman fitur membutuhkan alat yang panjang atau ketika perlengkapan menghalangi akses. Radius sudut internal yang kecil dapat memaksa penggunaan alat berdiameter kecil dengan peningkatan risiko defleksi. Rencana proses harus menyatakan radius internal minimum yang dapat diterima. Kendala tunggal itu dapat mengubah seluruh jalur operasi.
Batasan sudut dan akses juga memengaruhi perilaku penyelesaian pada profil. Radius yang sempit dapat mengubah kontak dan menciptakan perbedaan permukaan lokal. Verifikasi harus mengidentifikasi sudut mana yang fungsional dan bagaimana Anda akan memeriksanya.
Kesimpulan
Pemilihan operasi penggilingan yang andal berasal dari pencocokan jenis dengan geometri fitur, tujuan acuan, dan akses alat yang terverifikasi. Pada Yonglihao Machinery, kami memperlakukan daftar operasi sebagai alat bantu pengambilan keputusan untuk kami layanan penggilingan, Bukan sekadar daftar kosakata. Kami meninjau gambar untuk radius sudut, batas jangkauan, dan prioritas inspeksi sebelum menetapkan jalur proses. Ketika suatu persyaratan bergantung pada kekakuan pengaturan atau evakuasi serpihan, kami menyatakan ketergantungan tersebut. Kami memverifikasinya dengan metode penjepitan dan pengukuran yang dimaksud. Bagikan data penting, permukaan fungsional, dan batasan aksesibilitas sejak dini. Dengan demikian, kami dapat menyelaraskan pilihan operasi dengan hasil yang harus dicapai oleh komponen tersebut.
Tanya Jawab Umum
Keputusan praktis dalam operasi penggilingan bergantung pada batasan fitur. Anda harus menyatakan dan memverifikasi batasan ini sebelum pemrograman dimulai. Pertanyaan-pertanyaan di bawah ini berfokus pada pilihan-pilihan yang paling umum yang mengubah pilihan operasi dan risiko inspeksi.
Kapan menggunakan penggilingan permukaan dibandingkan penggilingan biasa?
Penggilingan permukaan biasanya lebih aman ketika Anda harus menghasilkan permukaan acuan yang lebar dengan permukaan planar yang dapat diprediksi. Penggilingan polos cocok ketika keterlibatan periferal sepanjang permukaan yang panjang adalah kondisi dominan dan pengaturan menjaga keterlibatan tetap konsisten. Verifikasi pilihan tersebut terhadap dukungan bagian, risiko gangguan, dan permukaan mana yang mengontrol acuan selanjutnya.
Kapan pemotongan alur lebih baik daripada pemotongan dengan gergaji?
Penggilingan alur biasanya tepat ketika saluran merupakan fitur fungsional dengan lebar, kedalaman, dan posisi yang terkontrol. Pemotongan dengan gergaji tepat ketika Anda membutuhkan celah tipis, celah sempit, atau perilaku pemisahan bagian. Verifikasi keputusan tersebut terhadap jalur keluar serpihan, stabilitas penahan benda kerja saat bagian menipis, dan geometri alur yang dibutuhkan.
Apakah saya sebaiknya menggunakan mesin penggiling ulir atau mesin pembuat ulir?
Penggilingan ulir seringkali lebih disukai ketika Anda dapat mempertahankan pembentukan ulir yang terkontrol dan jarak akses dengan jalur pahat heliks. Pengetapan berfungsi ketika akses, spesifikasi ulir, dan toleransi risiko sesuai dengan metode pembentukan atau pemotongan aksial. Pilihan terbaik bergantung pada aksesibilitas, perilaku material, dan bagaimana Anda memverifikasi penerimaan ulir.
Kapan harus memilih pemotongan heliks dibandingkan pemotongan celup?
Penggilingan heliks biasanya lebih baik ketika pemasukan landasan yang terkontrol dan kualitas fitur melingkar menjadi prioritas untuk lubang. Penggilingan celup membantu ketika akses lateral terbatas dan penghilangan aksial sesuai dengan kondisi kekakuan. Pilihan yang tepat bergantung pada kekakuan mesin, kedalaman fitur, dan apakah evakuasi serpihan tetap andal.
Apa yang perlu didefinisikan untuk penawaran harga pengerjaan roda gigi?
Jangan memberikan penawaran untuk pekerjaan penggilingan roda gigi tanpa definisi geometri gigi yang jelas. Anda juga memerlukan pendekatan pengukuran yang sesuai dengan penerimaan fungsional. Fitur roda gigi bergantung pada inspeksi. Label umum "penggilingan roda gigi" tidak menentukan apa yang harus dikontrol. Input bergantung pada kondisi pemasangan, metode inspeksi, dan permukaan mana yang kritis terhadap fungsi.
Kapan teknik straddle milling atau gang milling bermanfaat?
Pertimbangkan penggilingan straddle atau gang ketika beberapa permukaan atau fitur berbagi skema datum. Hal ini juga bermanfaat ketika pengurangan penanganan memiliki nilai yang terukur. Pendekatan ini meningkatkan risiko penyelarasan dan penumpukan. Pendekatan ini memerlukan verifikasi jarak dan strategi inspeksi yang jelas. Jika fitur memiliki prioritas toleransi yang berbeda, operasi terpisah dapat lebih mudah dikendalikan.



