

La planification du fraisage simple est optimale lorsqu'il est défini l'engagement des dents, la surface plane cible et la rigidité de l'outil avant le choix de la fraise. Le fraisage simple est utilisé pour dimensionner une grande surface plane, que ce soit comme face fonctionnelle ou comme référence pour les étapes ultérieures. Cependant, cette opération devient imprévisible si les équipes confondent les termes, négligent les contrôles d'alignement ou choisissent un sens de coupe sans tenir compte du jeu et de la force de serrage.
Cet article traite du fraisage simple comme méthode périphérique pour la fabrication de surfaces planes. Nous y expliquons la terminologie, dissipons les idées reçues qui peuvent mener à de mauvais choix et examinons les compromis qui influencent le choix de l'outil et du réglage. Nous fournissons également des tableaux de vérification et une cartographie des défauts. Cela vous permet de contrôler et de reproduire le processus au lieu de vous fier uniquement à votre intuition.“
Définition du fraisage simple
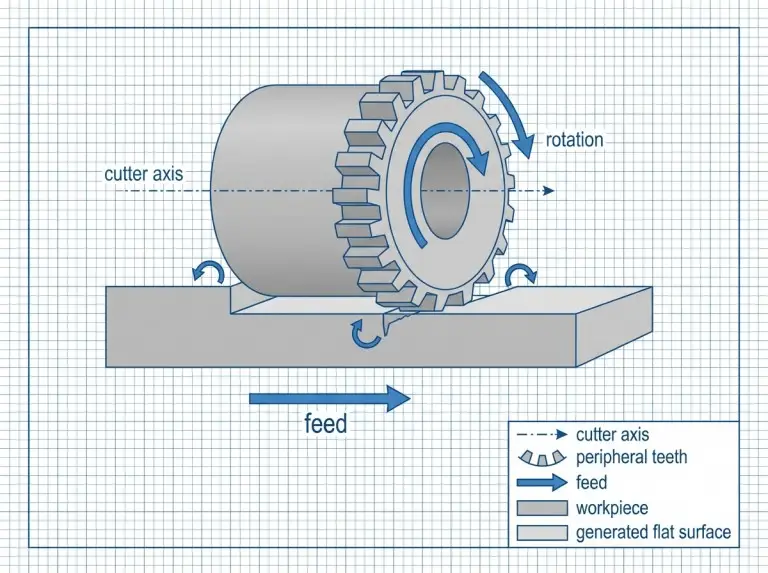
Le fraisage plan est une opération périphérique. Il permet d'obtenir une surface plane, l'axe de la fraise étant parallèle au plan d'usinage. On parle aussi souvent de fraisage de surfaces planes. Parfois, le terme “ fraisage de surface ” est employé de manière imprécise. C'est pourquoi il est essentiel de définir le procédé par l'engagement de la fraise, et non par son appellation. Nous considérons le fraisage plan comme une passe à grande course réalisée avec une fraise périphérique. Il privilégie une formation de copeaux stable sur une large zone.
Utilisez le fraisage simple pour créer une surface large et plane. Cette surface peut servir de référence, de face d'appui ou de plan d'épaisseur contrôlée. Elle n'est pas optimale pour les poches, les cavités ou les contours complexes. Ces éléments nécessitent des outils et des trajectoires différents. Un plan de processus reste clair lorsque le guide d'usinage précise la relation axe-surface, le type d'engagement et le rôle de la surface.
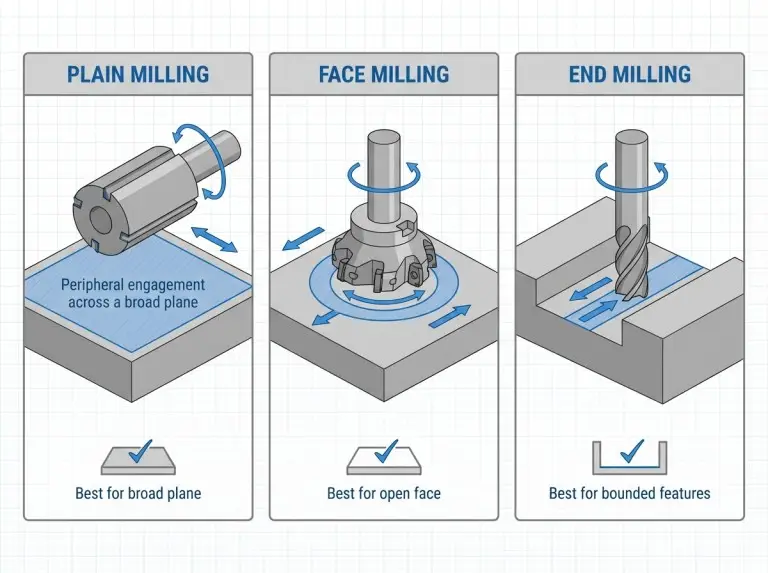
Le fraisage plan et le surfaçage permettent tous deux de créer des surfaces planes, mais leur fonctionnement diffère. Le surfaçage coupe généralement perpendiculairement à l'axe de l'outil, tandis que le fraisage plan coupe parallèlement. Cela modifie l'arc de contact, le couple requis et l'état de surface. Le fraisage en bout permet également de réaliser des surfaces planes. Cependant, on privilégie généralement le fraisage en bout lorsque des contraintes telles que des parois ou des cavités limitent la surface, ou lorsque l'accès est restreint.
Termes relatifs au fraisage simple : alignement des dalles et des surfaces
Le fraisage plan et le fraisage de dalles désignent généralement la même famille d'opérations. L'expression “ fraisage de surface ” peut être vague. Elle peut signifier “ création d'une surface ” ou être synonyme de fraisage de dalles. Il est toujours préférable de vérifier la signification de l'opération. En cas de doute, décrivez-la comme un “ fraisage plan à denture périphérique avec l'axe de l'outil parallèle à la surface ”.”
Fraisage simple vs fraisage en bout : surfaces planes et couverture en largeur
Le fraisage plan est une bonne option lorsqu'on peut balayer efficacement une large surface avec un montage stable. Le surfaçage est souvent préférable lorsque la configuration favorise une approche perpendiculaire à l'axe, ou lorsqu'on a besoin d'une finition spécifique. Le choix optimal dépend de l'ouverture de la pièce, de la portée et de la rigidité de la fraise.
Fraisage plan vs fraisage en bout : au-delà des plans larges
Le fraisage simple fonctionne mieux lorsque la fraise a un passage dégagé et un engagement constant. Fraisage en bout Cette technique est pratique lorsque des bossages, des parois ou des arêtes interrompues bloquent l'utilisation d'une fraise périphérique large. Par sécurité, vérifiez d'abord l'accessibilité et la stabilité. Ensuite, déterminez si le fraisage conventionnel convient à la géométrie de la pièce et aux exigences de contrôle.
Lectures complémentaires :Différence entre le fraisage en bout et le fraisage en surface
Idées fausses sur le fraisage simple : risques de retouche et de rebut
Les problèmes de qualité proviennent souvent de raccourcis. Ces raccourcis négligent les mécanismes d'engagement et les limites de réglage. Les équipes supposent souvent que “ toute surface plane ” signifie que le surfaçage est la seule méthode acceptable. Cela engendre des attentes inadaptées concernant l'outillage, les bavures et la texture. Une autre erreur consiste à croire que la vitesse de broche résoudra les problèmes de vibrations. Bien souvent, la véritable cause est la rigidité, le faux-rond ou un support inadéquat.
Une troisième erreur consiste à croire qu'il est possible de corriger gratuitement les problèmes de réglage après une première passe importante. Le fraisage simple exerce une charge sur la pièce dans une seule direction sur une longue course. Un serrage insuffisant peut engendrer des mouvements, une conicité ou des vibrations. Leur élimination est coûteuse. Il est préférable de vérifier d'abord l'alignement et le faux-rond. Ensuite, effectuez une passe contrôlée pour garantir la stabilité.
“Idée fausse selon laquelle ” toute surface plane équivaut à un surfaçage »
Une surface plane est un résultat, non une définition du processus. Le fraisage plan et le surfaçage permettent tous deux d'obtenir une surface plane. Cependant, l'engagement des dents et la direction de la force diffèrent. Vérifiez votre choix en fonction de l'usage prévu de la surface, des limites d'accès et des textures acceptables.
Plus de RPM corrige une idée fausse sur le brouhaha
Le broutage est principalement lié à la stabilité, et non à la vitesse. Modifier la vitesse de broche peut éloigner la zone de résonance lors de la coupe. Cependant, une vitesse élevée peut également augmenter la chaleur et aggraver les vibrations si l'épaisseur du copeau et le support sont instables. Avant de modifier la vitesse et l'avance, vérifiez le porte-à-faux de l'outil, la rigidité du montage et la largeur d'engagement.
Corrections de configuration après une première erreur de conception
Une première passe trop agressive peut engendrer des déformations ou des vibrations. La surface peut sembler “ presque parfaite ”, mais la pièce risque de perdre en épaisseur. Des retouches pourraient s'avérer nécessaires, remettant en cause le plan initial. Une première passe contrôlée est la méthode la plus sûre pour augmenter progressivement l'enlèvement de matière.
Sélection de l'outil de coupe : configuration et paramètres en fraisage simple
Le choix d'une fraise plane n'est pertinent que si l'on prend en compte la géométrie et la fixation pour optimiser la rigidité, la formation des copeaux et l'usinage de la surface. La largeur de la fraise, le pas des dents, l'hélice et le nombre de dents influent sur l'effort de coupe et le risque de vibrations. La fixation est cruciale. Les fraises périphériques amplifient le faux-rond sur les longues courses.
Les guides pratiques classent souvent les fraises lisses en deux catégories : les fraises robustes pour l’enlèvement de matière et les fraises légères pour un meilleur contrôle de la finition. Cette distinction n’est pas une garantie de résultats. Vérifiez votre choix à l’aide des données du fabricant d’outils et en fonction des capacités de la machine. Comparez la stabilité d’engagement, la marge de couple et les performances attendues en surface.
Le tableau ci-dessous résume la logique de décision.
|
Point de décision |
Que comparer |
Que vérifier avant de s'engager |
|---|---|---|
|
Coupe-légers vs coupe-légers |
Espacement des dents et enlèvement de matière vs contrôle de la finition |
Évacuation des copeaux, marge de couple et stabilité |
|
Support de type arbre vs support uniquement par porte-outil |
Rigidité du support par rapport aux contraintes d'accès |
Déport, longueur de surplomb et siège d'interface |
|
Escalade par rapport à la direction conventionnelle |
Direction de la force, orientation de la bavure et jeu |
Risque de jeu, sens de serrage et support de sortie |
|
Engagement plus large vs plus restreint |
Nombre de passes par rapport à la force de coupe et à la marge de brouillage |
Stabilité lors d'un passage d'essai et gestion de la chaleur |
Intention de finition vs intention de finition
Les fraises pour enlèvement de matière important effectuent moins d'engagements par tour. Celles destinées au contrôle de surface en effectuent davantage. Elles privilégient une épaisseur de copeau stable plutôt que la force brute. Vérifiez la conformité de l'outil aux caractéristiques du matériau, à sa rigidité et aux normes d'inspection.
Configurations montées sur arbre
Les montages horizontaux à arbre supportent efficacement les fraises larges si l'alignement est maîtrisé. Les adaptations CNC sont également possibles, mais il est impératif de vérifier la rigidité de l'interface broche et le faux-rond sous charge. Le montage doit être considéré comme une variable maîtrisable. Le faux-rond est souvent à l'origine de la répétition des motifs de surface.
Sélection du sens de coupe
Le fraisage en avalant permet de réduire les frottements et d'obtenir une finition stable. Cette technique est efficace lorsque l'état de la machine et le serrage contrôlent la coupe. Le fraisage conventionnel est plus sûr lorsque le jeu risque d'entraîner la pièce vers l'outil de coupe. Choisissez le sens de coupe adapté à votre machine, à la force de serrage et à la tolérance aux bavures.
Compromis entre les paramètres
Considérez l'avance, la vitesse et l'engagement comme un problème de formation et de stabilité des copeaux. Une épaisseur de copeau insuffisante peut accroître le frottement et la formation d'arêtes accumulées, ce qui nuit à la finition et use prématurément l'outil. Un engagement excessif peut surcharger le système et provoquer des vibrations. Réduire l'engagement est souvent la solution la plus simple et la plus rapide.
Lectures complémentaires :Comment sélectionner les outils de coupe pour l'usinage CNC ?
Prévention des défauts en fraisage simple
Les résultats s'améliorent lorsque les contrôles de configuration ciblent les modes de défaillance connus. Une surface plane usinée sert souvent de référence pour les étapes suivantes. Une surface de référence défectueuse engendre des erreurs ultérieures. La vérification est plus rapide que la reprise.
Utilisez la liste de contrôle ci-dessous avant et pendant la première passe.
|
Que vérifier |
Pourquoi le chèque est important |
À quoi ressemble le “ bien ” |
|---|---|---|
|
Support de pièce |
Les forces longues peuvent courber les sections minces |
Des points de support empêchent la déformation sur toute la course. |
|
Direction de serrage |
La direction de la force change avec la direction de coupe |
Les pinces résistent à la force sans provoquer de déformation. |
|
Données et parallélisme |
La planéité dépend d'un référencement correct. |
Les surfaces de référence sont propres, bien positionnées et alignées. |
|
Sièges Cutter |
De petites erreurs de placement deviennent des marques répétitives |
Les surfaces d'appui sont propres avant le serrage. |
|
Extinction en périphérie |
Le faux-rond provoque un chargement inégal et des lignes |
Le faux-rond est mesuré et corrigé. |
|
Débordement de l'outil |
Le surplomb augmente le risque de vibrations |
Le débordement est minimisé dans les limites indiquées. |
|
Évacuation des copeaux |
Recouper les copeaux crée un risque de brûlure |
Les copeaux s'éliminent de manière fiable ; le refroidissement est adapté au matériau. |
|
Validation de première passe |
Un test réussi révèle une stabilité en toute sécurité |
Le premier passage s'exécute sans bavure ni texture étrange |
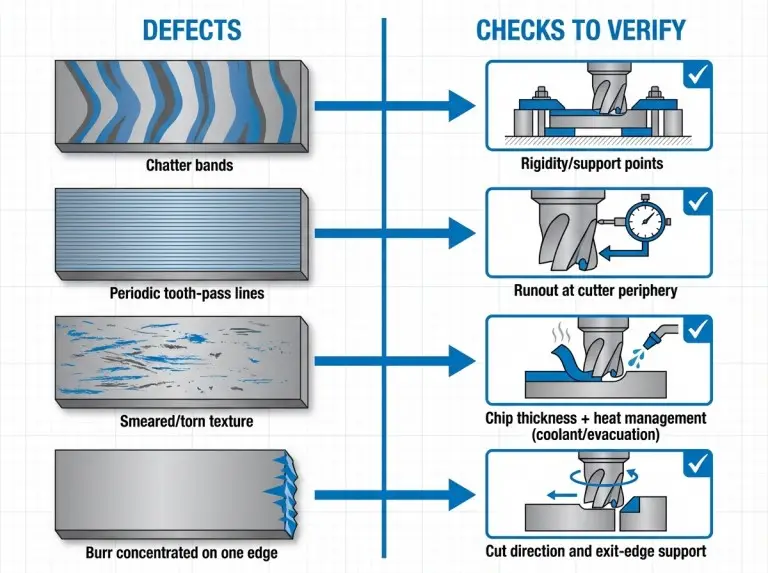
Le diagnostic des défauts est plus rapide lorsqu'on associe les symptômes à leurs causes probables. Cela évite de modifier les variables au hasard. Modifiez un seul levier de stabilité à la fois et vérifiez l'effet.
|
Symptôme |
Catégorie de cause probable |
Premières actions de vérification à entreprendre |
|---|---|---|
|
Bandes de bavardage |
Marge de rigidité ou résonance |
Vérifier le support/le serrage, réduire le porte-à-faux ou l'engagement |
|
Lignes périodiques |
Faux-rond ou charge inégale des dents |
Vérifier le positionnement, mesurer le faux-rond, vérifier l'état de la fraise |
|
Texture étalée |
Frottement, accumulation de matière sur les bords ou chaleur |
Vérifier l'épaisseur prévue des copeaux, le liquide de refroidissement et l'état des bords |
|
Bavures sur un bord |
État du bord de sortie et direction de coupe |
Vérifier la difficulté de montée par rapport à une voie conventionnelle, le support de sortie et l'alimentation. |
|
Dérive ou conicité de taille |
mouvement ou déformation de la pièce |
Vérifier la déformation du collier de serrage, le schéma de support et la référence |
Conclusion
À Yonglihao Machinery, Nous sommes convaincus que des résultats fiables reposent sur une vérification rigoureuse. Chaque opération de fraisage simple est traitée comme un plan documenté et reproductible, où l'engagement de la fraise, sa rigidité et le sens de coupe sont directement liés aux exigences spécifiques de votre projet.
Lorsque nous prenons en charge votre fraisage CNC sur mesure Pour répondre à vos besoins, notre processus est clair : nous définissons les paramètres, vérifions le faux-rond et validons la stabilité par un test. Si votre pièce nécessite une surface plane servant de plan de référence critique, nous utilisons nos tables de vérification comme un contrôle qualité rigoureux. En combinant les exigences de vos plans avec nos contraintes de réglage, nous rendons le fraisage simple prévisible, précis et de haute qualité. services d'usinage CNC pour chaque prototype que nous fabriquons.
FAQ
Quelle est la différence entre le fraisage plan et le fraisage en bout ?
Fraisage simple avec l'axe de l'outil parallèle à la surface. Fraisage en bout avec l'axe perpendiculaire. Vérifiez votre choix en fonction de l'accessibilité, de la stabilité et de la texture requise. En cas de doute, précisez les modalités d'usinage plutôt que de simplement dire “ surfaçage ”.”
Le fraisage plan est-il la même chose que le fraisage de plaques ou le fraisage de surface ?
Le fraisage plan et le fraisage de dalles désignent généralement la même opération. L'expression “ fraisage de surface ” peut prêter à confusion. Pour en vérifier la signification exacte, précisez l'orientation de l'axe de la fraise. Assurez-vous que les dents périphériques constituent les arêtes de coupe principales. Un langage clair évite toute confusion lors du contrôle.
Quand faut-il choisir le fraisage en pente plutôt que le fraisage conventionnel en fraisage simple ?
Privilégiez le fraisage en avalant lorsque le risque de jeu est faible et que vous recherchez une coupe stable. Optez pour le fraisage conventionnel si le jeu risque d'entraîner la pièce vers l'outil de coupe. Vérifiez votre choix en fonction de l'état de la machine, du sens de serrage et de la tolérance aux bavures en sortie.
Quels sont les contrôles de configuration les plus importants avant la première passe ?
La fiabilité dépend du support de la pièce et de la stabilité du serrage sur toute la longueur. Vérifiez ensuite le montage de l'outil et le faux-rond. Un faux-rond engendre des marques de surface et une charge irrégulière. Effectuez une passe de validation contrôlée pour confirmer la stabilité avant d'augmenter l'engagement.
Qu’est-ce qui provoque généralement des vibrations ou une mauvaise finition de surface lors du fraisage simple ?
Les vibrations indiquent généralement une faible rigidité, un porte-à-faux excessif ou un mauvais engagement. Une finition médiocre peut provenir d'un faux-rond, d'un frottement (faible épaisseur de copeau) ou de la chaleur. Commencez par vérifier le montage et le support. Ajustez ensuite l'engagement et la formation du copeau. Ne modifiez pas plusieurs paramètres simultanément.



