


يبدأ اتخاذ القرار الصائب بشأن ماكينة الخراطة أو التفريز CNC بتحديد تفاصيل القطعة بدقة. يجب تحديد هندسة القطعة وخصائصها الأساسية وأهداف الإعداد قبل اختيار الماكينة. في Yonglihao Machinery، نعتمد هذا النهج القائم على تحديد المعلومات أولاً. فالتعريفات المبهمة للقطعة تؤدي إلى اختيار ماكينات خاطئة وإعادة عمل يمكن تجنبها. يقارن هذا الدليل بين طرق التفريز والخراطة CNC، والطرق المدمجة. سنتناول الجوانب الميكانيكية، وملاءمة القطعة، وأنواع الماكينات، وخطوات التحقق الرئيسية.
تُزيل كلٌّ من عمليات الخراطة والتفريز باستخدام الحاسوب (CNC) المواد من قطعة العمل باستخدام أنظمة تحكم مُبرمجة. تبدأ هذه العمليات عادةً بنموذج تصميم بمساعدة الحاسوب (CAD) وخطة مسار الأداة. مع ذلك، لا تتناول هذه المقالة البرمجة، بل تُركز على المسائل العملية التي تؤثر على النتائج: ما الذي يدور، وما الذي يُحدد نقاط الإسناد، وما الذي يجب تثبيته في عملية إعداد واحدة.
تعريف مصطلحات الآلة
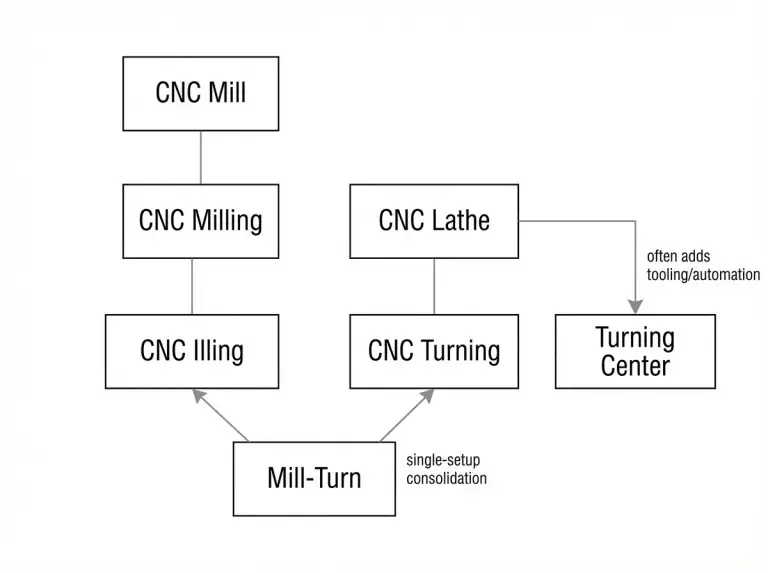
قد تكون المصطلحات مثل "المخرطة" و"مركز الخراطة" و"المخرطة-الطحن" مُربكة. تتشابه قدرات المخرطة CNC وآلة الخراطة CNC ومركز الخراطة. الخراطة هي العملية الأساسية التي تُنتج أشكالًا دائرية حول محور الدوران. "المخرطة" هو الاسم الشائع لهذا النوع من الآلات. عادةً ما يمتلك مركز الخراطة أدوات وأنظمة أتمتة أكثر تطورًا، ولكن يجب التحقق من قدراته بناءً على خصائص القطعة المراد تشكيلها، وليس بناءً على المصطلحات التسويقية.
آلة الطحن CNC هي نوع من أنواع الآلات، بينما عملية الطحن باستخدام الحاسوب (CNC) هي العملية. في عملية التفريز، تقوم أداة قطع دوارة بإزالة المادة أثناء تحرك الآلة على محاور مختلفة. يُنظر إلى التفريز غالبًا على أنه الأسلوب الأمثل نظرًا لفعاليته مع العديد من الأجزاء المنشورية. ولتجنب الالتباس، نذكر البيانات الوظيفية والميزات الخاصة بالجزء قبل ذكر اسم الآلة.
تجمع آلة الخراطة والطحن بين عدة إمكانيات. ولا تُعدّ دائمًا ترقيةً مُجدية. تُعدّ عملية الخراطة والطحن مثاليةً عندما تكون خصائص الخراطة والطحن مترابطةً بشكلٍ وثيق دون الحاجة إلى إعادة تثبيت القطعة. نوضح هذا الأمر مُبكرًا حتى لا تختار الفرق عمليةً مُعقدةً بينما يُمكن استخدام عمليةٍ أبسط وأكثر فعالية.
من أبسط طرق التحقق التأكد مما إذا كان الجزء يتطلب خصائص غير دورانية تعتمد على محور الدوران في نفس الإعداد. إذا كانت لديك ثقوب متقاطعة أو أسطح مستوية أو مجاري مفاتيح تتطلب دقة عالية في تحديد موقعها بالنسبة لمحور المغزل، فقد يكون مركز الدوران ذو القدرات الإضافية أو نظام الدوران والطحن هو الخيار الأمثل. أما إذا لم تكن هذه الخصائص بالغة الأهمية أو كان بالإمكان استخدام أداة تثبيت ثانية، فغالبًا ما يكون التحقق من صحة عملية منفصلة أسهل.
آليات القطع في عمليات التفريز مقابل الخراطة
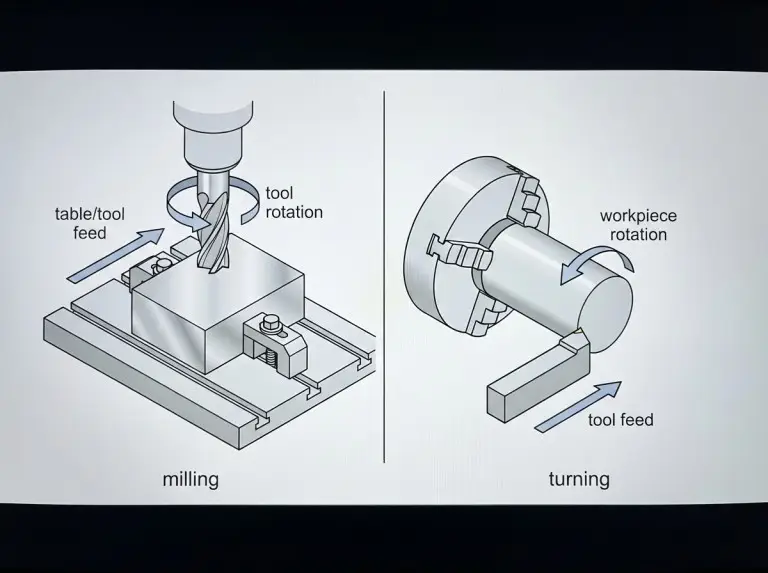
تستخدم عملية التفريز باستخدام الحاسوب (CNC) قاطعًا دوارًا لإزالة المواد بينما يثبت جهاز التثبيت قطعة العمل. عادةً ما يحتوي القاطع على حواف متعددة. تقوم الآلة بتغذية الأداة أو الطاولة على طول محاور مبرمجة لإنشاء أسطح مستوية، وتجاويف، وفتحات، ومقاطع جانبية. نرى أن التفريز هو الخيار الأمثل للأجزاء المنشورية حيث تتحكم البيانات المستوية في وظيفة الجزء.
الخراطة باستخدام الحاسب الآلي تدور قطعة العمل أثناء تغذية أداة القطع بها. غالبًا ما تستخدم عملية الخراطة حافة قطع واحدة لإنشاء أقطار خارجية وداخلية، وأسطح، ومخاريط تشترك في محور دوران واحد. نستخدم الخراطة عندما تكون الميزات المحورية والاستدارة الثابتة من المتطلبات الوظيفية الرئيسية.
تؤثر هذه الآليات المختلفة على كيفية عمل نقاط الإسناد في الإنتاج. تعتمد عملية الطحن على دقة التثبيت ونقل نقاط الإسناد بين عمليات الإعداد للأجزاء متعددة الأوجه. أما عملية الخراطة فتعتمد على محور المغزل واستراتيجية إمساك مضبوطة. وغالبًا ما تحدد طريقة إعادة إمساك الجزء ودعمه جودة المنتج.
هندسة القطعة وملاءمة الميزات
يُعدّ التناظر الشعاعي أسرع طريقة للاختيار بين الخراطة والتفريز. عادةً ما تتناسب الأعمدة والبطانات والأجزاء القرصية الشكل مع الخراطة بشكل جيد عندما تكون العلاقات المركزية هي المحركات الوظيفية الرئيسية. مع ذلك، نتحقق مما إذا كانت هناك أي ميزات ثانوية تحتاج إلى تفريز، وما إذا كان يجب أن تبقى مُفهرسة على محور الخراطة.
تُعدّ الهندسة المنشورية أسرع طريقة لفحص القطع قبل تشكيلها بالطحن. عادةً ما تكون القطع ذات الأسطح المستوية والجيوب والتجاويف مناسبةً للطحن. نتحقق مما إذا كانت الأجزاء الدائرية أسطوانات وظيفية حقيقية أم مجرد ثقوب يمكن حفرها أو استكمالها.
تُعدّ أنواع السمات الرئيسية أكثر موثوقية في عملية الاختيار من التصنيفات الصناعية. فالأسطح المستوية والجيوب والأخاديد تشير عادةً إلى عملية الطحن. أما الأسطح الأسطوانية والأسطح المخروطية والثقوب المحورية فتشير عادةً إلى عملية الخراطة.
قد تتجاوز متطلبات الإعداد الفردي الخيار "البديهي". قد تحتوي القطعة المخرطة على أسطح مستوية أو تضاريس متقاطعة. يؤثر موقع هذه التضاريس بالنسبة لمحور المغزل على أداء القطعة في عملية التجميع. نقرر ما إذا كنا سنفصل العمليات أو ندمجها بناءً على مخاطر الإعداد وخطة الفحص، وليس فقط بناءً على سهولة الاستخدام.
|
مدخلات القرار |
يميل الطحن إلى التوافق عندما |
يميل الدوران إلى أن يكون مناسبًا عندما |
ما سنتحقق منه لاحقاً |
|---|---|---|---|
|
الهندسة الأساسية |
تهيمن البيانات المنشورية والمستوية |
يهيمن التناظر الشعاعي |
البيانات الوظيفية والمحور المتحكم |
|
التركيز على الميزة |
جيوب، فتحات، أسطح مستوية، ملامح جانبية |
القطر الخارجي/القطر الداخلي، المخاريط، الأسطح، الأخاديد متحدة المركز |
ما هي الميزات التي يجب أن تشترك في إعداد واحد؟ |
|
العامل الرئيسي للمخاطر |
محاذاة متعددة الأوجه عبر الإعدادات |
المحورية وثبات إعادة الإمساك |
خطة تكرار ودعم تثبيت العمل |
|
التوجيه النموذجي |
إعداد واحد أو أكثر للطحن |
التحول مع عمليات ثانوية محتملة |
ما إذا كان الدمج يقلل من المخاطر القابلة للقياس |
أنواع الآلات المستخدمة في عمليات التفريز والخراطة
اختيار الآلة المناسبة تُعدّ العائلة عاملاً مهماً، فهي تؤثر على سهولة الوصول، وعدد مرات الإعداد، والاستقرار. نقوم بتصنيف العائلات حسب اتجاه المغزل، وسهولة الوصول إلى المحاور، وكيفية دعم قطعة العمل. يساعد هذا في تجنب مقارنة الآلات التي تحلّ مشاكل مختلفة.
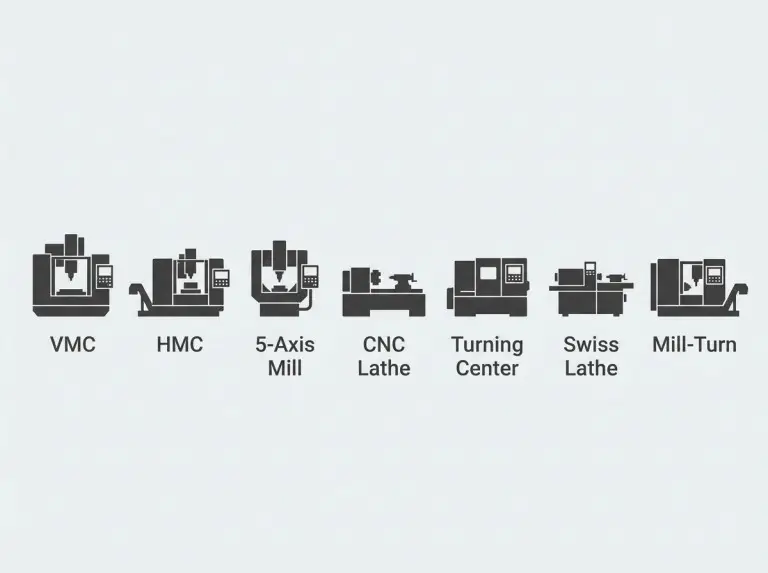
مركز التصنيع الرأسي (VMC)
يُعد مركز التشغيل العمودي (VMC) مناسبًا للعديد من الأجزاء المنشورية التي يمكن الوصول إليها من الأعلى. غالبًا ما يكون الإعداد بسيطًا لعمليات الحفر والتجويف والتسوية. نتحقق مما إذا كانت الحاجة إلى معالجة أسطح متعددة ستتطلب إعادة تثبيت متكررة، مما يزيد من مخاطر المحاذاة. يعمل تصميم مركز التشغيل العمودي بكفاءة عندما يكون نظام الإسناد وقابلية تكرار التثبيت واضحين.
مركز التصنيع الأفقي (HMC)
يُعد مركز التشغيل الأفقي (HMC) مناسبًا للعمليات متعددة الأوجه، حيث يُمكنه معالجة جوانب مختلفة مع الحفاظ على مرجعية ثابتة. كما يُحسّن من عملية إزالة الرايش، إذ يتساقط بعيدًا عن منطقة القطع. نلجأ إلى مركز التشغيل الأفقي عندما يتطلب الأمر تثبيت عدة أسطح معًا مع نقل مرجعي دقيق.
ماكينة طحن خماسية المحاور
تُتيح آلة التفريز خماسية المحاور إمكانية الوصول الزاوي، مما يُقلل من الحاجة إلى إعادة التثبيت. يُعدّ هذا مفيدًا عند وجود عناصر على أسطح متعددة أو عند الحاجة إلى الوصول بزوايا مركبة. نختار التوجيه خماسي المحاور بناءً على سهولة الوصول وتقليل وقت الإعداد، وليس لأن زيادة عدد المحاور أفضل دائمًا. كما أن التخطيط للعمل بخمسة محاور يُضيف متطلبات للتحقق من التصادمات.
مخرطة CNC ومركز دوران
تُعدّ مخرطة CNC المنصة الأساسية لتشكيل الأجزاء الدوارة. ويمكن لمركز الخراطة أن يُضيف إمكانياتٍ لخصائص ثانوية. نستخدم هذه الفئة من الآلات عندما تُحدد العلاقات المحورية الوظيفة، ويكون محور المغزل هو المرجع الرئيسي. غالبًا ما يُحدد نظام تثبيت ودعم قطعة العمل نتائج الخراطة أكثر من مُصنِّف الآلة نفسه.
مخرطة من النوع السويسري
تدعم المخرطة السويسرية القطع الصغيرة والطويلة بتوجيه قطعة العمل بالقرب من منطقة القطع. يقلل هذا من الانحراف عندما تجعل نسبة الطول إلى القطر التثبيت القياسي غير مستقر. نلجأ إلى التوجيه السويسري عندما يكون استقرار الأجزاء النحيلة هو القيد الأساسي. هذه الآلة فعالة لأنواع محددة من القطع، وليست فعالة مع جميع القطع المخرطة.
مركز ميل-تيرن متعدد المهام
يُستخدم مركز الخراطة والطحن في تصنيع الأجزاء التي تعتمد بشكل أساسي على الدوران، ولكنها تتضمن ميزات مطحونة تتطلب دقة عالية في تحديد محور الدوران. تكمن أهمية هذا المركز في دمج عمليات الإعداد والتحكم في الفهرسة. نختار هذا المسار عندما يكون إعادة التثبيت هو الخطر الرئيسي على الجودة. مع ذلك، يزيد هذا الدمج من تعقيد عملية التوجيه والتحقق.
مخرطة متعددة المحاور
تُستخدم مخرطة متعددة المحاور في عمليات الخراطة بكميات كبيرة. وتعتمد على العمليات المتوازية لتقليل وقت تصنيع كل قطعة. ويُبنى هذا القرار على استراتيجية الإنتاج، وليس على التصميم الهندسي فقط. ونحن نرى هذا الخيار كخطوة لاحقة في عملية التحسين، تتطلب طلبًا مستقرًا وإدارة دقيقة للأدوات.
منصات دوارة متكاملة مع الليزر
تجمع هذه المنصات بين عمليات الخراطة وعمليات الليزر لتناسب سير عمل محدد. وتكمن قيمتها عادةً في تقليل عمليات التسليم أو الخطوات الثانوية لبعض الأجزاء. ونحن نعتبر هذا خيارًا متخصصًا، ونتحقق من ضرورة استخدام الليزر في تصنيع الجزء.
قراءة إضافية:أكثر أنواع ماكينات CNC شيوعًا
خطوات التحقق لتجنب الإفراط في التكوين
يبدأ الاختيار الموثوق بمواصفات القطعة، وليس بخصائص الآلة. نحدد مسار التصنيع بناءً على البيانات الوظيفية، والخصائص الأساسية، وعدد مرات الإعداد، وطريقة الفحص. هذا يمنع اختيار آلة معقدة عندما لا تحتاج القطعة إليها.
يُعدّ عدد عمليات التثبيت عاملاً عملياً مهماً في تحديد المخاطر. فكل مشبك إضافي قد يزيد من أخطاء المحاذاة وتلف المنتج أثناء النقل. لذا، نتحقق من العلاقات بين الميزات التي يجب إجراؤها في عملية تثبيت واحدة لحماية وظيفة القطعة.
يُعدّ سلوك المادة خطوة تحقق أخرى. فالصلابة، والليونة، والحساسية للحرارة قد تؤثر على الاستقرار ومخاطر السطح. نتحقق بدقة من درجة المادة، وشكلها الخام، واحتياجات السطح قبل إتمام العملية.
لا تُعدّ القدرات المعقدة الخيار الأمثل دائمًا للأجزاء البسيطة. فالإفراط في التكوين قد يزيد من جهد البرمجة والفحص دون تحسين النتائج الوظيفية. نتجنب ذلك من خلال مطابقة الحد الأدنى من القدرات الممكنة مع الاحتياجات الفعلية للجزء.
خاتمة
تُعدّ مقارنة ماكينات الخراطة والتفريز CNC فعّالة عندما يكون الاختيار مدفوعًا بهندسة القطعة، وعلاقات الميزات، ومخاطر الإعداد. نفصل بين خيارات التفريز، والخراطة، والتفريز-الخراطة بتسلسل منطقي. أولًا، نوضح آلية العمل. ثم، نحدد مدى ملاءمة الهندسة، ونختار فئة الماكينات، ونتحقق من جدوى الإعداد والفحص. يضمن هذا النهج توافق القرارات مع الاحتياجات الوظيفية، وليس مع المسميات العامة للماكينات.
للحصول على عرض أسعار واضح وتوصية بشأن المسار من خدمة الطحن CNC في الصين نطلب من المورد تقديم رسم أو نموذج ثلاثي الأبعاد، ومواصفات المواد، والتفاوتات الحرجة، ومتطلبات السطح، والكمية المتوقعة، والميزات التي يجب تضمينها في عملية تصميم واحدة. نستخدم هذه المدخلات لإيجاد الحل الأمثل دون تعقيدات.
قراءة إضافية:
التعليمات
ما هو الفرق الرئيسي بين عملية الطحن باستخدام الحاسوب (CNC) وعملية الخراطة؟
تعتمد عملية التفريز باستخدام الحاسوب (CNC) على تدوير أداة القطع، بينما تعتمد عملية الخراطة باستخدام الحاسوب (CNC) على تدوير قطعة العمل. يُستخدم التفريز غالبًا للأجزاء المنشورية ذات الأسطح المستوية والتجاويف. أما الخراطة، فتُستخدم عادةً للأجزاء ذات الأشكال الدائرية المتداخلة. ويعتمد الاختيار الأمثل على البيانات الوظيفية وأهداف الإعداد.
متى يجب تشكيل القطعة بالخراطة أولاً ثم بالطحن؟
يُفضل خراطة القطعة أولاً عندما تحدد هندستها المركزية وظيفتها ويكون محور المغزل هو المرجع الرئيسي. ويمكن استخدام عملية التفريز لاحقاً للحصول على ميزات مثل الأسطح المستوية أو الثقوب المتقاطعة. ويجب التحقق من هذا التقسيم من خلال كيفية إعادة تثبيت القطعة وفحصها.
متى يكون استخدام آلة الخراطة والطحن منطقياً؟
تُعدّ آلة الخراطة والطحن مفيدةً عندما يجب أن تبقى الأجزاء المخروطية والمطحونة مترابطةً بإحكام في عملية إعداد واحدة. ويُفضّل استخدام تقنية التثبيت عندما يؤدي إعادة التثبيت إلى محاذاة غير مقبولة أو مخاطر أثناء المناولة. وتعتمد الفائدة على علاقات الأجزاء وطريقة الفحص.
هل مخرطة CNC هي نفسها مركز الخراطة؟
تُعدّ مخرطة CNC الآلة الأساسية للخراطة. أما مركز الخراطة، فيحتوي عادةً على أدوات وخيارات أتمتة أكثر. تتداخل المصطلحات، لذا يُنصح بالتحقق من الإمكانيات من خلال العمليات المطلوبة وطريقة تثبيت قطعة العمل. ولتجنب الالتباس، نُدرج الميزات بدلاً من الاعتماد على المسميات.
كيف تؤثر الهندسة والخصائص على اختيار الآلة؟
يشير التناظر الشعاعي إلى الخراطة، بينما تشير الهندسة المنشورية إلى التفريز. وتُسهم خصائص محددة في تحديد القرار. على سبيل المثال، تُناسب التجاويف والمقاطع المستوية التفريز، بينما تُناسب المخاريط والثقوب المحورية الخراطة. ويجب التحقق من المسار النهائي من خلال تحديد الخصائص التي يجب أن تشترك في إعداد واحد.
ما المعلومات التي يجب عليّ تقديمها لاختيار نظام التوجيه CNC المناسب؟
يتطلب تعريف الجزء بالكامل رسمًا أو نموذجًا، ومواصفات المواد، والتفاوتات الحرجة، ومتطلبات السطح. كما يؤثر نطاق الكمية وشكل المخزون على استراتيجية الإعداد. نستخدم هذه المعلومات لتحديد الحد الأدنى من الإمكانيات الممكنة وتجنب التكوين الزائد.



