


في معظم الأجزاء الميكانيكية، تندر الأسطح المسطحة البسيطة. قد تبدو فتحات المفاتيح، وفتحات التوجيه، وفتحات حرف T، وممرات الزيت، وأخاديد التبريد وكأنها خنادق بسيطة. لكنها غالبًا ما تُحدد مدى سلاسة عمل الآلية. يُعدّ طحن الشقوق العملية الرئيسية لعمل هذه الأخاديد بكفاءة، وهو أيضًا أسلوب شائع جدًا في ماكينات التحكم الرقمي (CNC) الحديثة.
في Yonglihao Machinery، نقوم بتصنيع جميع أنواع القطع ذات الفتحات. نخدم قطاعات مثل السيارات، والفضاء، والإلكترونيات، والآلات العامة. بالنسبة للعديد من العملاء، لا يقتصر اهتمامهم على "هل يُمكن طحن هذه الفتحة؟" بل يريدون معرفة ما إذا كانت تلبي متطلبات التصميم. فهم يريدون تجميعها بشكل صحيح، وتجنب الاهتزاز، ومنع الأعطال المبكرة. كما يريدون أن تكون فعالة من حيث التكلفة. في هذه المقالة، سنشرح طحن الفتحات. سنغطي العمليات الشائعة، ونصائح لاختيار الأدوات، والمشكلات الشائعة. سنوضح لك أيضًا كيفية تصميم وطلب فتحات أسهل وأقل تكلفة للتصنيع.
ما هو طحن الفتحة؟
في التصميم الميكانيكي وآلات التحكم الرقمي بالكمبيوتر (CNC)، تُعرف الفتحة بأنها تجويف طويل وضيق. يمكن أن تكون مفتوحة أو مغلقة. قد يكون مقطعها العرضي مستطيلاً، أو على شكل حرف T، أو نصف دائرة، أو على شكل ذيل. قد تبدو الفتحات وكأنها مجرد أخاديد، لكن لها وظائف أساسية. تُستخدم للتوصيلات المفتاحية، والتوجيه، وتحديد المواقع، وممرات السوائل. كما أنها تساعد على تقليل الوزن. إذا تم تشكيل فتحة في مكان خاطئ أو كان سطحها رديءًا، فقد يتسبب ذلك في حدوث مشاكل، ويؤدي إلى مخاطر في التجميع، والاهتزاز، وعمر الخدمة.
يستخدم الطحن الشقوقي قاطع طحن دوار لقطع شكل شق. يتبع القاطع، مثل قاطع الشقوق أو قاطع النهاية، مسارًا محددًا على قطعة العمل. مقارنةً بالحفر، يتطلب الطحن الشقوقي غالبًا أن يقطع القاطع بعرضه الكامل. أحيانًا يقطع بعرض أكبر من عرضه الكامل. ينطبق هذا بشكل خاص على الشقوق العميقة والضيقة. تتطلب هذه العملية صلابة عالية من الأداة والآلة، كما تتطلب تفريغًا جيدًا للرقائق.
حديث الطحن باستخدام الحاسب الآلي يوفر تحكمًا دقيقًا في مسارات الأدوات، وسرعة المغزل، ومعدلات التغذية. هذا يسمح لطحن الشقوق بتحقيق تفاوتات دقيقة. يحافظ على تفاوت عرض الشقوق بثبات يبلغ حوالي ±0.02 مم. كما يُنتج خشونة سطح قاع الشقوق بمقدار 1.6 ميكرومتر أو أكثر. هذا يوفر قاعدة هندسية متينة للتجميع، والنقل، والعزل.
من المهم معرفة الفرق بين بعض المفاهيم. غالبًا ما يُستخدم مصطلحا "طحن الشقوق" و"طحن الأخدود" لنفس العملية. يشير كلاهما إلى طحن الشقوق أو الأخاديد في القطعة. يستخدم الطحن الجانبي الحواف الجانبية للأداة لطحن أسطح القطع أو درجاتها. ويُستخدم أحيانًا لتوسيع أو تشطيب جدران الشقوق. أما الطحن السطحي، فيستخدم مطحنة سطحية كبيرة للأسطح الكبيرة والمسطحة. ويُستخدم أحيانًا لقطع الأخاديد السطحية بسرعة على سطح كبير. يساعد فهم هذه الاختلافات المصممين والمهندسين، حيث يساعدهم على تحديد ما إذا كان الشق يحتاج فقط إلى طحن الشقوق أو مزيج من العمليات.
دور وتطبيقات الطحن الشقوقي النموذجية
من الناحية التطبيقية، لطحن الشقوق ثلاثة أدوار رئيسية: نقل القوة وتحديد مواقع القطع، وتوجيه الحركة والسوائل، وتحسين الوزن والمساحة. ولذلك، يُستخدم في جميع مجالات التصنيع الدقيق باستخدام الحاسب الآلي (CNC) تقريبًا. مع ذلك، تختلف أولويات كل صناعة اختلافًا طفيفًا.
في مجال السيارات والآلات العامة، يُعدّ طحن الشقوق أمرًا بالغ الأهمية. يُستخدم في تحديد أماكن مفاتيح الأعمدة، وتحديد مواقع الشقوق، وممرات الزيت. كما يُنشئ شقوق تبريد في قطع المكابح. ينصب التركيز الرئيسي هنا على دقة التركيب وعمر خدمة أطول. في مجال الفضاء، تُخفّف ماكينات طحن الشقوق من وزن الجيوب وفتحات التوصيل، وتُنشئ أيضًا قنوات تبريد. يجب أن تُخفّض هذه القطع وزنها مع الحفاظ على صلابتها ومتانتها. في مجال الإلكترونيات والأجهزة الدقيقة، يُستخدم في الشقوق الصغيرة في مشتتات الحرارة والأغلفة. تُوجّه هذه الشقوق الأسلاك، وتُوجّه الضوء، أو تُثبّت أجهزة الاستشعار. هنا، تُعدُّ قابلية التكرار البعدي وجودة السطح أمرًا بالغ الأهمية.
بالنسبة لشركات التصنيع، لا تقتصر قيمة طحن الشقوق على مجرد "تشغيلها"، بل تتمحور حول إنشاء قوالب عمليات قابلة لإعادة الاستخدام. تعمل هذه القوالب مع معدات وأدوات CNC الحالية. بإعادة استخدام نفس الأدوات ومسارات الأدوات والتجهيزات، يمكننا تقليل زمن الدورة. كما يمكننا الحد من تغييرات الجودة في مختلف القطع. ويتم ذلك دون الحاجة لشراء المزيد من المعدات. ولذلك، في Yonglihao، نساعد عملاءنا باستمرار على تبسيط العمليات وتوحيدها. وهذا يضمن أداءً متوقعًا لنفس نوع الشقوق في مختلف القطع والدفعات.
أنواع وسيناريوهات عملية طحن الشقوق الشائعة
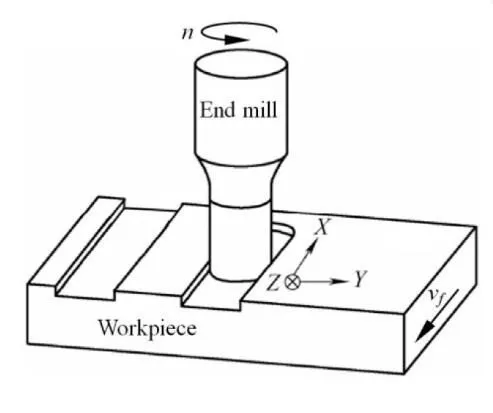
الطحن النهائي
باستخدام مطحنة نهاية يُعدّ طحن الشقوق الطريقة الأكثر شيوعًا. يمكن لآلة الطحن الطرفية أن تغوص في المادة باستخدام حواف القطع الطرفية. كما يمكنها التغذية على طول اتجاه الشق باستخدام حوافها الجانبية. هذا يجعلها مثالية لتصنيع الشقوق المستقيمة والمغلقة والجيوب. بالنسبة للفتحات المستطيلة ذات العرض والعمق المتوسطين، يمكنك غالبًا تشكيل الشق في تمريرة واحدة. ما عليك سوى اختيار قطر قاطع مناسب. بالنسبة للفتحات الأوسع، يمكنك استخدام مسارات متعددة متوازية أو مسارات أدوات تروكويدية لتوسيع العرض.
لاحظ أنه عندما يقترب عمق الشق من ثلاثة أضعاف قطر القاطع، فقد تظهر مشاكل. يزداد بروز الأداة وتنخفض صلابتها. قد يؤدي استخدام نهج "القطع الكامل بتمرير واحد" في هذه الحالات إلى انحراف الأداة واهتزازها. الطريقة الأفضل هي القطع التدريجي. يمكنك أيضًا تقسيم العمل إلى خشونة تروكويدية وتشطيب صغير. هذا يحمي الأداة ويحسّن دقتها.
الطحن الجانبي / الطحن الجانبي والوجهي
عندما تكون الفتحة طويلة جدًا وعميقة ولها شكل بسيط،, الطحن الجانبي أكثر كفاءة. تستخدم هذه الطريقة قاطعًا جانبيًا ووجهيًا. تُركّب هذه الأدوات عادةً على محور أو عمود أفقي. تتميز بقلب سميك وصلابة عالية. حواف القطع موزعة حول محيطها، مما يُساعد على توزيع أحمال القطع وتحسين إزالة الرقائق. بالنسبة للشقوق المستقيمة الطويلة على قضبان التوجيه أو فرش الماكينة، غالبًا ما تُعطي القواطع الجانبية والوجهية استقامة وتناسقًا في العرض أفضل من قاطع طرفي واحد.
بالطبع، تتطلب هذه العملية صلابة عالية من الآلة والمحور. تركيب الأدوات، وضبط مسافات القاطع، واستبدال القطع، كلها تتطلب فنيين ماهرين. بالنسبة للمصانع التي تستخدم آلات طحن أفقية، تُعد هذه الطريقة أساسية لتصنيع الشقوق المتوسطة والكبيرة.
طحن الفتحة على شكل حرف T
فتحات حرف T شائعة الاستخدام في طاولات وتجهيزات أدوات الماكينة. لتصنيعها، تُستخدم أولًا قاطعة طرفية قياسية لقطع الفتحة العلوية المستقيمة. ثم تُدخل قاطعة خاصة بفتحة حرف T في تلك الفتحة، مما يُوسّع الجزء السفلي والأوسع من شكل حرف T. تُوفر الفتحة العلوية المستقيمة التوجيه وتُساعد في إزالة الرقائق. يحمل "الذراع السفلي على شكل حرف T" مسامير تثبيت أو صواميل على شكل حرف T.
في الإنتاج، قد تواجه فتحات T مشكلتين شائعتين. أولاً، قد لا يكون الشق المستقيم واسعًا بما يكفي، مما يُسبب ضعفًا في إخراج الرقائق عند دخول قاطعة الشق T، فتُغلّف الأداة بالرقائق. ثانيًا، قد يُسبب ضبط عمق القطع والتغذية على سرعة عالية جدًا مشاكل، مما قد يؤدي إلى انحناء ساق الأداة أو تشقق حوافها. لحل هذه المشكلة، يُمكن توسيع الشق العلوي، والقطع على عدة دفعات، واستخدام سائل التبريد أو الهواء لإزالة الرقائق.
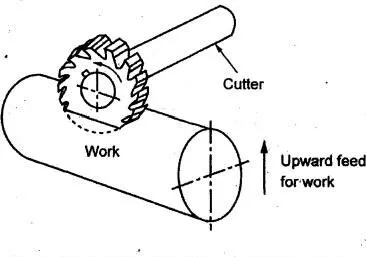
مفاتيح وودروف
مفتاح وودروف ذو مقطع عرضي نصف دائري. يطابق شكل مفتاح نصف قمري، ويُستخدم لنقل عزم الدوران في أعمدة الدوران. يتطلب تشغيل هذه الشقوق قواطع وودروف خاصة لشقوق المفاتيح. تبدو هذه القواطع كأقراص رفيعة، وتأتي بأحجام مختلفة لعرض وأنصاف أقطار الشقوق. عادةً ما تُركّب الأداة على مغزل أفقي، وتُغذّى شعاعيًا في العمود بالعمق المناسب. نظرًا لتركيز قوى القطع، يجب أن تكون جودة الأداة، واللحام، والمعالجة الحرارية جيدة. كما أن التبريد الكافي ضروري.
هذا النوع من فتحات المفاتيح حساس جدًا للحجم. إذا كانت الفتحة واسعة جدًا، سيتذبذب المفتاح. وإذا كانت ضيقة جدًا، فلن يُثبّت المفتاح. يؤثر وضع الفتحة الخاطئ على زاوية التروس أو البكرات. عادةً ما نتحكم بعرض الفتحة في نطاق ±0.01-0.02 مم بناءً على متطلبات العميل. كما نُجري فحصًا أوليًا للمنتج قبل الإنتاج الضخم.
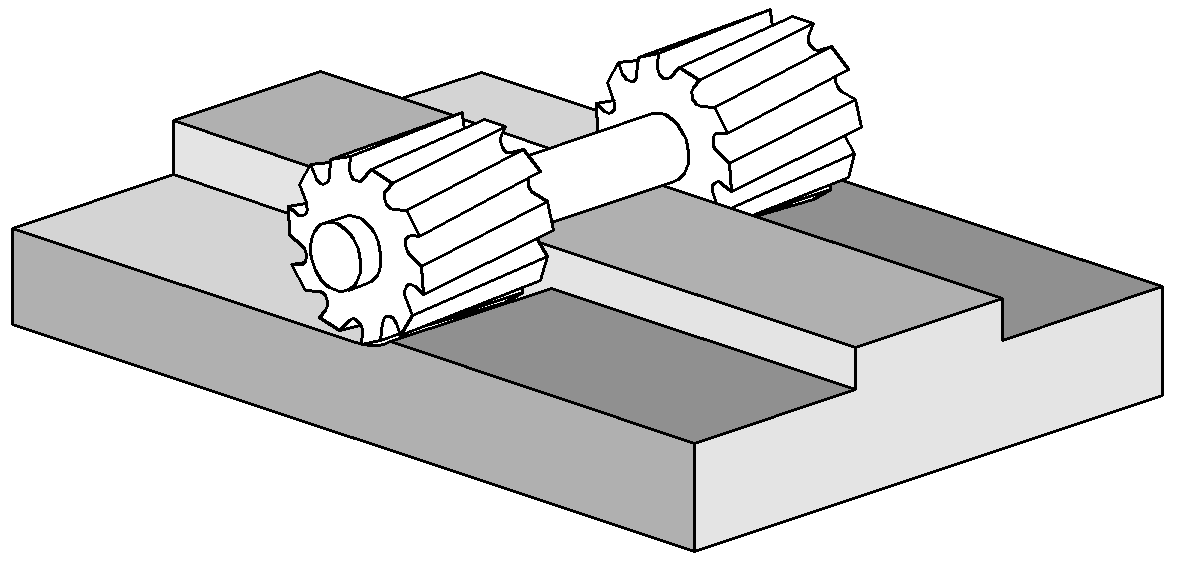
الطحن الجماعي
يعتمد الطحن الجماعي على تركيب عدة قواطع طحن شقوق على محور واحد. يتيح لك هذا تشغيل عدة فتحات أو درجات متوازية في تمريرة واحدة. من الاستخدامات الشائعة فتحات حرف T متعددة على طاولة الآلة أو فتحات تبريد على مشتت حراري. مقارنةً بتشغيل كل فتحة على حدة، يُقلل الطحن الجماعي من وقت الدورة بشكل كبير. كما يُحسّن اتساق المسافات بين الفتحات.
مع ذلك، يتطلب الطحن الجماعي متطلبات أعلى من حيث المعدات والعمليات. يجب أن تكون المحاور والحشوات والماكينة صلبة بما يكفي لتحمل قوى القطع المجمعة. كما يتطلب ضبط تباعد الحشوات دقة عالية. بمجرد استيفاء هذه الشروط، يُعد الطحن الجماعي خيارًا تنافسيًا للغاية للإنتاج بكميات كبيرة.
أدوات الطحن الشقوقي الشائعة ومفاتيح التحديد
تستخدم طرق طحن الفتحات المذكورة أعلاه أنواع مختلفة من الأدوات. تشمل هذه الأدوات قواطع النهايات، وقواطع الجوانب، وقواطع الفتحات على شكل حرف T، وقواطع وودروف. في الورشة، لا يكمن التحدي في اختيار نوع الأداة، بل في اختيار الأداة الأنسب لشق معين.
عند اختيار الأدوات، لا ننظر إلى اسمها فقط، بل نراعي هندسة الفتحة، والمادة، وصلابة الآلة. ونركز على عوامل مثل:
- أبعاد الفتحة: العرض والعمق وما إذا كانت مغلقة تحدد نوع الأداة وقطرها.
- مادة: تحدد المادة (الألومنيوم، الفولاذ، إلخ) ركيزة الأداة والطلاء.
- صلابة النظام: تحدد صلابة الماكينة والتثبيتات قطر الأداة القابلة للاستخدام والامتداد.
- متطلبات: تحدد التسامحات وخشونة السطح ما إذا كانت هناك حاجة إلى تشطيب منفصل.
القاعدة العملية هي الحفاظ على عرض الفتحة قريبًا من قطر الأداة القياسي. كذلك، يجب الحفاظ على عمق الفتحة في حدود ثلاثة أضعاف قطر الأداة. هذا يزيد من استقرار التشغيل. إذا تجاوزت هذا النطاق، فستحتاج إلى استراتيجيات أفضل لمسارات الأدوات. تشمل هذه الاستراتيجيات الطحن التروكويدي أو خطوات العمق المتعددة للتحكم في الانحراف والخدوش. بالنسبة لفتحات المفاتيح وفتحات التوجيه ذات التفاوتات الضيقة، غالبًا ما نستخدم نهج "أداة خشونة + أداة تشطيب". هذا يقلل من تأثير تآكل الأداة على الدقة.
استراتيجيات مسار الأداة النموذجية
يُحدد مسار الأداة "طبيعة" عملية الطحن بالشقوق. يمكن أن يؤدي القاطع نفسه أداءً مختلفًا تمامًا مع مسارات أدوات مختلفة. الاستراتيجيات الثلاث الشائعة هي:
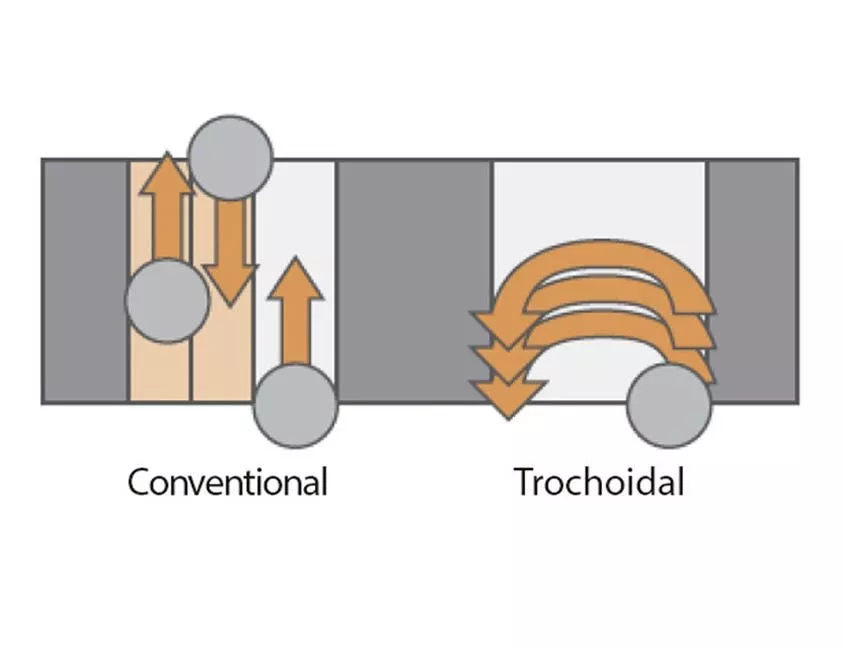
- التقسيم التقليدي: يتضمن هذا النظام تغذيةً ذهابًا وإيابًا على طول خط وسط الفتحة. برمجته سهلة، ويعمل بكفاءة مع الفتحات الضحلة والمواد العامة. لكن عيبه هو توليد قوى قطع شعاعية عالية وحرارة في الفتحات العميقة أو المواد الصلبة.
- مسار الأداة التروكويدي: تتحرك الأداة في مسار "قوس دائري + أمامي". يتحكم هذا في الالتحام الشعاعي في كل حلقة. يقلل قوة القطع ويحسن إزالة الرقائق. وهو مثالي للشقوق العميقة والضيقة، وللمواد مثل الفولاذ المقاوم للصدأ.
- الطحن الغاطس: تعتمد هذه الطريقة بشكل أساسي على التغذية المحورية، مثل الحفر متعدد النقاط. ثم تقوم الأداة بتوصيل الثقوب في فتحة بتغذية جانبية صغيرة. وهي مناسبة للشقوق العميقة جدًا أو عند الحاجة إلى أدوات طويلة، مع إعطاء الأولوية للسلامة.
في مشاريعنا، نفضل مسارات الأدوات المستقيمة للشقوق التقليدية. عندما يتجاوز عمق الشقوق ثلاثة أضعاف قطر القاطع، نلجأ إلى استخدام مسارات أخرى. نستخدم تقنية التخشين التروكويدي، متبوعةً بتمريرتين أو ثلاث تمريرات تشطيب مستقيمة. عندما تكون المساحة محدودة وتتطلب استخدام أدوات طويلة، نستخدم أسلوب الغمر، مما يقلل من خطر كسر الأدوات.
تحسين العمليات واستكشاف الأخطاء وإصلاحها
يبدو طحن الشقوق بسيطًا، لكن قد تؤثر بعض المشاكل الخفية على الإنتاجية. المشكلة لا تكمن في قطع المادة، بل في التحكم بالأبعاد وجودة السطح. إليك بعض المشاكل الشائعة:
- طريقة الإدخال السيئة: قد يؤدي الغمر الرأسي المباشر إلى تشقق الحواف ورفع نتوءات صغيرة. كما أنه يترك علامات الأداة أسفل الفتحة. الطريقة الأفضل هي استخدام منحدر أو مدخل حلزوني، مما يسمح للأداة بالتفاعل تدريجيًا. بالنسبة للشقوق المغلقة، يمكنك حفر ثقب تجريبي أولًا. ثم يمكنك توسيع الفتحة باستخدام قاطعة بتفاعل شعاعي صغير.
- إزالة الشريحة التالفة: تُسبب الشظايا المتراكمة في الشقوق العميقة والضيقة مشاكل. فهي تؤدي إلى إعادة القطع، والتآكل السريع، وحتى انحشار الأدوات. تشمل الحلول التشغيل المتدرج وتقليل عمق القطع في كل تمريرة. كما يُساعد استخدام سائل التبريد أو الهواء عالي الضغط لإزالة الشظايا.
- صلابة النظام المنخفضة: يؤدي بروز الأداة الزائد أو ضعف دعم قطعة العمل إلى مشاكل. ويؤدي ذلك إلى عرض غير مناسب، وجدران متموجة، وضوضاء عالية. لإصلاح ذلك، قم بتقصير بروز الأداة وإضافة المزيد من دعم قطعة العمل. يمكنك أيضًا تقليل التغذية، أو تقليل التعشيق الشعاعي، أو استخدام حامل أداة أكثر سمكًا.
فيما يتعلق بالأبعاد وجودة السطح، نفصل بين التخشين والتشطيب. يركز التخشين على إزالة المواد بكفاءة. أما التشطيب فيتطلب تعشيقًا أقل، وعمق قطع أقل، ومعايير أكثر ثباتًا. قد نضيف تمريرة زنبركية لتصحيح أخطاء التشوه المرن. وبهذه الطريقة، تبقى أبعاد الفتحة وجودة السطح ضمن النطاق المطلوب.
مزايا وقيود طحن الشقوق
من منظور العملية، تكمن قيمة طحن الشقوق في مرونته. ولكنه ليس حلاً شاملاً.
المزايا الرئيسية:
- يمكن لمجموعة مشتركة من القواطع التعامل مع معظم أنواع الفتحات.
- يتكيف بشكل جيد مع التصميمات المختلفة، ومناسب للدفعات الصغيرة والتغييرات المتكررة.
- يتناسب جيدًا مع عمليات التفريغ الكهربائي والطحن. يزيل الطحن كميات كبيرة من المواد الخام، بينما تُنهي عمليات أخرى الأسطح الحساسة.
القيود الرئيسية:
- تقتصر الفتحات الضيقة والعميقة للغاية على صلابة الأداة وإزالة الرقائق.
- نطاق المعالجة ضيق جدًا للمواد فائقة الصلابة، ويتطلب أدوات متطورة ورقابة صارمة.
- بالنسبة للأجزاء الحساسة للإجهاد المتبقي، غالبًا ما تكون هناك حاجة إلى الطحن أو التفريغ الكهربائي كحماية.
لذلك، لا نعتمد على عملية الطحن الشقوقي وحدها، بل نتركها تتولى معظم عمليات إزالة المواد. ثم نستخدم عمليات أخرى للمناطق التي تتطلب دقة عالية وجودة سطح عالية، مما يُسهم في تحقيق التوازن بين التكلفة والموثوقية.
التكلفة ووقت التسليم: العوامل الرئيسية
من منظور إدارة المشاريع، تكلفة طحن الشقوق ليست ثابتة، بل تعتمد على عدة عوامل رئيسية. فهم هذه العوامل مبكرًا يُساعد على تجنب تكاليف التصنيع الإضافية.
المتغيرات الرئيسية التي تؤثر على التكلفة ووقت التسليم هي:
- هندسة الفتحة: العرض، العمق، الطول، وشكل الفتحة كلها أمور مهمة.
- التسامحات: تؤدي الأبعاد الأكثر إحكامًا واحتياجات السطح الأعلى إلى زيادة تكاليف التشطيب والتفتيش.
- نوع المادة: الألومنيوم والفولاذ الكربوني سهلان القطع. أما الفولاذ المقاوم للصدأ والسبائك عالية الحرارة، فأكثر صلابةً على الأدوات والآلات.
- حجم الدفعة: يجب أن تغطي النماذج الأولية جميع تكاليف الإعداد والبرمجة. أما الإنتاج الضخم فيوزع هذه التكاليف على أجزاء متعددة.
في Yonglihao، نُقيّم صعوبة التصنيع من خلال الرسومات والنماذج ثلاثية الأبعاد. ثم نختار مسارًا للعملية بناءً على حجم دفعتك ومدة التسليم. إذا وجدنا تصميمًا لا يتوافق مع الأدوات القياسية، فسنقترح عليك تعديلات. هذا يساعدك على تحقيق توازن مثالي بين الوظيفة والتكلفة والتسليم.
خاتمة
كـ مزود خدمة تصنيع الآلات باستخدام الحاسب الآلي, Yonglihao Machinery لا يقتصر عملنا على طحن فتحاتك فحسب، بل نهدف إلى توفير حلول تشغيل متكاملة للهياكل ذات الفتحات. ويشمل ذلك تقديم خدمات متقدمة خدمات الطحن باستخدام الحاسب الآلي مُصممة خصيصًا لتلبية احتياجاتك. لدينا مراكز طحن CNC ثلاثية ورباعية وخماسية المحاور. كما نمتلك معدات خراطة وطحن وتشكيل بالشرارة الكهربائية. هذا يُمكّننا من التعامل مع النماذج الأولية الفردية والإنتاج الضخم.
بالنسبة للحجم، نختار القواطع والعمليات بناءً على عرض الفتحة وعمقها والمادة. يمكننا تحقيق عرض بمقياس المليمتر وعمق عشرات المليمتر في الفولاذ والألومنيوم. أما بالنسبة للمواد، فنُشغّل الفولاذ الكربوني والفولاذ المقاوم للصدأ وسبائك الألومنيوم وغيرها. وقد طورنا مكتبات متطورة لكل منها. في مراقبة الجودة، نقيس أبعاد ومواضع فتحات المفاتيح. بالنسبة لفتحات المفاتيح ذات المتطلبات العالية للتوافق، نستخدم مقاييس أو آلات قياس ثلاثية الأبعاد للتحقق.
إذا كانت لديكم قطع ذات هياكل شقوق، يُرجى إرسال رسوماتكم إلينا. سنقدم لكم خطة واقعية لطحن الشقوق وعرض سعر. سنعتمد على المواد وحجم الدفعة والتفاوتات المطلوبة. إذا لزم الأمر، يمكننا اقتراح تعديلات على التصميم لتسهيل تصنيع القطعة.
التعليمات
كيف يمكنني تحديد عرض الفتحة في تصميمي لتسهيل التصنيع؟
نوصي بمطابقة عرض الفتحة مع أقطار الأدوات القياسية (مثل 4، 6، 8، 10، أو 12 مم) قدر الإمكان. تتطلب الأبعاد الفردية (مثل 7.3 مم) تمريرات متعددة أو استخدام أدوات مخصصة، مما يزيد التكلفة والمخاطر. بالنسبة لميزات مثل فتحات المفاتيح، يمكنك ضبط عرض المفتاح أو الجزء المتصل ليتناسب مع عرض الفتحة القياسي.
ما الذي يجب أن ألاحظه فيما يتعلق بالفجوات العميقة في التصميم وتخطيط العملية؟
عندما يتجاوز عمق الشق ثلاثة أضعاف قطر الأداة، تجنب العرض الضيق جدًا. وسّع الشق لتسهيل إزالة الرقائق. لاحظ أيضًا في الرسم أن التشغيل المجزأ مسموح به. من ناحية العملية، نستخدم تقنيات القطع التدريجي والتخشين المتقدم. ثم نستخدم عمليات التشطيب لصقل جدران الشق.
كيف يمكنني الإشارة إلى التسامحات المتعلقة بالفتحة على الرسومات؟
حدد بوضوح تفاوت عرض الفتحة وعمقها وشكل قاعدتها. ولاحظ أيضًا بعدها عن أسطح البيانات المرجعية وموقعها بالنسبة للخصائص الأخرى. إذا كنت بحاجة إلى خشونة سطح محددة، فحدد قاع الفتحة وجدرانها بشكل منفصل. هذا يساعدنا في تخطيط استراتيجياتنا للتشطيب الخشن والتشطيب.
متى يكون طحن الفتحات أكثر ملاءمة من التفريغ الكهربائي أو الثقب؟
للفتحات ذات الأشكال المتنوعة، وأحجام الدفعات الصغيرة والمتوسطة، وسهولة التشغيل، يُعدّ طحن الشقوق الخيار الأمثل. فهو مرن وفعّال من حيث التكلفة. أما بالنسبة للفتحات العميقة والضيقة للغاية، أو الزوايا الداخلية الحادة، أو المواد شديدة الصلابة، فإنّ استخدام تقنية التفريغ الكهربائي (EDM) أو الثقب يُعطي ميزة. تستخدم العديد من القطع المعقدة مزيجًا من طحن الشقوق وعمليات أخرى. سنوصي بالنهج الأمثل لقطعتك المحددة.



